3147
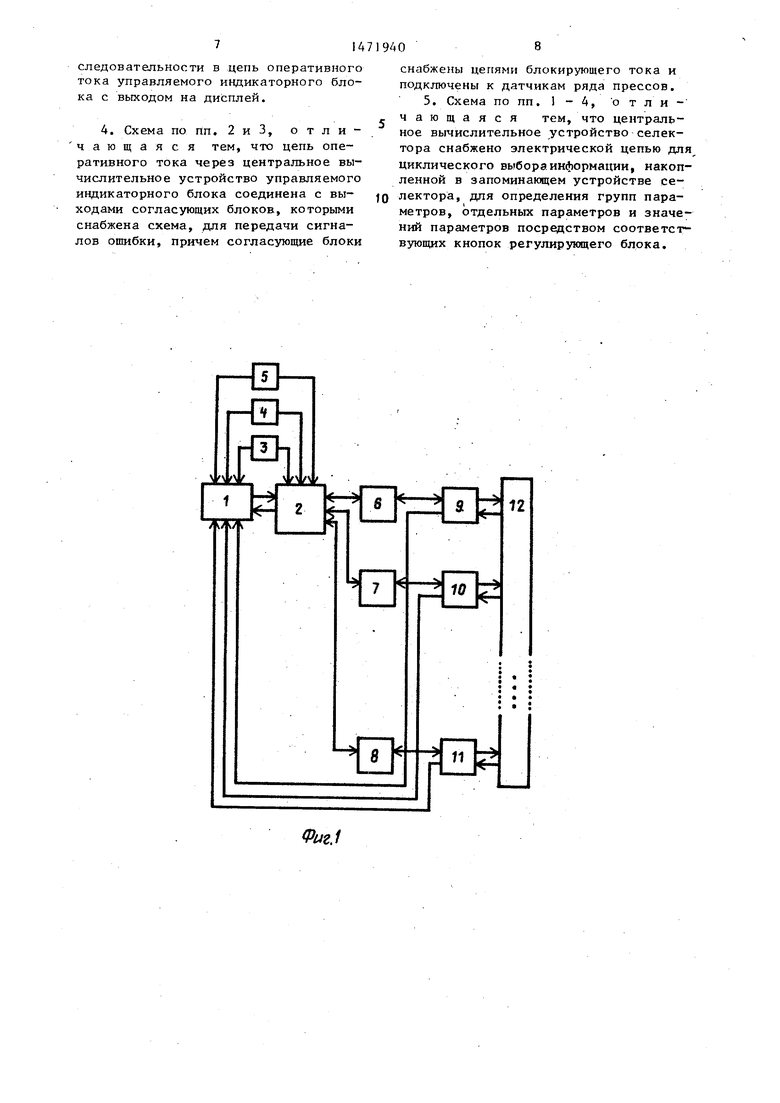
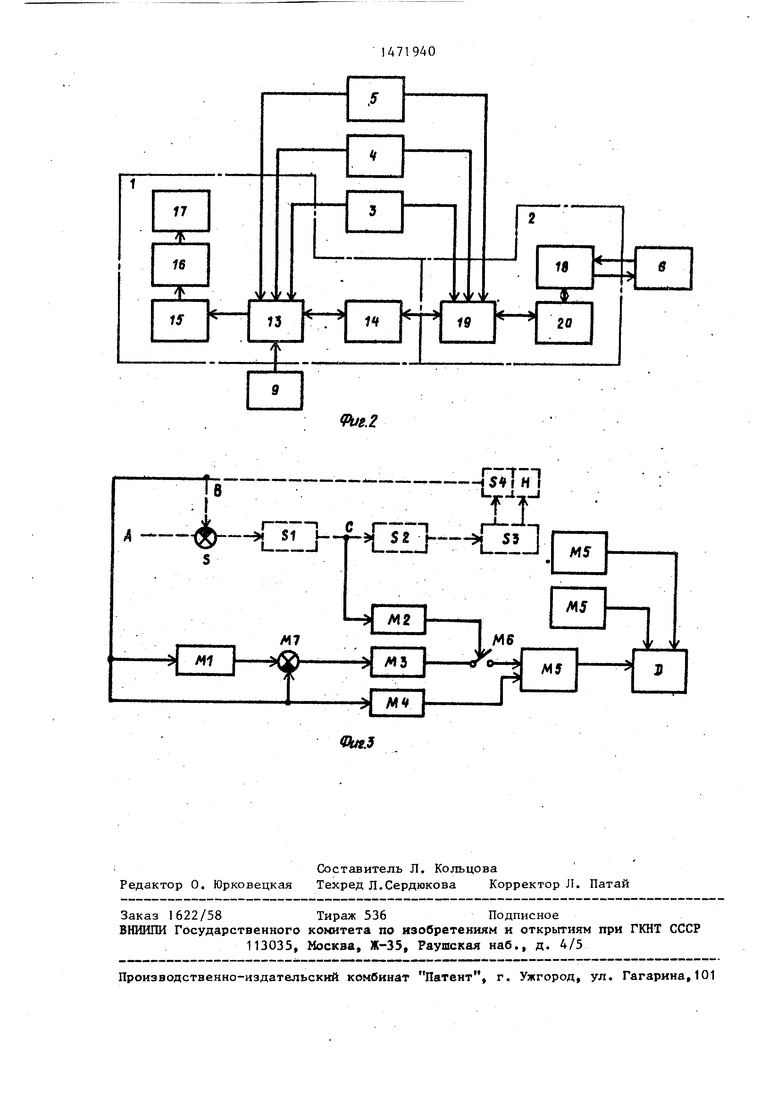
раметра (с помощью селектора .2). Селектор 2 соединен с элементами 6-8 связи, а через них - с согласующими блоками 9-11, имеющими цепь блоки . рующего тока, причем последние могут быть использованы для выдачи сигналов ошибки и соединяются с датчиками рабочих условий (на фиг. 1 не показаны) . Датчики соединены с червячным прессом 12 или рядом червячных прессов. Управляемый индикаторный блок 1 (фиг. 2) соединен через центральное вычислительное устройство 13 с кнопками 3-5, а также согласующими блоками 9 - 11, имеющими цепь блокирующего тока, или, соответственно, с генераторами сигналов ошибки последних Кроме того, индикаторный блок 1 имеет на своем входе запоминающее устройство 14, центральное вычислительное устройство 15, а также .цепь 16 оперативного тока и дисплей 17, раз- мещенньй на выходе цепи 16 оперативного тока для перезаписи показьшае- мой на нем информации. Таким образом центральное вычислительное устройство 13 имеет вход для передачи сигналов ошибок и выход для передачи в цепь 16 оперативного тока соответст- вующей сигналам ошибок информации. На входе селектора 2 предусмотрен элемент 18 связи, а на выходе - центральное вычислительное устройство 19, между ними расположено запоминающее устройство 20. Центральное вычислительное устройство 19 селектора 2 соединено с кнопками 3-5. Цепи тока селектора 2 предназначены для группирования информации, передаваемой