Изобретение относится к металлообработке, а именно к обработке материалов резанием и предназначено для изготовления глобоидного червяка на универсальном зубофрезерном станке.
При изготовлении глобоидных передач в связи с особенностью их зацепления необходимо более точное, по сравнению с обычной червячной передачей, соблюдение сопрягаемых поверхностей по шагу, биению и другим метрологическим параметрам.
Известен станок для нарезания глобоидных червяков обкаткой посредством многорезцовой головки последовательного резания, совершающий один оборот за цикл обработки, выполненный с жестким межцентровым расстоянием, изменяющимся в пределах необходимых для подналадочного регулирования положения инструмента и изделия, кинематически связанных между собой короткой делительной цепью, а также снабженный подвижной бабкой, производящей запрессовку заготовки в оправку неподвижной бабки с обеспечением фиксирования строго постоянного положения (см. патент RU №130320, опубл. в «Бюллетене изобретений» №14 за 1960 г.).
Данное техническое решение является экономически нерентабельным, к тому же, используется резцовая головка очень сложная и дорогая в изготовлении и переточке.
Известен способ зубообработки глобоидных червяков при вращении заготовки и/или инструмента, осуществляемый на токарно-винторезном и зубофрезерном станке, в котором заготовку или инструмент перемещают в направлении действия суммарного вектора подачи, расположенного в плоскости, пересекающей ось заготовки в средней плоскости червяка под углом, обработку производят методом копирования или обката (см. патент RU №931333, МПК B23F 13/06, B23F 17/00 опубл. 30.05.1982).
Недостатком известного технического решения является сложность и большая трудоемкость настройки гитарного механизма при изменении геометрических параметров нарезаемого червяка. Кроме того, использование большого числа механических передач значительно снижает точность и скорость обработки.
Известен способ нарезания витка глобоидного червяка одним или несколькими последовательными резцами на универсальном зубофрезерном станке, при котором заготовка устанавливается в инструментальном шпинделе, а инструмент - на столе станка. Заготовка червяка и режущая кромка резца, принадлежащая станочному колесу, вращаются вокруг осей, отстоящих друг от друга на станочном межосевом расстоянии, с заданным отношением угловых скоростей, равным станочному передаточному числу. Оси сближаются за счет подачи в процессе чернового нарезания и остаются точно выдержанными при чистовом резании. Предварительное и окончательное нарезание глобоидного червяка в массовом производстве можно осуществлять специальной многорезцовой головкой, установленной на столе станка (см. http://mash-xxl.info/info/6993911, дата обращения 26.12.2018 г.; Производство зубчатых колес: справочник/ С.Н. Калашников, А.С. Калашников, Г.И. Коган и др. - М.: машиностроение, 1990, с. 354-378).
Недостатком известного технического решения являются низкие демпфирующие свойства подшипников качения в инструментальном шпинделе станка, что ухудшает условия резания и снижает качество обработки, и непрерывное движение подачи при черновом резании, что снижает точность детали.
Известен зубофрезерный вертикальный станок 5К328А, содержащий станину с установленным на нем подвижным столом, несущим заготовку изделия, фрезерный узел, и который может быть использован при модернизации для осуществления изготовления глобоидного червяка (см. Металлорежущие станки. Каталог. Зубофрезерный вертикальный станок для цилиндрических колес. Модель 5К328А. Москва, 1977, лист 6.04.029).
Задачей, на решение которой направлено заявляемое техническое решение, является повышение качества обработки глобоидных червяков на универсальном зубофрезерном станке.
Для решения поставленной задачи в зубофрезерном станке для изготовления глобоидного червяка, содержащем станину с установленным на нем подвижным столом, фрезерный узел, состоящий из серьги, направляющей для установки серьги, шпинделя каретки, суппорта и протяжного суппорта, в корпусе серьги установлена коническая стальная втулка, в которую вставлен сменный бронзовый подшипник с регулируемым радиальным зазором, в шпинделе каретки размещена цанговая оправка, на столе установлена оправка с резцовой головкой и кулачок, а на неподвижной части станка установлен датчик, кроме того, на станине установлен кронштейн с шаговым двигателем и гидроусилителем с непосредственным выходом на ходовой винт стола. В резцовой головке может быть размещено четыре резца.
Совокупность отличительных признаков, заключающаяся в том, что в корпусе серьги установлена коническая стальная втулка, в которую вставлен сменный бронзовый подшипник с регулируемым радиальным зазором, в шпинделе каретки размещена цанговая оправка, на столе установлена оправка с резцовой головкой и кулачок, а на неподвижной части станка установлен датчик, кроме того, на станине установлен кронштейн с шаговым двигателем и гидроусилителем с непосредственным выходом на ходовой винт стола, позволяют повысить качество обработки глобоидных червяков на универсальном зубофрезерном станке.
