1
Изобретение относится к способам управления нагревом металла в нагревательных печах и может быть использовано в черной металлургии.
Целью изобретения является сокращение расхода топлива.
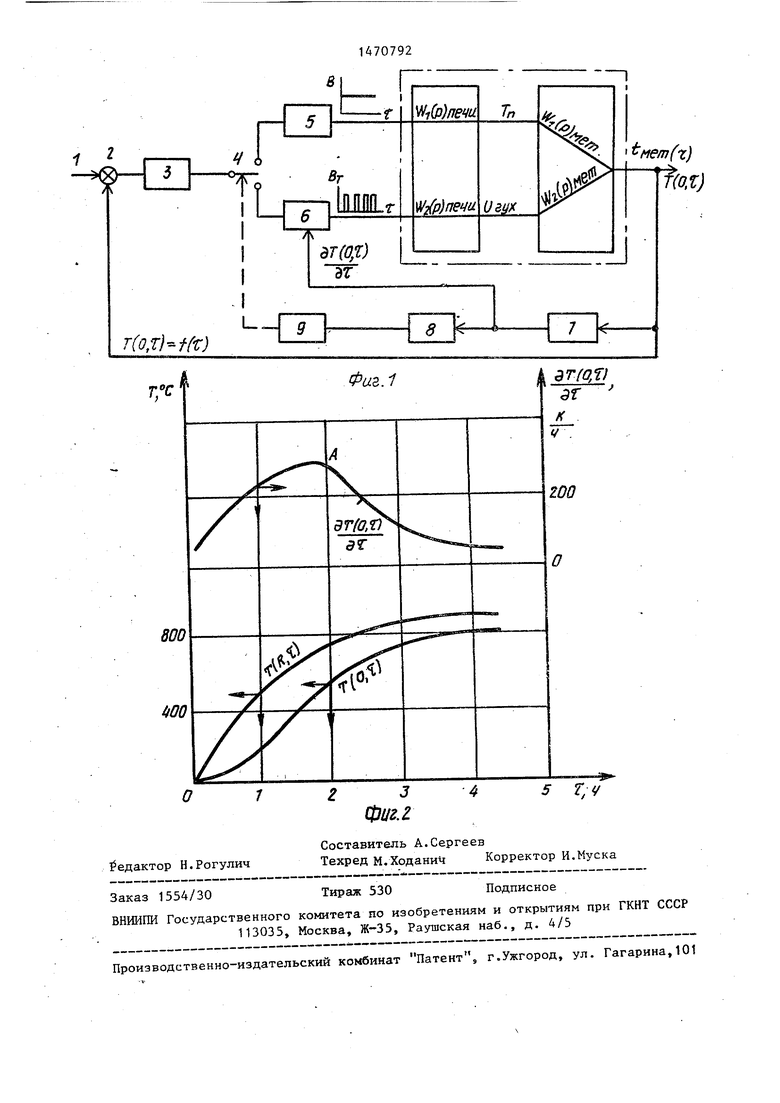
На фиг. 1 представлена блок-схема устройства, реализующая способ зшрав- ления нагревом металла воздействием на расход топлива; на фиг. 2 - график изменения температуры поверхности и теплового центра нагреваемого металла, а также скорость изменения температуры металла.
Устройство содержит задатчик 1 температуры (не показан) металла, выход которого подсоединен к первому входу элемента 2 сравнения, к второму входу которого подсоединен выход датчика .температуры металла (не показан) , а выход элемента 2 сравнения подсоединен к входу регулирукйце- го блока 3, выход которого через-переключатель 4 каналов подсоединен либо к входу исполнительного механизма 5 для подачи топлива, либо к первому входу исполнительного механизма 6 с частотно-импульсным модулятором на входе для подачи топлива, блок 7 дифференцирования, выход которого подсоединен к второму входу исполнительного механизма 6 с частотно-импульсным модулятором на входе для Ьодачи топлива и к входу дискретного модулятора 8, выход которого подсоединен к входу блока 9 изменения структуры регулятора 3, выход которого подсоединен к переключателю 4 каналов.
Устройство работает следующим образом.