через элементы 18 связи, Запоми- нагацее устройство 20 обеспечивает временное накапливание информации или передачу сгруппированной информа- 1ЩИ в заданной последовательности в цепь 16 оперативного тока управляемого индикаторного блока с выходом на дисплей 17. Причем центральное вычислительное устройство 19 селектора 2 снабжено цепью тока для циклического отбора накопленной в запоминающем устройстве 20 селектора 2 информации которая используется для определения групп параметров, отдельных параметг ров и значений параметров путем нажатия соответствующих кнопок 3 - 5. . В согласующие блоки .9 - П , имеющие цепь блокирующего тока, может встраиваться генератор сигналов ошиб940
5
0
5
0
5
0
5
0
5
ки (фиг. 3), который принимает соответствующий заданному и фактическому значениям регулируемого параметра опорный сигнал А и выходной сигнал В в сумматоре S, выход которого соединяется с электронным блоком S1 управления для вьдачи сигнала, необходимого для изменения.фактического значения. С помощью указанного электронного блока S1 управления сигнал управления С передается на силовой переключатель S2, а также первый компаратор. Соответствующий фактическому значению параметра сигнал, выходящий из измерительного блока S4, направляется в пробоотборный блок Ml, а также второй компаратор М4. Выхрд силового переключателя S2-соединен с регулятором S3, в результате чего значение регулируемого параметра устанавливается с помощью регулирующего органа Н.
