Фиг. 2
Изобретение относится к электро- i технике, а именно к конструкции безотходного в изготовлении статора электромашины, преимущественно к статору асинхронного двигателя малой и оредней мощности.
Цель изобретения - повышение надежности.
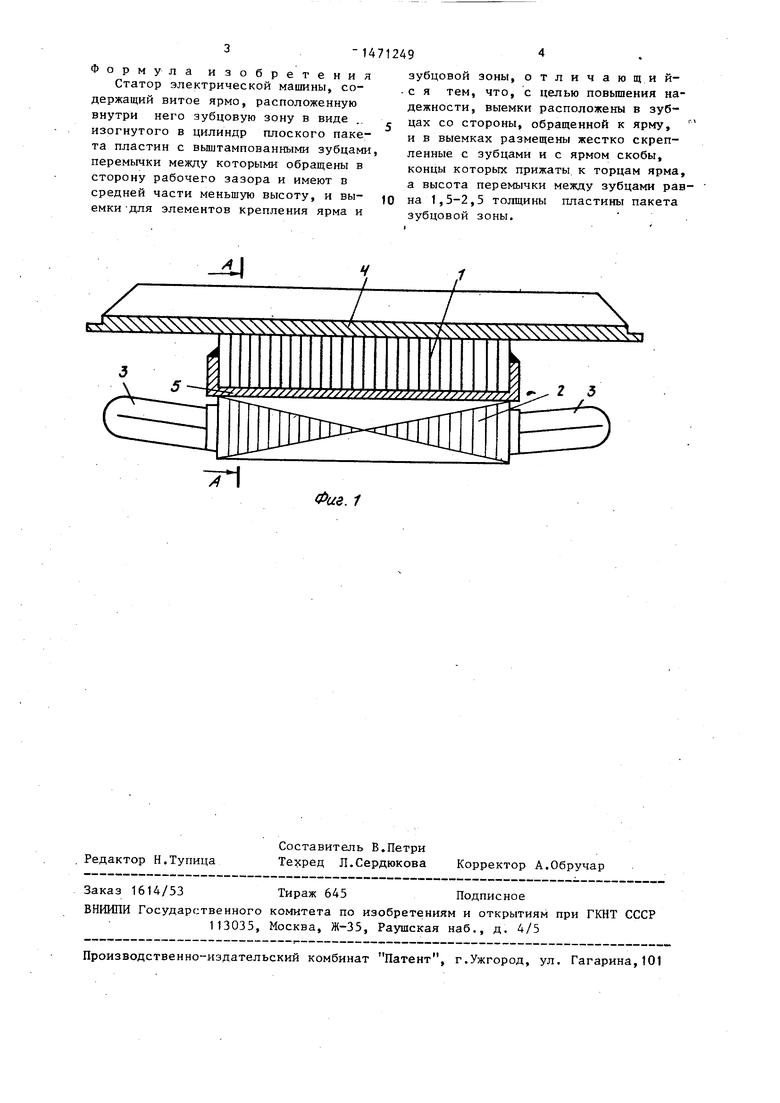
На фиг. 1 изображен статор с составным магнитопроводом, продольный разрезу на фиг. 2 - разрез А-А на фиг. 1.
Магнитопровод статора состоит из ярма 1 и зубцовой зоны 2, в пазы которой уложена обмотка 3. Магнитопровод смонтирован в корпус 4. Ярмо 1 вьшолнено из навитой на ребро ленты, пазовая зона - из гребенки, которую изготавливают путем безотходного разрезания стальной рулонной ленты. Затем эти гребенки набирают в плоский пакет, который после скрепления скобами 5 (скобы изготавливают из стальной ленты с электроизоляционным покрытием) сворачивают в цилиндр. Такое исполнение диктует способ укладки обмотки 3 и сборки составного магни- топровода: обмотка 3 в виде предварительно сформированных секций с укороченными лобовыми частями (эко- - номня меди достигает 15-20%) закладывается в пазы 6 с высшей стороны зубцовой зоны 2 (фиг. 2).
Скрепление .пакета зубцовой зоны 2 выполняют при помощи ленточных скоб 5, которые приваривают к крайним листам пакета в предварительно выполненных в процессе вырубки гребенок выемках 7 (рекомендуемая ширина выемки равна половине ширины зубца, а глубина - полуторной толщине листа).
Со стороны расточки статора в пазах 6 выполнены перемычки 8, которые имеют высоту 1,5 - 2,5 толщины стального листа. Это необходимо для уменьшения пазового расстояния потока .
Дпя скрепления ярма 1 и зубцовой зоны и ограничения от взаимного осевого перемещения выступающие концы , скоб 5 отогнуты под 90 к ярму 1 и приварены к его Торцам (количество скоб 5 должо быть равно 3 или 4).
