Изобретение относится к способам автоматического управления нагревом металла в электропечах сопротивлением периодического действия и может найти применение в черной металлургии, машиностроении и строительной промышленности.
Известен способ управления нагревом металла в электропечах путем позиционного регулирования мощности, при котором печь периодически включается на номинальную мощность, а затем выключается. Длительность интервалов включения и отключения мощности печи определяется допустимым интервалом колебаний температуры в печи.
Недостатком известного способа является отсутствие информации о теплопоглощении металла, управляющее воздействие на металл формируют по косвенной характеристике нагрева металла - температуре в печи, которая не отражает динамики внешнего и внутреннего теплообмена в металле, поэтому не может служить представительным импульсом для управления нагревом металла.
Наиболее близким по технической сущности и достигаемому результату является способ управления нагревом по заданной скорости изменения температуры теплового центра металла, включающий измерение скорости изменения температуры теплового центра, сравнение ее с заданной и измерение скважности импульсного воздействия при отклонении текущей скорости температуры теплового центра от заданной на 5%.
Недостаток данного способа состоит в том, что частоту импульсного воздействия поддерживают исходя из действующих, по условиям технологии нагрева металла, ограничений, без учета эффективной полосы пропускания объекта управления. Способ фактически осуществляет программное регулирование теплопоглощения металла без учета динамических свойств объекта регулирования. Однако из теории автоматического управления известно, что эффективность частотного воздействия зависит от того, насколько совпадает частотный спектр воздействия с эффективной полосой пропускания объекта. Если указанное условие не соблюдается, то объект отфильтровывает воздействие, что приводит к перерасходу энергии.
Целью изобретения является снижение электроэнергии на нагрев металла за счет формирования управляющего воздействия в эффективной полосе пропускания объекта.
Указанная цель достигается тем, что в известном способе управления нагревом металла, включающем измерение скорости изменения температуры теплового центра металла, сравнение ее с заданной и изменение скважности импульсного воздействия при отклонении скорости от заданной на 5%, определяют эффективную полосу пропускания объекта управления (ωэ), и создают импульсные воздействия на максимальной частоте эффективной полосы пропускания (ωэ), при этом эффективную полосу пропускания объекта определяют по формуле
ωэ= , где Коб. - коэффициент передачи канала управления "тепловое напряжение печи - температура теплового центра печи";
, где Коб. - коэффициент передачи канала управления "тепловое напряжение печи - температура теплового центра печи";
Тоб. - постоянная времени канала управления, с;
Тоб. = R . C, где R =  - термическое сопротивление,
- термическое сопротивление,  ;
;
δ - расчетный геометрический размер нагреваемого металла, м;
λ - коэффициент теплопроводности металла,  ;
;
с - тепловая емкость металла,  ;
;
C=C , где Vм. - объем металла, м3;
, где Vм. - объем металла, м3;
Fм.эф. - эффективная поверхность нагрева металла, м2.
Способ основан на применении к нагреву металла теории оптимальной фильтрации. Канал управления "тепловое напряжение печи - температура теплового центра металла" рассматривают как фильтр для прохождения управляющего воздействия к тепловому центру металла.
