Изобретение относится к измерительной технике и может быть использовано для измерения линейных размеров и перемещений в машиностроении.
Цель изобретения - повышение надежности.
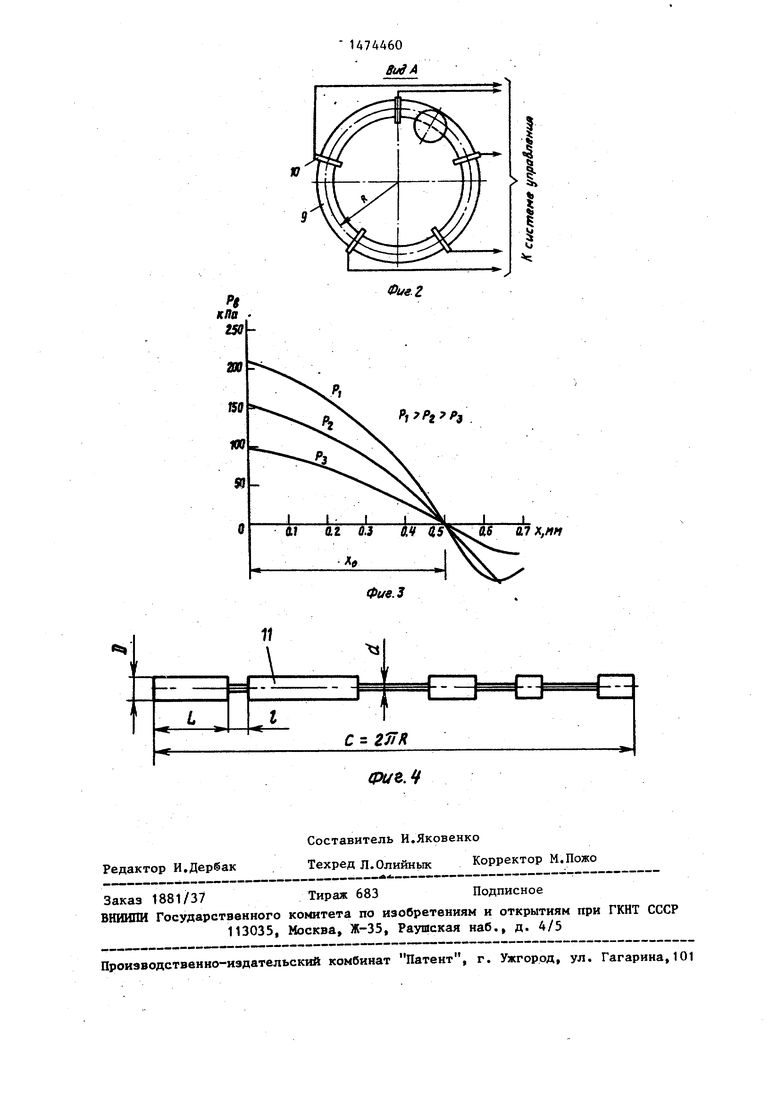
На фиг.1 показано предлагаемое гидравлическое устройство, поперечное сечение; на фиг.2 - вид А на фиг.1; на фиг.З - семейство характеристик дроссельно-эжекторного узла в зависимости от давления питания, (наличие т. О показывает, что независимо от изменения давления питания характеристики дроссельно-эжекторного узла проходят через одну и ту же точку; если измерительная схема прибора измеряет расстояние Х&, то изменение давления питания не влияет на точность измерения); на фиг. 4- поршень в развернутом виде.
Гидравлическое устройство для измерения линейных размеров и перемещений содержит шток 1, емкость, разделенную на нижнюю 2 и верхнюю 3 полости мембраной 4. К мембране 4 подсоединен шток 1. В качестве измерительного наконечника в штоке 1 выполнен дроссельно-эжекторньй узел, состоящий из питающего 5, приемного 6 и выходного 7 каналов. Массу штока уравновешивает пружина 8. Верхняя полость 3 соединена с измерителем уровня жидкости в емкости и состоит из трубки 9, на которой расположены считывающие элементы (СЭ) 10. Внутри трубки 9 находится поршень с проточками 11, а на втором свободном конце установлен резервуар 12. Верхняя полость 3, часть трубки 9 и резервуар 12 заполнены жидкостью.