Соответствующий фактическому значению сигнал на выходе пробоотборно- го блока Ml суммируется в сумматоре М7 и подается в третий компаратор , МЗ. Первьй и третий компараторы подключены через управляемый переключатель Мб k цепи ИЛИ М5, выход которой оказывает воздействие на источник D сигналов ошибки. Источник D сигналов ошибки может соединяться с другими цепями ИЛИ М5 в соответствии с другими регулируемыми параметрами. Уп- равляемьй переключатель может, например, состоять из двух соединенных друг с другом схем И, а также схемы ИЛИ, принимающей выходные сигналы схем И. Генератор сигналов ошибки работает таким образом, что сигнал ошибки возникает при отклонении фактического значения от заданного значения, превышающем определенное предельное значение.
Схема работает следующим образом.
Входящие в состав червячного пресса 1 2 и приданных к нему устройств датчики вырабатьшают соответствующие сигналы и подают их в согласующие блоки 9-11, имеющие цепь блокирующего тока и соединенные с селектором 2 посредством элементов 6-8 связи. .Согласующие блоки 9 - П с цепью блокирующего тока (их количество соот- ветствует количеству датчиков и со-г ставляет в основном более трех) имеют генераторы сигналов ошибки, которые при возникновении нежелательного
состояния работы пресса 12 дают сигнал ошибки в управляемый индикатор- ньй блок 1. Сигналы ошибки принимаются центральным вычислительным устройством 13 и обрабатываются им. В результате этого подается команда, и соответствующая информация вызывается на дисплей 17 индикаторного блока 1. При индикации сигналов ошибки изображение на дисплее 17 должно быт изменено полностью, а указанные сигналы ошибки могут показываться с перерывами. Одновременно при необходимости управляемый индикаторньй блок может подавать сигнал тревоги в виде светового ИЛИ акустического сигнала
Собранная датчиками информация показывается при отсутствии сигнала ошибки установленным способом в заданной последовательности на дисплее 17.
Оператор имеет возможность в случае необходимости изменения значений параметров выбрать группу параметров путем нажатия кнопки 3. Подобная группа параметров может, например, включать в себя показатели температуры в отдельных секторах пресса 12. Спедующим шагом является выбор параметра, который необходимо изменить. Этим параметром может быть, например температура в одном из секторов. Этот выбор осуществляется с помощью кнопки 4, причем с помощью кнопки 5 можно установить температуру в избранном секторе в пределах заданного диапазона значений. Предпочтительно программировать центральное вычислительное устройство таким образом, чтобы оно постоянно выдавало на дисплей цикл требуемых групп, параметров и регулируемых значений. Индикация должна производиться периодически для того, чтобы иметь возможность определять необходимые значения, параметры. Таким образ.ом, можно весьма эффективно осуществлять регулировку параметров обработки пластмасс. Обслуживание схемы не требует специальных знаний.
Предлагаемая схема может соеди- , няться известным способом с блоками для установки заданных значений регулируемых параметров, что способствует организации эффективного управления. Она имеет небольшое количество регулирующих органов, в результате чего- можно осуществлять эффективное управление с высокой степенью надежности при ограничении возможности возникновения одаибок и немедленной выдачей сигналов ошибок, которые могут быть допущены обслуживающим персоналом.