Заявляемое техническое решение поясняется чертежами:
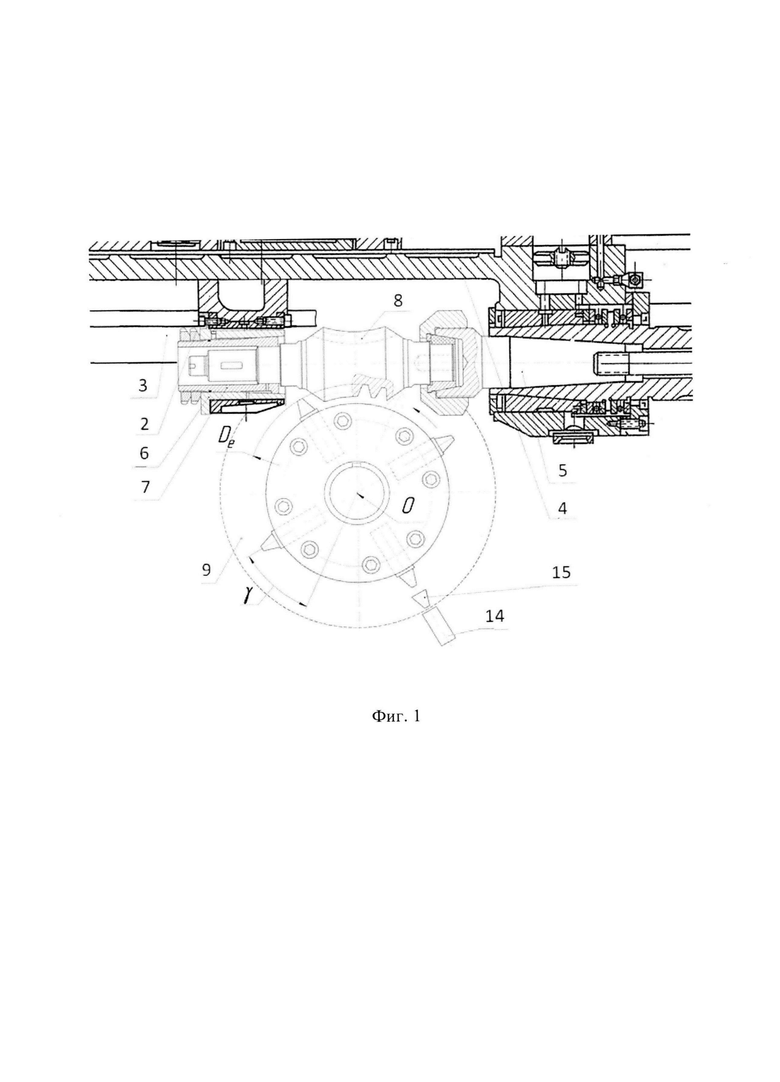
фиг. 1 - зубофрезерный станок для изготовления глобоидного червяка с заготовкой, общий вид;
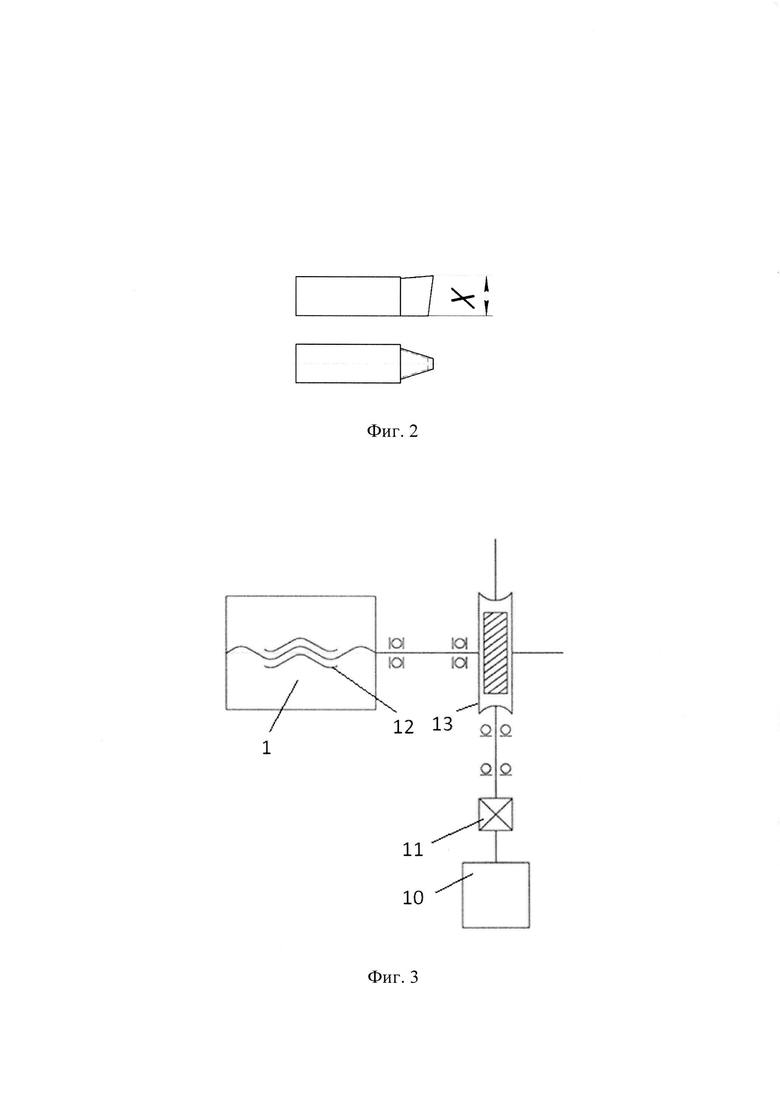
фиг. 2 - схема заточки резцовой головки;
фиг. 3 - схема механизма периодической подачи.