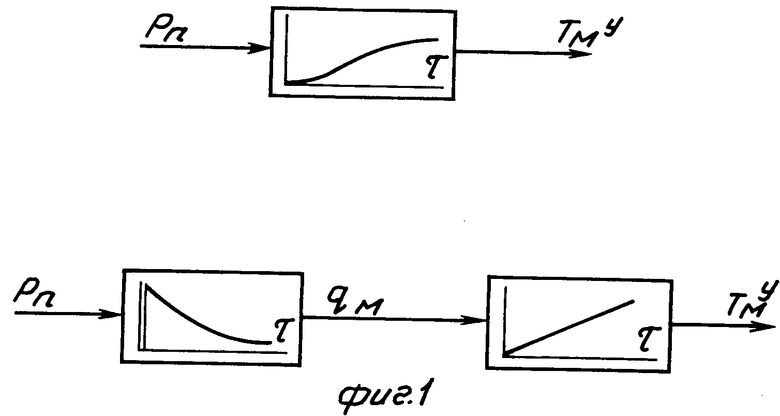
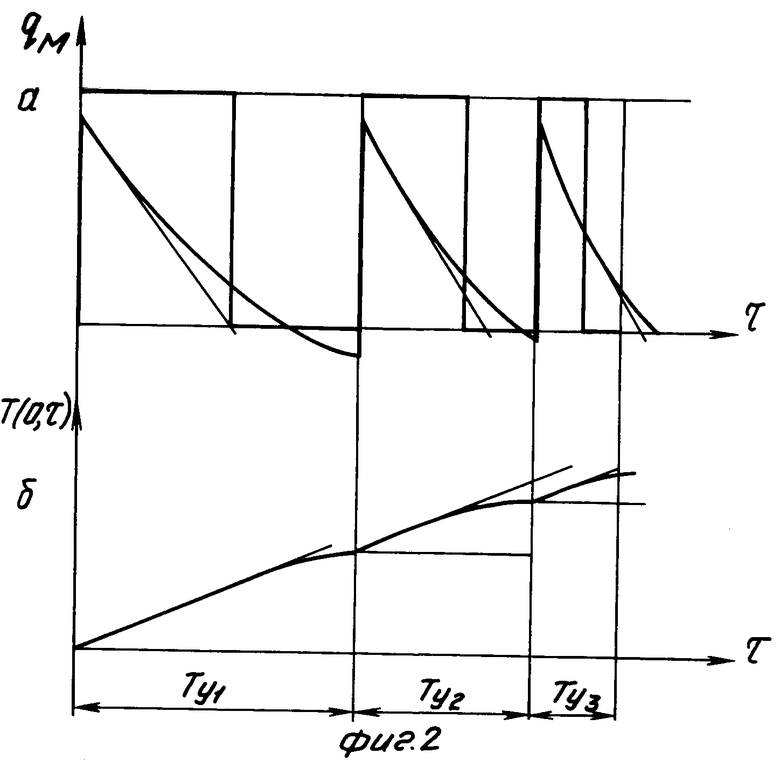
Известно, что динамические свойства канала "тепловое напряжение печи - температура теплового центра металла" могут быть аппроксимированы статическим инерционным звеном I-го порядка. Рассматривая динамику процесса нагрева металла как последовательный процесс поглощения тепла и роста температуры теплового центра металла, получим структурную схему, показанную на фиг.1. Известно, что канал "тепловое напряжение печи - теплопоглощение металла" в динамическом отношении является реальным дифференцирующим звеном. Известно, что реальное дифференцирующее звено хорошо пропускает высокочастотные воздействия и плохо - низкочастотные, следовательно, тепловой поток, усвоенный металлом, усредненный по времени периода воздействия, возрастает с повышением частоты управляющего воздействия (фиг.2). Канал "теплопоглощение металла - температура теплового центра металла" является интегрирующим звеном. Интегрирующее звено не пропускает высококачественные воздействия, в результате металл не допускает высокочастотных колебаний температуры, и температура теплового центра металла нарастает пропорционально количеству тепла, усвоенного металлом за время τ:
T(τ)=K  q(τ)dτ, (фиг.2б) где q (τ) - теплопоглощение металла, Вт/м2;
q(τ)dτ, (фиг.2б) где q (τ) - теплопоглощение металла, Вт/м2;
K =  , где Fэф - эффективная поверхность нагреваемого металла, м2;
, где Fэф - эффективная поверхность нагреваемого металла, м2;
С - объемная теплоемкость металла, Дж/м3К;
V - объем металла, м3.