Рассмотрим формирование символов на выходе СЭ 10, если в качестве последних взяты фотодатчики, а в качест ве жидкости - вода. Количество СЭ 10 и конфигурация поршня 11, т.е. величины длин L и 1, зависят от реализуемого кода с основанием,, равным 2 (символы О и 1). Длина поршня С зависит от радиуса трубки 9 R и равна С 27R. Работа устройства построена по принципу кольцевых кодирующих устройств. Фотодатчик состоит из излучающего диода, двух фотодиодов и схемы сопряжения.
Фотодатчик имеет три рабочих состояния. В первом состоянии излучающий диод перекрыт большим диаметром
поршня D, на фотодиоды световой луч не поступает, и на выходе фотодатчика формируется символ 1. Во втором состоянии против излучающего диода находится меньший диаметр поршня d; луч света, не встречая преграды, проходит через трубку 9, рассеиваясь, и, попадая на оба фотодиода, формирует на выходе фотодатчика символ О. В третьем состоянии в данный момент времени против излучающего диода в трубке 9 находится вода; луч света, проходя через трубку 9, заполненную водой, собирается (фокусируется) в определенной точке. Один из фотодиодов расположен в фокальной плоскости как раз в этой точке. Луч света, попадая на фотодиод, от0
0
5
5
0
0
5
ключает фотодатчик, и на выходе фотодатчика сигнал отсутствует, т.е. фотодатчик выключен из процесса считывания символов. Таким образом, при перемещении в трубке поршня длиной 5 С, по обе стороны которого находится вода, можно сформировать любую требуемую кодовую комбинацию с основанием кода, равным 2.
Гидравлическое устройство для измерения линейных размеров и перемещений работает следующим образом.
На металлорежущий станок с ЧПУ перед началом работы устанавливают эталон, который по размерам соответствует минимальным размерам детали 13. Между эталоном и торцом дроссельно-эжекторного узла устанавливается зазор X, причем зазор X Х0 (фиг.З). При поступлении давления питания в канал 5 в выходном канале 1 создается отрицательное давление, которое, поступая в нижнюю полость 2, прогибает мембрану 4 вниз до тех пор, пока зазор X не становится равным Х0. Объем верхней полости 3 увеличивается и поршень 11 начинает перемещаться вниз. При этом на выходах СЭ 10 возникает кодовая комбинация. Механизмом настройки (не показан) вручную или автоматически перемещают устройство вниз, пока на выходах СЭ 10 не возникает кодовая комбинация, принятая за начало отсчета (нулевое положение), и соответствующая зазору Х0. При достижении данного положения механизм настройки фиксируется, а мембрана в данный момент находится в определенном положении (фиг.1). Это положение гидравличес3-
кого устройства для измерения линеных размеров и перемещений запоминается СУ ЧПУ станка или управляющ ЭВМ. В дальнейшем измерение может производиться от данного начала отсчета при различных контролируемых диаметрах (размерах), если они по
падают в диапазон размером, охватываемым преобразователем, либо про- исходит перенастройка начала отсчета по другому эталону.
В процессе работы на станок устанавливается обрабатываемая деталь, при этом зазор X может быть как боль ше, так и меньше Х0 (фиг.З). В случае, если зазор (что соответствует бракованной заготовке), в выходном канале 7 создается отрицательное давление, которое поступает в нижнюю полость 2, и мембрана 4 прогибается вниз до тех пор, пока зазор X не становится равным Хо. Объем верхней полости 3 увеличивается и поршень 11 начинает перемещаться вниз. При этом на выходах СЭ 10 возникает кодовая комбинация, соответствующая величине .перемещения штока 1. Эта информация, поступая в СУ ЧПУ станка или управляющую технологическим циклом ЭВМ, дает команду на окончание работы, так как размер детали меньше заданного минимального размера эталона. Если зазор ХсХ0, в выходном канале 7 создается положительное давление, которое поступает в нижнюю полость 2, и мембрана 4 прогибается вверх до тех пор, пока зазор X не становится равным Х0. Объем верхней полости 3 уменьшается и поршень 11 начинает перемещаться вверх. При этом на выходах СЭ 10 возникает кодовая комбинация, соответствующая величине перемещения штока 1. Эта информация, поступая в СУ ЧПУ станка или управляющую технологическим процессом ЭВМ, дает команду на подналадку инструмента для обработки в заданный размер, так как размер детали больше заданного минимального размера эталона.