Предвагрительным технико-экономическим расчетом, исходя из минимума расхода топлива, определяют график изменения температуры поверхности Т (R, ) и теплового центра Т (0,)
О
1C
3 1470792
нагреваемого металла, а также скорость изменения температуры металла
з
--Гл-А - f ( (фиг- 2).
и (v
Полученную расчетным путем зариси мость принимают в качестве заданной
ЗТ (0. )
-л,г временной программы в
устройстве для управления нагревом металла (фиг. 1). Температуру теплового центра металла измеряют датчиком-тепломером. Термопара, установленная в центре датчика, вьтолненно- го из того же материала,)что и нагреваемый металл, имитирует изменение температуры теплового центра металла , Сигнал Т (О, € ) f (i) поступает на вход блока 7 дифференцирования, на выходе которого формируется сиг- ат (О.)
нал
dt
--, который сравнивают
с заданным и формируют управляющее воздействие на расход топлива. При достижении точки А (фиг. 2) система осуществляет переключение с постоянного расхода топлива на импульсную подачу топлива с переменной скважностью.
Разработанная система (фиг. 1) относится к классу систем с переменной структурой и может работать в двух режимах: I - режим постоянного расхода топлива; II - режим импульсной подачи топлива.
При постоянном расходе топлива система имеет в качестве объекта управляющий канал рзасход топлива - температура в печи. Управление в этом режиме осуществляется регулирующим блоком 3 через исполнительный механизм 5 для подачи топлива. При достижении точки А (фиг. 2) система переходит на управление по каналу: рас ход топлива - скорость продуктов
5
0
5
0
5
0
горения - температура теплового центра металла. Управление объектом в этом режиме осуществляется регулирующим блоком через исполнительньй механизм 6 с частотно-импульсным модулятором для подачи топлива. Переключение каналов осуществляется блоком 9 изменения структуры (реле) в зависимости от знака сигнала по скорости роста температуры теплового
. 9 Т (0.) центра signQ -
Таким образом, длительность импульсов и пауз изменяется в зависимости от степени прогрева металла и его сечению, благодаря чему снижается расход топлива.
Формула изобретения
Способ управления нагревом металла, включающий измерение температуры металла и сравнение ее с заданной, подачу в рабочее пространство печи топлива с постоянным расходом и воздуха в период подъема температуры в печи и импульсную подачу топлива и воздуха в период вьщержки металла, при этом подачу воздуха осуществляют с запаздыванием по отношению к подаче топлива, отличающийся тем, что, с целью сокращения расхода топлива, задают значение скорости изменения температуры теплового центра металла, определяют текущее значение измене|1ия скорости температуры теплового центра металла, сравнивают его с заданным и воздействуют на расход топлива и воздуха, а при прохождении скорости изменения те шературы теплового центра металла через максимальное ее значение и при отклонении текущей скорости изменения температуры теплового центра от заданной на 5% переходят на импульсную подачу топлива с переменной скважностью.
- ®-BT(Ofl
эг
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования теплового режима нагревающей печи | 1990 |
|
SU1723157A1 |
| Способ управления импульсным нагревом металла | 1990 |
|
SU1721104A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОСВЕННОГО РАДИАЦИОННОГО РЕЖИМА НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1992 |
|
RU2030462C1 |
| Способ отопления регенеративных нагревательных колодцев | 1985 |
|
SU1258851A1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЛАМЕННОЙ НАГРЕВАТЕЛЬНОЙ ПЕЧИ | 1994 |
|
RU2068006C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА | 1991 |
|
RU2020166C1 |
| СПОСОБ НАГРЕВА СЛИТКОВ В НАГРЕВАТЕЛЬНОМ КОЛОДЦЕ | 1992 |
|
RU2051189C1 |
| Способ управления температурным режимом многозонной нагревательной печи | 1986 |
|
SU1455198A1 |
| Способ отопления камерных нагревательных печей | 1982 |
|
SU1086023A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 2013 |
|
RU2553147C2 |
Изобретение относится к способам управления нагревом металла в нагревательных печах и может использоваться в черной металлургии для нагрева слитков. Цель изобретения - сокращение расхода топлива. С этой целью на расход топлива воздействуют по величине скорости изменения температуры теплового центра металла и при достижении максимального значения указанной скорости переходят с непрерывной подачи топлива на импульсный с переменной скважностью. 2 ил.
T(o,)
L.
5 r/