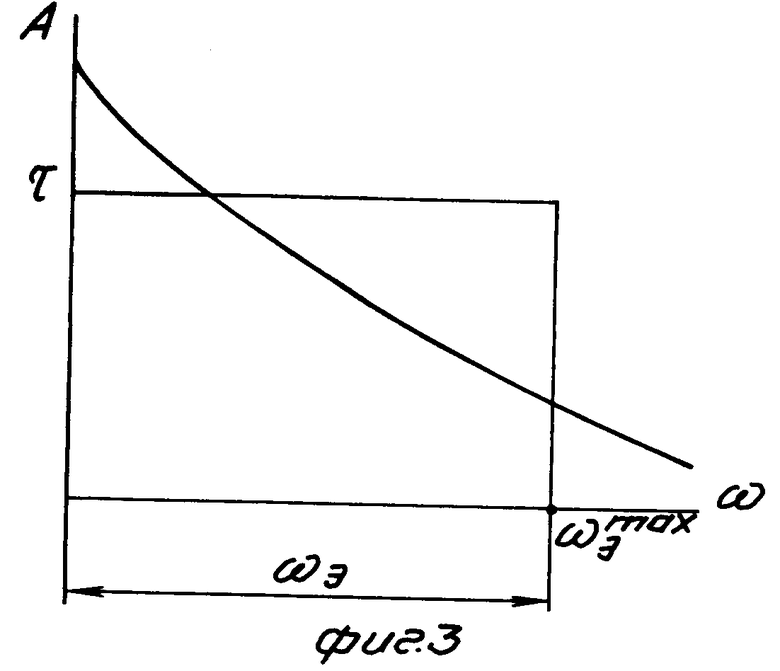
Особенность электрических печей сопротивления как объектов управления нагревом металла состоит в том, что они позволяют создать высокочастотное управляющее воздействие и получить широкополостный спектр воздействия. Известно, что при широкополосном воздействии эффективность прохождения управляющего воздействия через систему определяется эффективной полосой пропускания системы, которая определяется по формуле
ωэ=  (W(iω))2dω, где W(i ω ) - амплитудно-частотная характеристика системы.
(W(iω))2dω, где W(i ω ) - амплитудно-частотная характеристика системы.
Таким образом, эффективная полоса пропускания системы представляет собой основание прямоугольника, высота которого равна единице, а площадь равна площади под кривой квадратов модуля W(i ω ).
Для канала управления "тепловое напряжение печи - температура теплового центра металла", описываемого статическим инерционным звеном 1-го порядка, эффективная полоса пропускания определяется по формуле
ωэ= рад/с
рад/с
Коэффициент передачи имеет смысл изменения температуры теплового центра металла на единицу изменения теплового напряжения печи
Kоб=  где Δ Р - изменение тепловой мощности, выделяемой электрическими нагревателями, Вт;
где Δ Р - изменение тепловой мощности, выделяемой электрическими нагревателями, Вт;
αп - приведенный коэффициент теплоотдачи печи, Вт/м2 . К,
Tоб = R · C, где R - термическое сопротивление металла,  , R =
, R =  ; δ - расчетный геометрический размер нагреваемого металла, м; δ =
; δ - расчетный геометрический размер нагреваемого металла, м; δ =  ; λ - коэффициент теплопроводности металла, Вт/м.К.
; λ - коэффициент теплопроводности металла, Вт/м.К.
С - тепловая емкость металла, Дж/м2.К
C=C , V - объем металла;
, V - объем металла;
См - теплоемкость металла, Дж/м3.К.
Учитывая, что теплопоглощение металла, усредненное по времени периода воздействия, возрастает с повышением частоты воздействия, следует поддерживать максимальную, в найденной полосе пропускания, частоту воздействия, ωэmax (фиг.3).
Нагрев металла с частотой воздействия ωэmax позволяет уменьшить расход электроэнергии на нагрев.
Управление импульсным нагревом металла в предложенном способе осуществляют следующими приемами:
- рассчитывают динамические параметры объекта управления по каналу "тепловое напряжение печи - температура теплового центра металла";
- рассчитывают полосу пропускания объекта, ωэ;
- создают импульсные воздействия с максимальной частотой в полосе пропускания объекта, ωэmax;
- измеряют скорость роста температуры теплового центра, сравнивают с заданной по программе  = f(τ);
= f(τ);
- изменяют скважность импульсного воздействия при отклонении текущей скорости изменения температуры теплового центра металла от заданной на 5%.
В результате сопоставительного анализа предлагаемого способа с прототипом выделены следующие отличительные признаки:
- определяют эффективно полосу пропускания канала "тепловое напряжение печи - температура теплового центра металла", ωэ , по формуле
ωэ= ;
;
- создают управляющее воздействие с максимальной частотой в полосе пропускания объекта, ωэmax.
