(54) СПОСОБ ЗУБООБРАБОТКИ ГЛОБОИДНЫХ
1
Изобретение относится к металлобработке, в частности к производству глобоидных червяков.
Известен способ зубообработки гло- боидных червяков на универсально-фрезерных станках lj .
Недостатком этого способа является чрезмерно большая номенклатура инструмента, так как изменение одного из основных параметров передачи, например изменение числа зубьев сопряженного KI леса хотя бы на один зуб, требует нового инструмента как для обработки червяка, так и колеса.
Кроме этого, недостатками указанного опособа являются недостаточно высокая производительность и точность, которые достигаются при зубообработке особенно многозаходных червяков, которые зубообрабатывают при очень низких режимах резания.
Цель изобретения - сокращение номенклатуры применяемого инструмента при зубообработке гпобоидных червяков. ЧЕРВЯКОВ
снижение трудоемкости и повышение проИ1зводительности обработки с одновремен ним повышением ее качества.
Поставленная цель достигается тем, что заготовку че1жячного глобоидногЬ колеса или инструмент перемещают в направлении действия суммарного некто ра подачи, расположенного в плоскости, пересекающей ось заготовки в среш1ей плоскости червяка под углом S , равным
10
g.
o,se
IS
где .-Г .- делительный радиус шсружностн
торца червяка;
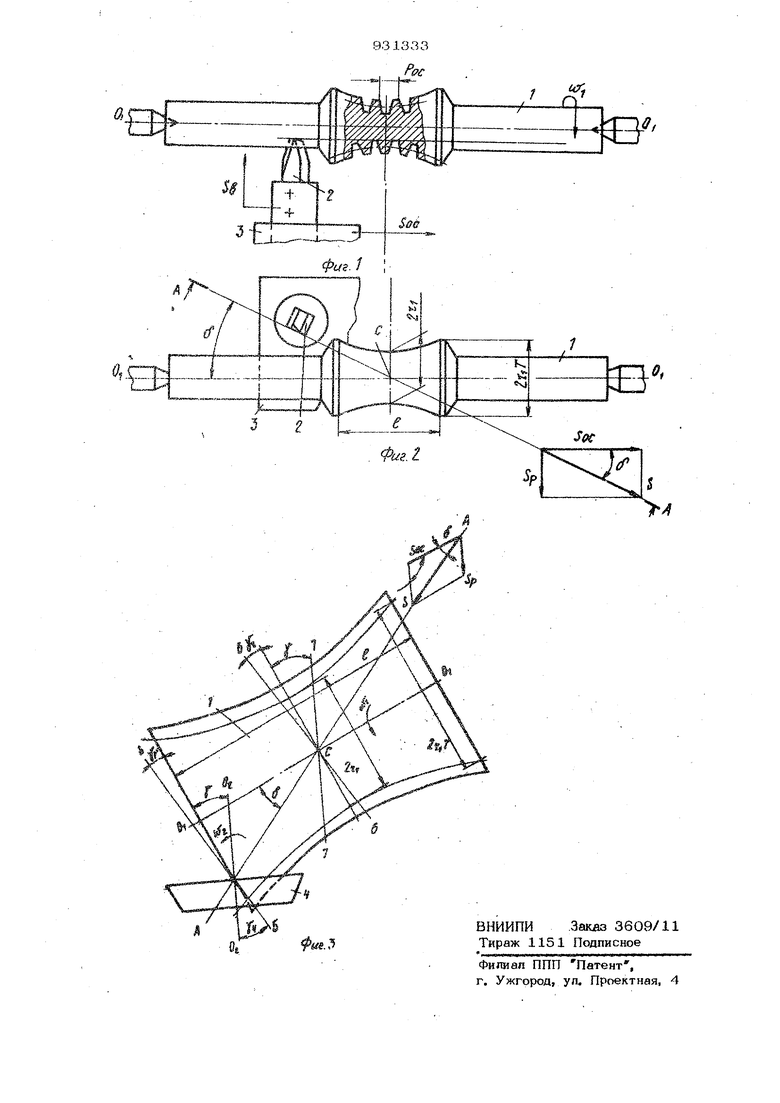
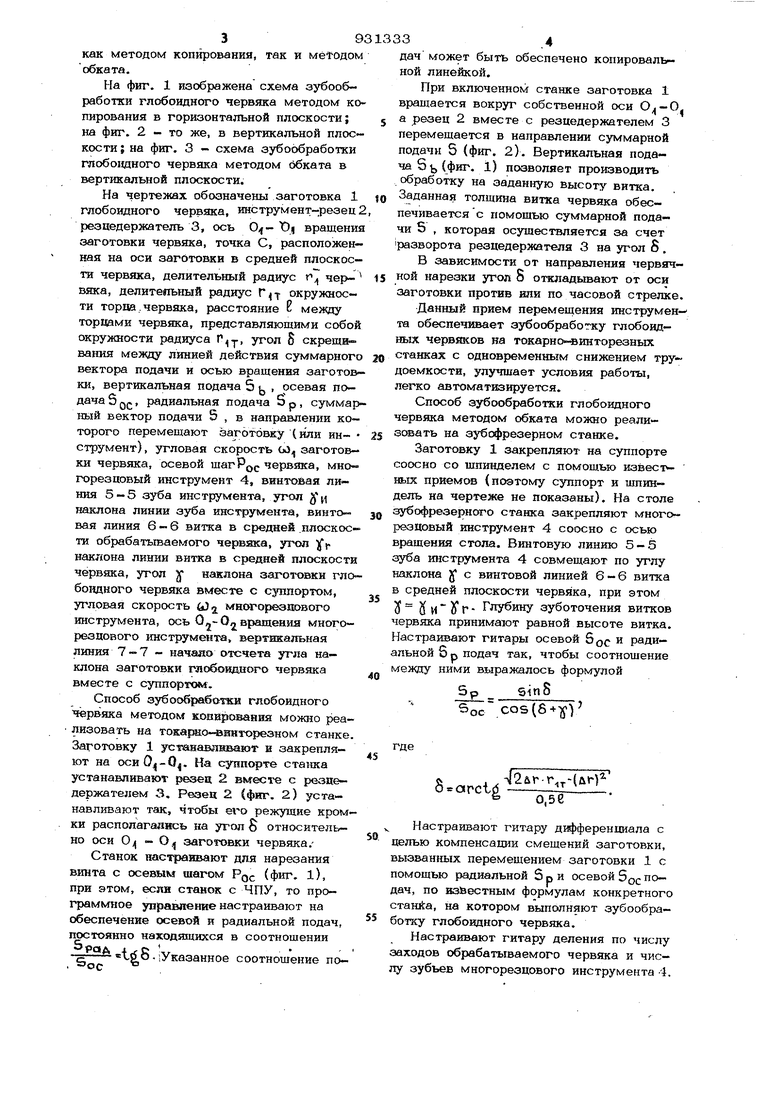
-делительный радиус червяка; - расстояние между торнами черва20ка, представляющие собой окружности радунса f Обработка глобоидных червяков по данному способу .может осупхествляться 39 как методом копирования, так и методом обката. На фиг. 1 изображена схема зубообработки глобондного червяка методом ко пирования в горизонтальной плоскости; на фиг. 2 - то же, в вертикальной плоскости ; на фиг. 3 - схема зубообработки глобовдного червяка методом обката в вертикальной плоскости. На чертежах обозначены заготовка 1 глобоидного червяка, инструмент-резец резиедержатель 3, ось вращени заготовки червяка, точка С, расположенная на оси заготовки в средней плоскости червяка, делительный радиус г чер В5жа, делительный радиус окружности торна,червяка, расстояние В между торцами червяка, представляющими собой окружности радиуса , угол S скрещивания между линией действия суммарног вектора подачи и осью вращения заготов ки, вертикальная подача 5 {., , осевая подача 5 Q, радиальная подача Sp, суммар ный вектор подачи 5 , в направлении которого перемещают заготовку (или инструмент), угловая скорость заготовки червяка, сх;евой шагР ервяка, мно горезповый инструмент 4, винтовая линия 5-5 зуба инструмента, угол / наклона линии зуба инструмента, винтовая линия 6-6 витка в средней .