1
Изобретение относится к машиностроению, в частности к устройствам управления оборудованием для обработки давлением.
Целью изобретения является расширение технологических возможностей гидравлического пресса, повышение точности штамповки и КПД привода путем обеспечения скоростного режима, необходимого для изотермической штамповки.
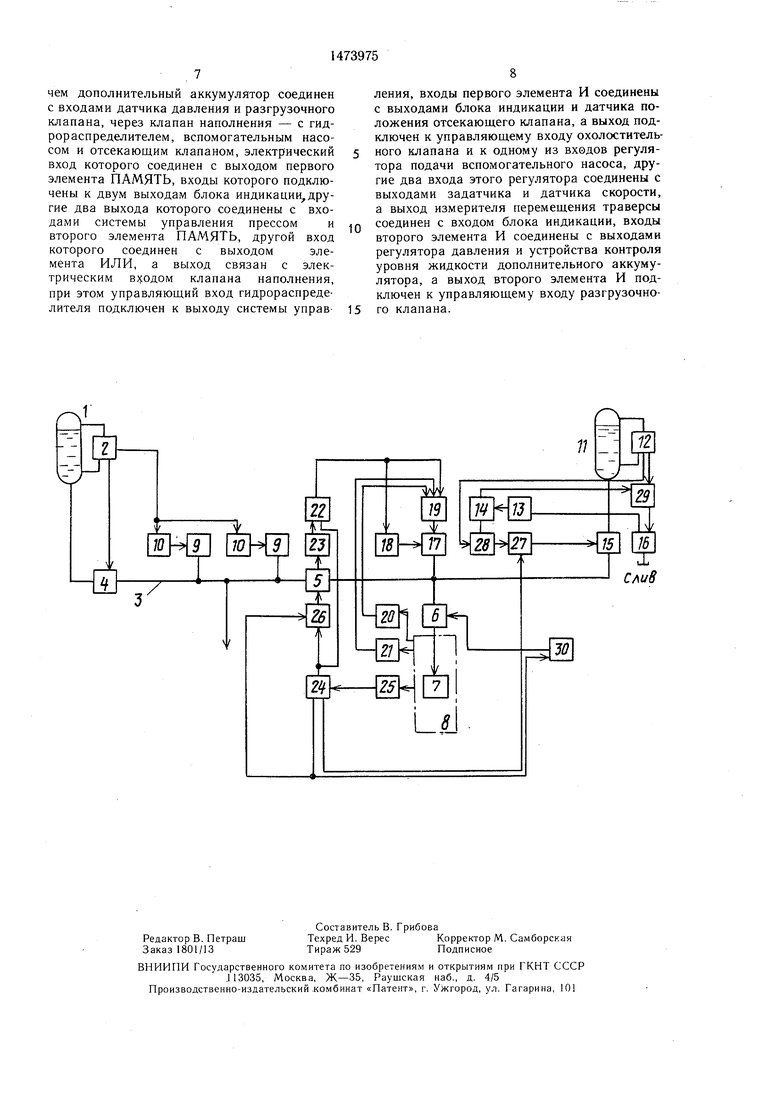
На чертеже приведена структурная схема привода.
Комбинированный привод гидравлического штамповочного пресса содержит основной аккумулятор 1 с устройством 2 контроля уровня жидкости, соединенный напорной магистралью 3 через клапан 4 минимального уровня и отсекающий клапан 5 с гидрораспределителем 6 главного цилиндра 7 пресса 8, основные насосы 9 с охолостительными клапанами 10, подключенные к напорной магистрали 3 между клапанами 4 минимального уровня и отсекающим клапаном 5, дополнительный аккумулятор 11 (с регулируемым давлением) с устройством 12 контроля уровня, датчиком 13 давления и регулятором 14 давления, связанный через клапан 15 наполнения с гидрораспределителем 6, а через разгрузочный клапан 16 соединен со сливом, вспомогательный насос 17 с охо- лостительным клапаном 18 и регулятором 19 подачи, подключенный к напорной магистрали 3 после отсекающего клапана 5.