Из сопоставительного анализа предлагаемого решения с известными техническими решениями можно сделать вывод о том, что признаки известных технических решений не совпадают с признаками заявляемого решения.
На фиг. 1 представлена динамика процесса нагрева металла в виде последовательного соединения двух звеньев: "тепловое напряжение печи - теплопоглощение металла" и "теплопоглощение металла - температура теплового центра металла"ж на фиг. 2 - график изменения теплопоглощения металла (а) и график изменения температуры теплового центра (б) при различной длительности периода воздействия; на фиг. 3 - частотная характеристика канала "тепловая мощность печи - температура теплового центра металла" и эффективную полосу пропускания объекта.
Способ реализуется автоматической системой управления, выполненной на базе УВМ, работающей в реальном времени в режиме непосредственного цифрового управления.
В УВМ оперативно вводят следующую информацию:
- марка стали, геометрические размеры заготовок, теплофизические параметры металла
- временная программа скорости изменения температуры теплового центра металла ; = f1(τ);
= f1(τ);
- временная программа изменения температуры поверхности металла, Т (R, τ ) = f2( τ ).
УВМ получает с объекта текущую информацию с датчиков температуры поверхности металла, теплового центра металла, теплопоглощения металла (для испарения температуры теплового центра используется без дифференциатора, для измерения теплопоглощения с дифференциатором).
В каждом периоде импульсного воздействия УВМ рассчитывают:
- термическое сопротивление металла R(τ) = δ/λ (τ)
- тепловую емкость металла С (τ ) =См (τ ) Vм/Fм.эф.
- постоянную времени объекта Тоб.=R ( τ ) C ( τ )
- коэффициент передачи объекта Kоб= 
- эффективную полосу пропускания объекта и период:
ωэ= , рад/с; Tэ=
, рад/с; Tэ= 
Система работает следующим образом.
УВМ выдает сигнал в схему включения электрических нагревателей и начинает отсчет длительности периода. Одновременно по результатам опроса датчиков температуры поверхности металла, Т(R, τ ) и центра металла, Т(0,τ ), УВМ определяет теплофизические характеристики металла и выполняет расчет эффективной полосы пропускания (ωэ ), и длительности периода импульсного воздействия (Тэ). Расчетное значение Тэ УВМ выдает в блок отсчета времени и осуществляет регулирование температуры поверхности по заданной программе Т(R, τ ) =f2( τ ) и скорости изменения температуры теплового центра  = f1(τ) следующим образом: по результатам опроса датчика температуры поверхности, Т(R, τ) УВМ определяет момент выхода температуры поверхности на заданное значение и снижает тепловую мощность печи, если скорость роста температуры теплового центра металла не вошла в заданный интервал δ = ± 0,05
= f1(τ) следующим образом: по результатам опроса датчика температуры поверхности, Т(R, τ) УВМ определяет момент выхода температуры поверхности на заданное значение и снижает тепловую мощность печи, если скорость роста температуры теплового центра металла не вошла в заданный интервал δ = ± 0,05  зад. По результатам опроса датчика теплопоглощения металла УВМ отслеживает момент прохождения сигнала
зад. По результатам опроса датчика теплопоглощения металла УВМ отслеживает момент прохождения сигнала  через задание и выдает сигнал в схему отключения электрических нагревателей. Выключенное состояние нагревателей сохраняется до получения сигнала из блока счета времени об окончании данного периода импульсного воздействия, после чего УВМ выдает сигнал в схему включения электрических нагревателей и повторяет указанные действия в новом периоде. Таким образом, система обеспечивает нагрев металла на максимальной частоте эффективной полосы пропускания объекта.
через задание и выдает сигнал в схему отключения электрических нагревателей. Выключенное состояние нагревателей сохраняется до получения сигнала из блока счета времени об окончании данного периода импульсного воздействия, после чего УВМ выдает сигнал в схему включения электрических нагревателей и повторяет указанные действия в новом периоде. Таким образом, система обеспечивает нагрев металла на максимальной частоте эффективной полосы пропускания объекта.
Пример осуществления способа.
В электрической печи сопротивления периодического действия общей установленной мощностью Nу = 212 кВт нагревают металл массой 700 кг; марка стали 45Х.