Зубофрезерный станок для изготовления глобоидного червяка содержит станину с установленным на ней подвижным столом 1, фрезерный узел, состоящий из серьги 2, направляющей для установки серьги 3, шпинделя каретки, суппорта 4 и протяжного суппорта 5. В корпусе серьги 2 установлена коническая стальная втулка 6, в которую по диаметру хвостовика вставлен сменный бронзовый подшипник 7 с регулируемым радиальным зазором. Это не снижает универсальности станка, так как подшипник 7 сменный и при необходимости устанавливается подшипник по диаметру оправки для червячной фрезы. Подшипник 7 скольжения обладает лучшими демпфирующими свойствами, что обеспечивает более благоприятные условия при фрезеровании и точении при изготовлении глобоидного червяка.
В шпинделе каретки размещена цанговая оправка. Заготовка 8 под глобоидный червяк устанавливается между цанговой оправкой и серьгой 2.
На столе 1 установлена оправка с резцовой головкой 9 для нарезания винтовой канавки. В резцовой головке 9 размещаем четыре резца. Резцы на специальном приспособлении выставляем по диаметру D впадин глобоидного червяка. Конструкция оправки должна иметь механизм, позволяющий выставку резцов по высоте центра оси шпинделя. Резцы затачивают с одинаковой величиной X.
Предлагается так же усовершенствовать механизм периодической подачи, установив на станине вместо рукоятки ручного перемещения стола 1 кронштейн с шаговым двигателем 10 и гидроусилителем 11 с непосредственным выходом на ходовой винт 12 стола 1 через червячный редуктор 13. Команда на периодические подачи осуществляется от датчика 14, расположенного на неподвижной части станка, и кулачка 15, закрепленного на поворотном столе 1, закрепленном синхронно с выходом резца из зоны резания через управляемый генератор пачек импульсов. Это связано с тем, что от двигателя подачи до ходового винта радиальной подачи стола 1 имеется значительное количество зубчатых пар, что при подачах приводит к появлению неуправляемых скачков стола 1. Это влияет как на величину снимаемого припуска так и на потерю устойчивости во время процесса обработки.
Устройство работает следующим образом.
Перемещая протяжной суппорт 5, заготовку 8 устанавливают относительно центра оправки. «О» - центр делительной окружности глобоидного червяка. Ось заготовки 8 так же настраивают относительно резцов сменной резцовой головки 9, установленной на столе 1 станка. Кинематическую схему станка настраивают, как на изготовление червячного колеса.
Заготовка червяка и режущие кромки резцов, закрепленные на резцовой головке 9, установленной на столе 1 станка, отстоящих друг от друга на станочном межосевом расстоянии, вращаются вокруг своих осей с заданным отношением угловых скоростей, равным настроенному станочному передаточному числу. Оси сближаются за счет периодической подачи в процессе чернового нарезания и остаются точно выдержанными при чистовом резании. Резцовая головка 9 имеет четыре резца, при выходе очередного резца из соприкосновения с заготовкой до входа следующего резца остается время прохода резца на угол у. За это время обеспечивается периодическая подача резцовой головки 9 к заготовке 8 на снятие следующего припуска. Команды на периодические подачи осуществляются от датчика 14 и кулачка 15. При нарезании червяков с крупным модулем вначале прорезают канавку с прямоугольным профилем, а затем по полному профилю. В качестве механизма периодической подачи используют шаговый двигатель 10 с гидроусилителем 11 вместо двигателя подачи.