Регулятор 19 подачи соединен с задатчи- ком 20 скорости, датчиком 21 скорости подвижной траверсы пресса 8 и выходом первого элемента И 22, входы которого соединены с датчиком 23 положения отсекающего клапана 5 и выходом «Координата № 1 блока 24 индикации положения подвижной траверсы, вход которого, в свою очередь, соединен с измерителем 25 перемещения подвижной траверсы. Вход отсекающего клапана 5 соединен с выходом первого элемента ПАМЯТЬ 26, включающий вход которого соединен с выходом «Координата № 1 (начало второй стадии штамповки), а вход «Стирание соединен с выходом «Координата № 3 (окончание штамповки) блока 24 индикации. Выход «Координата № 2 (окончание второй стадии штамповки) блока 24 индикации соединен с включающим входом второго элемента ПАМЯТЬ 27, выход которого соединен с клапаном 15 наполнения дополнительного аккумулятора 11, а стирающий вход - с выходом элемента ИЛИ 28, входы которого сое динены с выходом «Максимум регулятора
14давления и выходом «Высокий уровень устройства 12 контроля уровня. Выход «Минимум регулятора 14 давления и выход «Низкий уровень устройства 12 контроля уровня соединены с вторым элементом И 29, выход которого связан с управляющим входом разгрузочно го клапана 16. Выход «Координата № 3 (окончание штамповки) блока 24 индикации также соединен с входом системы 30 управления прессом 8.
Привод работает следующим образом.
В начальный момент работы клапан 4 минимального уровня открыт, напорная магистраль 3 находится под давлением основного аккумулятора 1, отсекающий клапан 5 также открыт. От вспомогательного насоса 17 нет подачи жидкости в напорную магистраль 3, вспомогательный аккумулятор 11 заряжен до требуемого давления, клапан
15наполнения и разгрузочный клапан 16 закрыты.
Оператор пресса набирает программу штамповки. Положения подвижной траверсы пресса 8 по стадиям (координаты № 1-3) устанавливаются на программы задатчика (не показан) блока 24 индикации. На задатчике 20 скорости устанавливается скорость перемещения подвижной траверсы пресса 8 на второй стадии штамповки, на регуляторе 14 давления - требуемое по технологии
давление на третьей стадии штамповки. Если величина требуемого давления на третьей стадии штамповки ниже, чем давление, до которого заряжен дополнительный аккумулятор 11, то сигнал с датчика 13 давлеQ ния поступает в регулятор 14 давления, с выхода которого на вход элемента И 29 подается сигнал логической единицы. Так как на втором входе элемента И 29 присутствует сигнал логической единицы с выхода «Низкий уровень устройства 12 контроля
уровня, то с поступлением сигнала логической единицы от регулятора 14 давления на второй вход элемента И 29 на его выходе также появляется сигнал логической единицы, который воздействует на разгрузоч0 ный клапан 16. Разгрузочный клапан 16 открывается, и избыточное количество жидкости сбрасывается в сливную магистраль, давление понижается до заданного, что соответствует положению «Норма регулятора 14, при этом сигнал логической едини5 цы на первом входе элемента И 29 исчезает, а также исчезает сигнал логической единицы на его выходе, разгрузочный клапан 16 закрывается.
0
0
Оператор посредством системы 30 управления прессом открывает гидрораспределитель б главного цилиндра 7, начинается движение подвижной траверсы пресса 8 под действием давления рабочей жидкости от основного аккумулятора 1. По мере отбора
с маневрового объема рабочей жидкости по сигналу устройства 2 контроля уровня включаются охолостительные клапаны 10, основные насосы 9 начинают нагнетать жидкость в напорную магистраль 3.
Первая стадия изотермической штамповки осуществляется до положения подвижной траверсы пресса 8 «Координата № 1, набранного оператором на программном задат- чике (не показан). Сигнал логической единицы с выхода «Координата № 1 блока 24
5 индикации поступает на вход «Включение элемента ПАМЯТЬ 26 и на вход логического элемента И 22. С выхода элемента ПАМЯТЬ 26 поступает команда на включение отсекающего клапана 5, последний закрывается, воздействуя на датчик 23 положения, сигнал ло0 гической единицы с которого поступает на второй вход элемента И 22, с выхода которого поступает команда на охолостительный клапан 18 и регулятор 19 подачи вспомогательного насоса 17. Вспомогательный насос 17 становится под нагрузку и начинает на$ гнетать жидкость в главный цилиндр 7 пресса 8 в соответствии с уставкой на задатчи- ке 20 скорости, соответствующей второй стадии штамповки. С датчика 21 скорости поступает сигнал обратной связи в регулятор 19 подачи о фактической скорости подвижной траверсы пресса 8.