Заданы: временная программа скорости изменения температуры теплового центра металла,  (0,τ)=f1(τ), временная программ изменения температуры поверхности металла, Т(R, τ) = f2(τ). С пульта управления вводят данные в УВМ:
(0,τ)=f1(τ), временная программ изменения температуры поверхности металла, Т(R, τ) = f2(τ). С пульта управления вводят данные в УВМ:
- марка стали 45Х;
- размеры заготовки 1000х900х800;
- теплофизические параметры заданной марки стали (в табличной форме);
- временная программа,  (0,τ)=f1(τ);
(0,τ)=f1(τ);
- временная программа, Т(R, τ) = f2 ( τ);
УВМ получает текущую информацию с датчиков:
- температуры поверхности металла, Т(R, τ);
- температуры центра металла, Т (0, τ);
- теплопоглощения металла, q( τ);
- температуры в рабочем пространстве печи, Тп (τ ).
УВМ включает нагреватели на максимальную мощность, начинает отсчет длительности периода и рассчитывает:
Kоб=  = 2,15, где Fэф. = 0,9 м2; αп = 125 Вт/м2 . К
= 2,15, где Fэф. = 0,9 м2; αп = 125 Вт/м2 . К
Тоб. = 18 с, где R = 0,017 м2К/Вт, с =1100 дж/м2К.
Эффективную полосу пропускания:
ωэ=  = 0,5 1/c
= 0,5 1/c
Период Tэ=  = 30,7 c
= 30,7 c
Расчетное значение Тэ УВМ вводит в память и отслеживает момент прохождения сигнала  через заданное программой значение, при этом УВМ выдает сигнал в схему отключения электрических нагревателей. По сигналу из блока счета времени УВМ начинает новый период импульсного воздействия.
через заданное программой значение, при этом УВМ выдает сигнал в схему отключения электрических нагревателей. По сигналу из блока счета времени УВМ начинает новый период импульсного воздействия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления импульсным нагревом металла | 1990 |
|
SU1721104A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ КОСВЕННОГО РАДИАЦИОННОГО РЕЖИМА НАГРЕВАТЕЛЬНОЙ ПЕЧИ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1992 |
|
RU2030462C1 |
| Система автоматического регулирования теплового режима нагревающей печи | 1990 |
|
SU1723157A1 |
| Способ управления нагревом металла в нагревательной печи периодического действия | 1987 |
|
SU1638184A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАГРЕВА МЕТАЛЛА В НАГРЕВАТЕЛЬНЫХ ПЕЧАХ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 2013 |
|
RU2553147C2 |
| Способ управления нагревом металла | 1987 |
|
SU1470792A1 |
| СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ | 2016 |
|
RU2619692C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2567425C1 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| ДУГОВАЯ ПЕЧЬ ДЛЯ ЭЛЕКТРОПЛАВКИ СТАЛИ | 2014 |
|
RU2567426C1 |
Способ относится к области автоматического управления нагревом металла в электрических печах сопротивления периодического действия. Способ включает управление скоростью изменения температуры теплового центра по заданной программе, определение эффективной полосы пропускания объекта и создание импульсного воздействия на металл на максимальной частоте полосы пропускания. 1 з.п.ф-лы, 3 ил.
ωэ= , 1/c,
, 1/c,
где Kоб - коэффициент передачи объекта по каналу управления, "тепловое напряжение печи - температура теплового центра металла";
Tоб - постоянная времени объекта управления, с;
Tоб = R · C, где R =  - термическое сопротивление нагреваемого металла, м2 · к/Вт;
- термическое сопротивление нагреваемого металла, м2 · к/Вт;
δ - расчетный геометрический размер нагреваемого металла, м;
δ =  ;
;
Vм - объем нагреваемого металла, м3;
Fмэф - эффективная поверхность металла, м2;
λ - коэффициент теплопроводности металла Вт/(м · K);
C - тепловая емкость металла Дж/(м2 · K);
C=C ; Cм - теплоемкость нагреваемого металла Дж/(м3 · K).
; Cм - теплоемкость нагреваемого металла Дж/(м3 · K).
| Способ управления нагревом металла | 1987 |
|
SU1470792A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