Сборка составного магнитопровода осуществляется в следующей последовательности .
Из стальной ленты, например, штамповкой безотходно вырубают прямоугольные гребенки с зубцами 2, пазами 6, выемками 7 и перемычками 8, ширина которых равна 1,5-2,5с/ , где J - толщина ленты. Благодаря тонким, перемычкам 8 набранный из. гребенок плоский пакет легко можно согнуть в
кольцо, которое после укладки скоб 5, сварки 9 и укладки обмотки 3, монтируют внутри ярма 1. Выступающие концы скоб 5 отгибают под 90 и приваривают к торцам ярма 1, например, точечной сваркой. Перемычки В в зубцовой зоне (фиг. 2) со стороны расточки могут быть также утонены, например, электроэрозионным способом или микроплазменной резкой (до 1,52,5 толщины листа). После сборки магнитопровода с обмоткой последний монтируют в корпус.
По сравнению с известным и базовым объектом в предлагаемом статоре
стальная лента легко и б€;зотходно может быть раскроена на имеющемся оборудовании на прямоугольные гребенки, что практически не изменяет известную технологию щтамповки стальных пластин для магнитопроводов. Ста- пелирование,- сборка и скрепление сваркой прямоугольных гребенок зубцовой зоны 2 в пакеты - легко поддающийся механизации высокопроизводительный процесс, осуществляемый на имеющемся оборудовании. Сворачивание плоских пакетов зубцовой зоны осуществляется на простом приспособлении тица токарного станка. Сборка магнитопровода (ярма с зубцами) легко может быть осуществлена на гидравлическом прессе карусельного типа. В результате после скрепления скобами 5 получается прочное соединение, обеспечивающее надежность конструкции.
Перечисленные технологические переходы поддаются механизации и автоматизации, что снижает трудозатраты и увеличивает экономию материала. Расположение зубцов 2 в спинке ярма 1 при обеспечении хорошего магнитного контакта дает возможность строить безотходные электромашины, ничем не отличающиеся по своим техническим характеристикам от серийно изготовляемых машин с магнитопроводами из сплошных круглых пластин с пазами.