Таким образом, при обработке детали устройство постоянно отслежи-
вает текущий размер и выдает информацию (кодовую комбинацию) в СУ ЧПУ станка или управляющую технологическим процессом ЭВМ.
5
0
0
5
0
5
0
Использование гидравлического устройства для измерения линейных размеров и перемещений позволит сократить количество устройств, необходимых для передачи в СУ ЧПУ станка или управляющую ЭВМ информации от измеряющего устройства, и повысить надежность системы в целом, снизить затраты на ее изготовление.
Кроме того, наличие информации о размере детали, полученной в данный момент времени, позволит скор- ректировать управляющую технологическим процессом программу так, что исключатся холостые проходы инструмента при обработке детали вследствие различных допусков на размер, что снизит время обработки и повысит производительность.
Формула изобретения
Гидравлическое устройство для измерения линейных размеров и перемещений, содержащее емкость, частично заполненную лдкостью с поршнем, подпружиненный шток, жестко связанный с измерительным наконечником, и считывающие элементы, отличающееся тем, что, с целью повышения надежности, емкость разделена на две полости мембраной, причем верхняя полость заполнена жидкостью, а к мембране со стороны нижней полости жестко прикреплен шток с наполненным в виде дроссельно-эжекторного узла измерительным наконечником с питающим приемным и выходным каналами, при этом выходной канал соединен с нижней полостью емкости, а верхняя полость соединена с трубкой и резервуаром, заполненным жидкостью, внутри трубки размещен поршень с кодовыми проточками, а на наружной поверхности трубки установлены в соответствии с кодом считывающие элементы.
6 ал х,н

| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМОЭЛЕКТРИЧЕСКИЙ ДАТЧИК ЛИНЕЙНЫХ РАЗМЕРОВ | 1993 |
|
RU2089849C1 |
| Пневматическое устройство для линейных измерений | 1990 |
|
SU1755046A1 |
| ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 2005 |
|
RU2326344C2 |
| Пневматическое следящее устройство для линейных измерений | 1987 |
|
SU1460602A1 |
| Устройство для установки резцов на станке с ЧПУ | 1986 |
|
SU1386375A1 |
| Измерительная головка | 1990 |
|
SU1780930A1 |
| ЭЛЕКТРОННЫЙ БЛОК СЕНСОРНОГО УПРАВЛЕНИЯ КООРДИНАТНЫМ СТАНКОМ | 2014 |
|
RU2571669C2 |
| РЫЧАЖНО-МЕХАНИЧЕСКИЙ ИЗМЕРИТЕЛЬНЫЙ ПРИБОР | 2003 |
|
RU2267091C2 |
| Цифровой электрогидравлический привод | 1978 |
|
SU792002A1 |
| СВЕТОВОДНЫЙ ПОПЛАВКОВЫЙ БЕСКОНТАКТНЫЙ ИЗМЕРИТЕЛЬ УРОВНЯ ЖИДКОСТИ С ЦИФРОВЫМ ВЫХОДОМ ПОКАЗАНИЙ РЕЗУЛЬТАТОВ | 2007 |
|
RU2359237C1 |
Изобретение относится к измерительной технике и может быть использовано для измерения линейных размеров и перемещений в машиностроении. Цель изобретения- повышение надежности. В устройстве емкость разделена на две полости 2 и 3 мембраной 4, полость 3 заполнена жидкостью. К мембране 4 жестко прикреплен шток 1 с каналами 5-7. Верхняя полость 3 соединена трубкой 9 с резервуаром 12, заполненным водой. В трубке 9 размещен поршень 11, на ее поверхности установлены считывающие элементы 10. Гидравлическое устройство для измерения линейных размеров и перемещений постоянно отслеживает текущий размер и выдает информацию /кодовую комбинацию/ в СУ ЧПУ станка или управляющую технологическим процессом ЭВМ. 4ил.
| Гидравлическое устройство для измерения линейных размеров и перемещений | 1983 |
|
SU1089408A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