плоскости обрабатьгоаемого червяка, угол наклона линии витка в средней плоскости червяка, угол у наклона заготовки гло бовдного червяка вместе с суппортом, угловая скорость (i3 многорезшжого инструмента, ось О,-02 вращения многорезнового 1гаструмента, вертикальная линия 7 - 7 - начало отсчета угла наклона заготовки глобоидного червяка вместе с суппортом. Способ зубообработжв глобоидного червяка методом копирования можно реализовать на токарю-вшичэрезном станке Заготовку 1 ус-шнавднвают в закрепляют на оси . На суппорте станка устанавливают резец 2 кмесуе с резцедержателем 3. Резек 2 (фиг. 2) устанавливают так, чтобы режущие кромки располагались на угол S относительно оси 0 - О заготовки червяка.Станок настраивают для нарезания винта с осевым шагом (фиг. 1), при этом, если станок с ЧПУ, то программное управление настраивают на обеспечение осевой н радиальной подач, постоянно находящихся в соотношении SpQA .6 О. {Указанное соотношение по. ос 34 дач может быть обеспечено копировал ной линейкой. При включенном станке заготовка 1 вращается вокруг собственной оси , а резец 2 вместе с резцедержателем 3 перемещается в направлении суммарной подачи 5 (фиг. 2). Вертикальная подача St( фиг. 1) позволяет производить . обработку на заданную высоту витка. Заданная толщина витка червяка обеспечивается с помощью суммарной подачи S , которая осуществляется за счет разворота резцедержателя 3 на угол 8 . В зависимости от направления червячной нарезки угол 8 откладывают от оси заготовки против или по часовой стрелке. Данные прием перемещения инструмента обеспечивает зубообработку глобоидных червяков на токарнонэинторезных станках с одновременным снижением трудоемкости, улучшает условия работы, легко автоматизируется. Способ зубообработки глобоидного червяка методом обката можно реализовать на зубофрезерном станке. Заготовку 1 закрепляют на суппорте соосно со шпинделем с помощью известных приемов (поэтому суппорт и шпиндель на чертеже не показаны). На столе зубофрезерного станка закрепляют много резяовый инструмент 4 соосно с осью вращения стола. Винтовую линию 5-5 зуба инструмента 4 совмещают по углу наклона g с винтовой линией 6-6 витка в средней плоскости червяка, при этом S И iS Г - Глубину зуботочения витков червяка принимают равной высоте витка. Настраивают гитары осевой 5ос