Формула изо
р е т ;е н и я
10
5
0
5
0
5
0
5
0
5
1. Схема для контроля работы и управления червячного Ъресса и ряда червячных прессов при обработке пластмасс, содержащая управляемый индикаторный блок, снабженньш кнопками, регулирующий блок, селектор, подключенньш через элементы связи к датчикам рабочих условий, соединенным с рядом червячных прессов, и снабженньй центральным вычислительнь1м устройством, отличающая- с я тем, что, с целью упрощения обслуживания за счет сокращения числа регулирующих органов, упр авляемый индикаторный блок снабжен центральным вычислительным устройством, а кнопки выполнены в виде трех избирательных блоков для определения группы параметров, входящего в данную группу параметра и значения избранного параметра, причем избирательные блоки - соединены с одной стороны с централь- ным вычислительным устройством управляемого индич аторного блока, а с другой стороны - с центральным вычислительным устройством селектора. 2. Схема по п. 1, отличающаяся тем, что управляемый, индикаторный блок снабжен управляемой посредством центрального вычислительного устройства цепью оперативного тока и дисплеем, причем центральное вычислительное устройство имеет вход для передачи сигналов ошибок и выход для передачи в цепь оперативного тока соответствующей сигналам ошибок информации, причем цепь оперативного тока соединена с входом дисплея для перезаписи показываемой на нем информации.
3. Схема попп. 1и2, отличающаяся тем, что центральное вычислительное устройство селектора снабжено цепями тока для группирования информации, передаваемой через элементы связи, и запоминающим устройством для временного накапливания информации или передачи сгруппированной информации в заданной последовательности в цепь оперативного тока управляемого индикаторного блока с выходом на дисплей.
4. Схема по пп. 2 и 3, отличающаяся тем, что цепь оперативного тока через центральное вычислительное устройство управляемого индикаторного блока соединена с выходами согласующих блоков, которыми снабжена схема, для передачи сигналов ошибки, причем согласующие блоки
снабжены цепями блокирующего тока и подключены к датчикам ряда прессов.
5. Схема по пп. 1 - 4, отличающаяся тем, что центральное вычислительное устройство селектора снабжено электрической цепью для циклического выбора информации, накопленной в запоминающем устройстве селектора, для определения групп параметров, отдельных параметров и значений параметров посредством соответст вующих кнопок регулирующего блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования температуры червячного пресса при обработке пластмасс и способ регулирования температуры червячного пресса при обработке пластмасс | 1986 |
|
SU1471939A3 |
| Устройство для измерения эксплуатационных параметров двигателя внутреннего сгорания | 1982 |
|
SU1109071A3 |
| Способ регулирования шнекового экструдера и устройство для его осуществления | 1986 |
|
SU1431665A3 |
| Способ определения температуры поверхности движущихся предметов при осуществлении промежуточного контроля температуры преимущественно волокнистых изделий и проволок в процессе их изготовления и устройство для его осуществления | 1982 |
|
SU1371509A3 |
| Система контроля расхода газа | 1984 |
|
SU1285438A1 |
| Система для испытания двигателей внутреннего сгорания | 1987 |
|
SU1575081A1 |
| БЛОК АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ (БАР) | 2010 |
|
RU2457530C1 |
| Устройство для психологическихиССлЕдОВАНий | 1978 |
|
SU839488A1 |
| Устройство для приема биполярных сигналов | 1980 |
|
SU1301329A3 |
| ТАНКОВЫЙ БАЛЛИСТИЧЕСКИЙ ВЫЧИСЛИТЕЛЬ | 1987 |
|
RU2226715C2 |
Изобретение относится к устройству для контроля работы и управления червячного пресса и ряда червячных прессов при обработке пластмасс. Оно может быть использовано в химической промышленности. Цель изобретения - упрощение обслуживания за счет сокращения числа регулирующих органов. Для этого схема имеет управляемый индикаторный блок, оснащенный кнопками, регулирующий блок, а также селектор, который подключается к соединенным с червячным прессом датчикам и имеет центральное вычислительное устройство. Сущность изобретения состоит в том, что предусмотрены три выполненных в виде кнопок избирательных органа, служащих для определения группы параметров,входящего в указанную группу параметра, а также значения указанного параметра, которые подключаются с одной стороны к центральному вычислительному устройству индикаторного блока, а с другой стороны - к центральному вычислительному устройству селектора. Схема обеспечивает эффективное и надежное управление приограничении возможности возникновения ошибок и немедленной выдаче сигналов ошибок. 4 з.п. ф-лы, 3 ил.
12
в
-
П
| Патент США № 4290986, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