Процесс штамповки осуществляется во второй стадии до сигнала «Координата N. 2 на выходе блока 24 индикации в соответствии с уставкой на программном задатчике блока 24 индикации положения подвижной траверсы. При появлении на выходе блока 24 индикации сигнала «Координата № 2 исчезает сигнал логической единицы на выходе «Координата № 1. в результате этого исчезает с выхода элемента И 22 команда на включение под нагрузку охолос- тительного клапана 18 и регулятор 19 подачи, т.е. прекращается г.одача жидкости вспомогательным насосом 17. Одновременно сигнал «Координата № 2 поступает на включающий вход элемента ПАМЯТЬ 27, с выхода которого поступает команда на открытие клапана 15 наполнения, начинается третья стадия штамповки заготовки под действием давления дополнительного аккумулятора 11.
Третья стадия штамповки осуществляется до появления с выхода блока 24 индикации сигнала «Координата № 3, который поступает на стирающий вход элемента ПАМЯТЬ 26, на выходе которого исчезает команда на закрытие отсекающего клапана 5, а в систему 30 управления пресса, с выхода которой исчезает команда на включение гидрораспределителя 6. В результате гидрораспределитель 6 переключает главный цилиндр 7 от напорной магистрали 3 и соединяет его со сливом, а отсекающий клапан 5 соединяет основной аккумулятор с напорной магистралью 3.
Во время второй и третьей стадии штамповки насосы 9 нагнетают жидкость в основной аккумулятор 1 до верхнего рабочего уровня, после чего разгружаются посредством охолостительных клапанов 10 по команде устройства 2 контроля уровня жидкости.
После окончания третьей стадии штамповки рабочая жидкость из основного аккумулятора 1 через открытый отсекающий клапан 5 и клапан 15 наполнения поступает во вспомогательный аккумулятор 11, заполняя его до уставки необходимого давления на регуляторе 14. По сигналу датчика 13 давления регулятор 14 выдает сигнал «Норма - логическую единицу на первый вход элемента ИЛИ 28, с выхода которого сиг- нал логической единицы поступает на стирающий вход элемента ПАМЯТЬ 27, на выходе этого элемента исчезает команда. В результате клапан 15 наполнения закрывается, отсекая дополнительный аккумулятор 11 от напорной магистрали 3.
Если давление в дополнительном аккумуляторе 11 не достигнет уровня, который установлен на регуляторе 14, а уровень жидкости будет превышать высокий уровень, то сигнал устройства 12 контроля уровня поступит на второй вход элемента ИЛИ 28, с выхода которого сигнал логической единицы поступает на стирающий вход элемента ПАМЯТЬ 27. в результате клапан 15 наполнения закрывается. После зарядки дополнительного аккумулятора 11 оператор-пресса может осуществить обратный ход подвижной
Q траверсы.
Цилиндры обратного хода подвижной траверсы и цилиндры других вспомогательных механизмов через свои гидрораспределители подключены к напорной магистрали
5 основного аккумулятора на участке между клапаном 4 минимального уровня и отсекающим клапаном 5 (не показано).
Таким образом, достигается регулирование давления и скорости штамповки на всех
0 этапах процесса, что расширяет технологические возможности пресса и одновременно обеспечивает повышение точности штамповки и ведение процесса с лучшими энергетическими показателями. Этим обусловливается эффективность использования комбиниро5 ванного привода гидравлического штамповочного пресса.