радиальной 6 р подач так, чтобы соотношение между ними вырахшлось формулой jp sin 8 ,cos(6+ifV л-|2й --г т-(йг) o Настраивают гитару дифференциала с целью компенсации смещений заготовки, вызванных перемещением заготовки 1 с помощью радиальной ЗрИ осевой SQCподач, по вз&естным формулам конкретного станйа, на котором выполняют зубообработку глобоидного червяка. Настраивают гитару деления по числу заходов обрабатываемого червяка и числу зубьев многорезцового инструмента 4.
5.9
Устанавливают аагоаювку 1 вместе с суппортом выше ийструк еита 4,. как показано на чертеже, и включают станок.
При включенном станке заготовка 1 вращается вокруг собственной с угловой скоростью СО л, а инструмент 4 вращается вокруг собственной с угловой скоростью CJj, при этом за готовка 1 перемещается по вектору 5, который расположен в плоскости А-А, пересекающей ось О -0 в ее центреС. Во время относительного движения йнст румент выполняет зуботачение витков червяка по всей высоте витка, при этом инструмент и заготовка 1 непрерывно находятся в контакте, холостые ходы инструмента отсутствуют. Обрабатывают ся одновременно и окончательно все заходы червяка от одного тори червяка .к другому, т. е..у одного торца витки по всем заходам полностью нарезаны, а у второго торца их обработка еще не начиналась.
Зубообработка витков червяка заканчивается тогда, когда инструмент 4 выйдет из контакта с заготовкой 1.
Вьшолнение указанных приемов позволяет резко сократить номенклатуру ин стру мента для зубообработки глобокдных червяков. Для обработки требуется тоз1ь- ко один косозубый многорезцовый инст румент определенного модуля для наре зания различных типоразмеров червяков, так как в плоскости (фиг. 3) происходит обкатка инструмента (круговой рейки) по прямобочной рейке, поэтому число зубьев инструмента, заходность обрабатываемого червяка, межосевое расстояние передачи и угол наклона линии витка не оказывают влияния на конструкцию инструмента.
В связи с тем, что по данному спо собу инструмент и заготовка непрерывно находятся в контакте, oднDвpe feннo и окончательно обрабатьшают все заходы червяка от одного ториа червяка к другому, т. а. у одного торца витки по всем заходам полностью нарезаны, а у другого торца их обработка еще не начтшлась
36
данный способ исключает Динамические нагрузки и вибрации в процессе резания и позволяет использовать Тлаксимальные режимы резания,- благодаря чему производнтельность зубообработки многозаходных червяков ловышается примерно в 3 раза.