Формула изобретения
Статор электрической машины, содержащий витое ярмо, расположенную внутри него эубцовую зону в виде изогнутого в цилиндр плоского пакета пластин с вьштампованными зубцами перемычки между которыми обращены в сторону рабочего зазора и имеют в средней части меньшую высоту, и выемки -для элементов крепления ярма и
зубцовой зоны, отличаю щи й- - с я тем, что, с целью повьппения надежности, выемки расположены в зубцах со стороны, обращенной к ярму, и в выемках размещены жестко скрепленные с зубцами и с ярмом скобы, концы которых прижаты к торцам ярма, а высота перемычки между зубцами равна 1,5-2,5 толщины пластины пакета зубцовой зоны.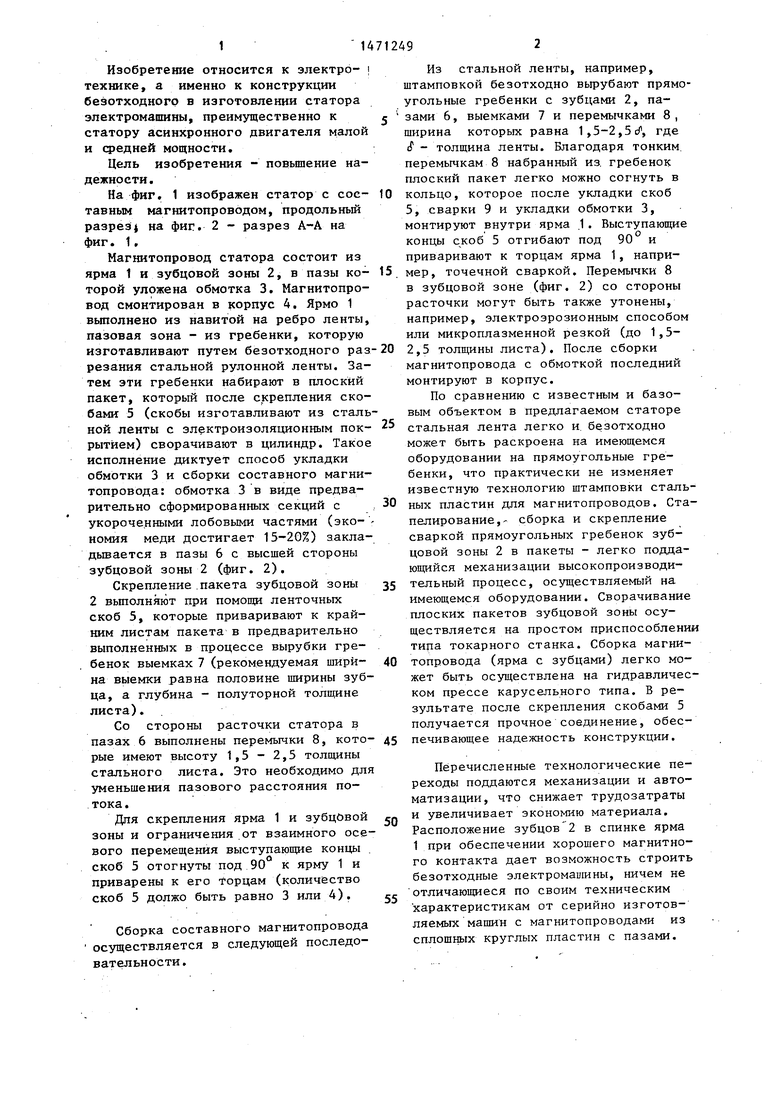
| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электродвигателя переменного тока | 1989 |
|
SU1746471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1403224A1 |
| Статор электрической машины | 1986 |
|
SU1379872A1 |
| Магнитопровод статора электрической машины | 1986 |
|
SU1427485A1 |
| Пакетированный статор электрической машины | 1988 |
|
SU1640777A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Электрическая машина | 1989 |
|
SU1679579A1 |
Изобретение относится к области электротехники, а именно к конструкции безотходного в изготовлении статора электромашины. Целью изобретения является повышение надежности при упрощении конструкции и повышении КПД. Для этого гребенки зубцовой зоны 2 магнитопровода скреплены между собой скобами 5, приваренными в прямоугольных углублениях зубцовой зоны. От осевого взаимного перемещения пазовой зоны и ярма 1 служат отогнутые под 90° и приваренные к торцам ярма выступы скрепляющих скоб 5. Эти перемычки под пазами утонены до 1,5-2,5 толщины стального листа. 2 ил.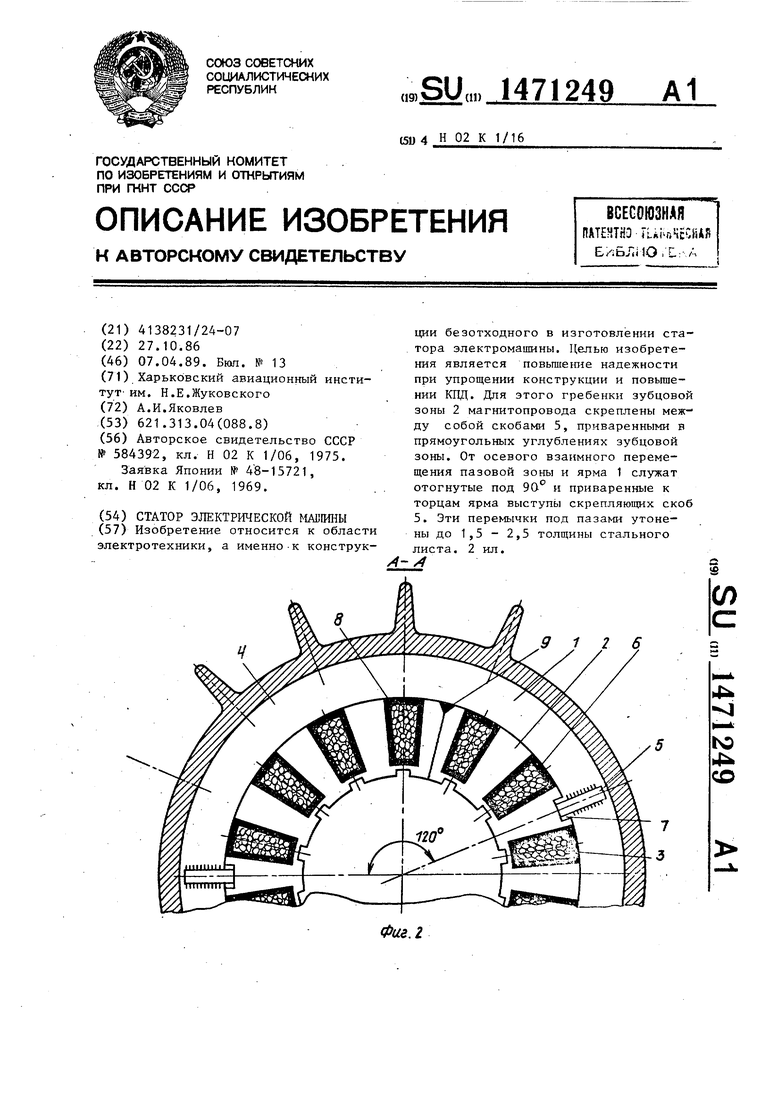
Фив. 1
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