Заявляемое техническое решение обеспечивает высокое качество обработки глобоидных червяков на универсальном зубофрезерном станке. Кроме того, предложенное решение может применяться при изготовлении глобоидных червяков без использования дорогостоящего инструмента при восстановлении и модернизации оборудования и позволяет произвести быструю переналадку.
Заявляемое техническое решение возможно для реализации на стандартном технологическом оборудовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЯКОВ | 2016 |
|
RU2621199C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Резцовая головка | 1977 |
|
SU814609A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Станок для нарезания глобоидных червяков | 1959 |
|
SU130320A1 |
| Способ нарезания модифицированных глобоидных червяков | 1958 |
|
SU131177A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ | 1996 |
|
RU2101139C1 |
Изобретение относится к металлообработке, а именно к обработке материалов резанием, и предназначено для изготовления глобоидного червяка на зубофрезерном станке. Зубофрезерный станок для изготовления глобоидного червяка содержит станину с установленным на нем подвижным столом, фрезерный узел, состоящий из серьги, направляющей для установки серьги, шпинделя каретки, суппорта и протяжного суппорта. В корпусе серьги установлена коническая стальная втулка, в которую вставлен сменный бронзовый подшипник с регулируемым радиальным зазором. В шпинделе каретки размещена цанговая оправка. Заготовка под глобоидный червяк устанавливается между цанговой оправкой и серьгой. На столе установлена оправка с резцовой головкой для нарезания винтовой канавки. В резцовой головке размещено четыре резца. На станине установлен кронштейн с шаговым двигателем и гидроусилителем с непосредственным выходом на ходовой винт стола. В результате обеспечивается повышение качества обработки глобоидных червяков на зубофрезерном станке. 1 з.п. ф-лы, 3 ил.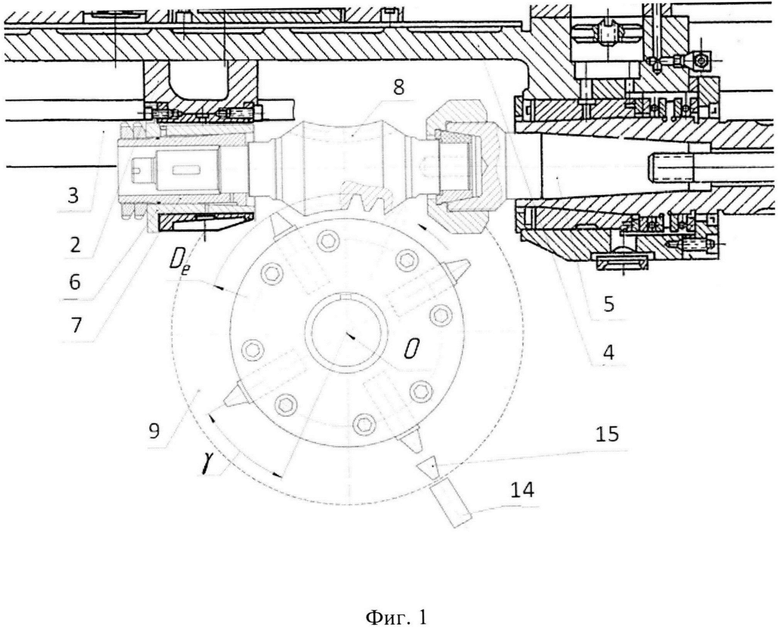
1. Зубофрезерный станок для изготовления глобоидного червяка, содержащий станину с установленным на нем подвижным столом, фрезерный узел, состоящий из серьги, направляющей для установки серьги, шпинделя каретки, суппорта и протяжного суппорта, отличающийся тем, что в корпусе серьги установлена коническая стальная втулка, в которую вставлен сменный бронзовый подшипник с регулируемым радиальным зазором, при этом в шпинделе каретки размещена цанговая оправка, на столе установлена оправка с резцовой головкой и кулачок, а на неподвижной части станка установлен датчик, причем на станине установлен кронштейн с шаговым двигателем и гидроусилителем с непосредственным выходом на ходовой винт стола.
2. Зубофрезерный станок по п. 1, отличающийся тем, что в резцовой головке размещено четыре резца.
| Металлорежущие станки | |||
| каталог | |||
| Зубофрезерный вертикальный станок для цилиндрических колес | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Москва, 1977, лист 6.04.029 | |||
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДОЛБЯКОВ | 2016 |
|
RU2621199C1 |
| Способ нарезания модифицированных глобоидных червяков | 1958 |
|
SU131177A1 |
| Способ обработки глобоидных червяков | 1972 |
|
SU427565A1 |
| Аппарат для плавления каменноугольного пека | 1948 |
|
SU78452A1 |
| US 3618189 A, 09.11.1971. | |||