Кроме этого, коренное снижение динамических нагрузок и вибраций во время
: боточения обеспечивает существенное повышение точности рабочих поверхностей витков червяка.
Формула изобретения
1, Способ зубообработки глобоидньЕх чарвйпков при вращении заготовки и/или инструмента, отличающийся
те(й7 что, с целью повышения производительности и точности обработки, заготовку кля инструмент перемещают в направлении действия суммарного век- тора подачи, расположенного в плоскоети, пересекающей осъ заготовки в средней плоскости червяка под углом 5 , равным
S.
0,5 е
где Д.Г
Г - делительный радиус окружности
торяа червяка;
f - делительный радиус червяка;
6 расстояние между ториамн червяка, представляющие собой ности радуса .
2.Способ по п. 1, о т л и Ч а ю -
щ и и с я тем, что обработку производят методом копирования,
3,Способ по п. 2, о т л и ч а ю - щ и И с я тем, что обработку производят методом обката.
Источншси йнформагош,
пртштые во внимание при экспертизе 1. Дикер Я. И, к др. Основы производства червячкьсх глобоядных передач. Машгйз, 1860, с. 138-145.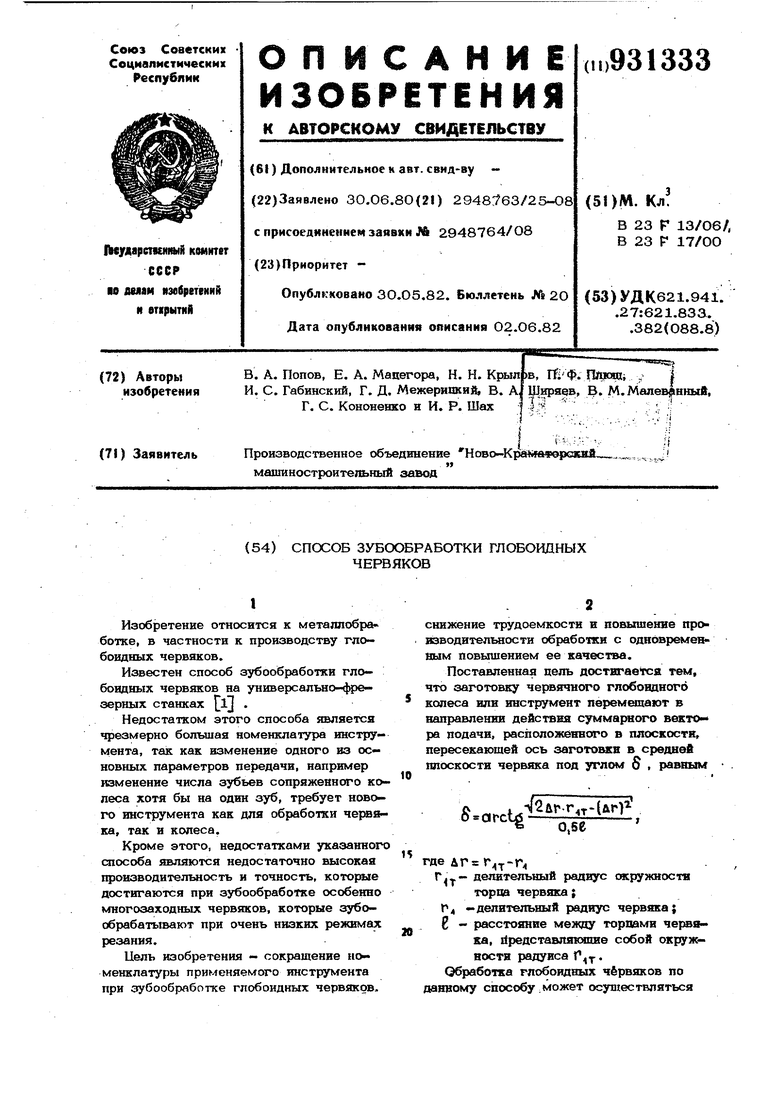
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Способ окончательной обработки зубьев червячного колеса делительной пары зубофрезерного станка | 1980 |
|
SU942912A1 |
| Глобоидная передача и способ ее изготовления | 1990 |
|
SU1762048A1 |
| Многорезцовая летучка | 1979 |
|
SU1036480A1 |
| Способ нарезания зубьев колеса | 1984 |
|
SU1255319A1 |
| Зубообрабатывающий станок | 1979 |
|
SU884896A1 |