0
0
Формула изобретения
Комбинированный привод гидравлического штамповочного пресса, содержащий основной аккумулятор с устройством контроля уровня жидкости, соединенный напорной магистралью через клапан минимального уровня и отсекающий клапан с гидрораспредег лителем пресса, основные насосы с охолос- тительными клапанами, подключенные к напорной магистрали на участке между клапаном минимального уровня и отсекающим клапаном, вспомогательный насос с о.холости- тельным клапаном, соединенный напорной магистралью с гидрораспределителем, а также измеритель перемещения траверсы, датчик и задатчик скорости ее перемещения и систему управления прессом, отличающийся тем, что, с целью расширения технологичес5 ких возможностей пресса, повышения точности штампов и КПД привода путем обеспечения скоростного режима, необходимого для изотермической штамповки, он снабжен дополнительным аккумулятором с устройством контроля уровня жидкости и клапаном
0 наполнения, разгрузочным клапаном, датчиком и регулятором давления, регулятором подачи вспомогательного насоса, а также блоком индикации, двумя элементами ПАМЯТЬ, двумя элементами И и элементом ИЛИ, входы которого соединены один с5 выходом регулятора давления, а другой с выходом устройства контроля уровня жидкости дополнительного аккумулятора, причем дополнительный аккумулятор соединен с входами датчика давления и разгрузочного клапана, через клапан наполнения - с гидрораспределителем, вспомогательным насосом и отсекающим клапаном, электрический вход которого соединен с выходом первого элемента ПАМЯТЬ, входы которого подключены к двум выходам блока индикации,другие два выхода которого соединены с входами системы управления прессом и второго элемента ПАМЯТЬ, другой вход которого соединен с выходомэлемента ИЛИ, а выход связан с электрическим входом клапана наполнения, при этом управляющий вход гидрораспределителя подключен к выходу системы управ
0
5
ления, входы первого элемента И соединены с выходами блока индикации и датчика положения отсекающего клапана, а выход подключен к управляющему входу охолоститель- ного клапана и к одному из вхедов регулятора подачи вспомогательного насоса, другие два входа этого регулятора соединены с выходами задатчика и датчика скорости, а выход измерителя перемещения траверсы соединен с входом блока индикации, входы второго элемента И соединены с выходами регулятора давления и устройства контроля уровня жидкости дополнительного аккумулятора, а выход второго элемента И подключен к управляющему входу разгрузочного клапана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления насосно-аккумуляторной станцией гидравлических прессов | 1978 |
|
SU724361A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2013 |
|
RU2515779C1 |
| ГИДРОПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2015 |
|
RU2602934C1 |
| ГИДРОПРИВОД ТРАВЕРСЫ ПРЕССА | 2013 |
|
RU2530917C1 |
| ГИДРОПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2015 |
|
RU2598410C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПОДВЕСКОЙ ХОБОТА КОВОЧНОГО МАНИПУЛЯТОРА | 1991 |
|
RU2015783C1 |
| Система управления насосно-аккумуляторной станцией гидравлических прессов | 1982 |
|
SU1167039A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2536020C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДВИЖНОЙ ТРАВЕРСОЙ ГИДРАВЛИЧЕСКОГО ПРЕССА | 2021 |
|
RU2764536C1 |
| ГИДРОПРИВОД ПОДВИЖНОЙ ТРАВЕРСЫ ПРЕССА | 2013 |
|
RU2528282C1 |
Изобретение относится к машиностроению, в частности к устройствам управления оборудованием для обработки давлением. Цель изобретения - расширение технологических возможностей пресса, повышение точности штамповки и КПД привода путем обеспечения скоростного режима, необходимого для изотермической штамповки. В привод гидропресса введены дополнительный аккумулятор с регулируемым давлением и устройством контроля уровня жидкости в этом аккумуляторе, а также клапан наполнения и разгрузочный клапан. Система управления дополнительно снабжена датчиком и регулятором давления, регулятором подачи вспомогательного насоса, а также блоком индикации и логическими элементами - двумя элементами память, двумя элементами И и одним элементом ИЛИ. Гидропривод со схемой управления обеспечивает введение процесса штамповки по этапам: вначале движения траверсы при питании главного цилиндра от основного аккумулятора до получения от датчика положения траверсы первого сигнала. Затем давление обеспечивается от вспомогательного насоса до получения второго сигнала, который указывает на окончание второго этапа штамповки. Третий этап штамповки происходит при питании цилиндров пресса от дополнительного аккумулятора до появления третьего сигнала от блока индикации, подключенного к измерителю положения траверсы. Во время второго и третьего этапа штамповки основной аккумулятор заряжается от насосов до верхнего уровня. После окончания третьего этапа штамповки и зарядки дополнительного аккумулято- ра происходит переключение привода и схемы на возвратный ход траверсы. Таким образом обеспечивается необходимый скоростной режим штамповки с контролем по положению, скорости и давлению. 1 ил.
| Патент Франции № 1229994, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
