.
Изобретение относится к следующим классам устройств:
1. Регулирующие и управляющие системы общего назначения.
2. Электрические устройства обработки цифровых данных.
3. Предохранительные устройства общего назначения.
Описываемый блок может применяться в качестве инструмента сенсорного управления станком, а также выполнять функцию сенсорного ввода управляющих программ, а также задания контуров резки при помощи САПР, предустановленных на компьютере, подключенном к станку. Кроме того, блок сенсорного управления может выполнять роль предохранительного устройства, отслеживая нахождения оператора в непосредственной близости от рабочей поверхности станка во время исполнения цикла обработки. Последним применением является автоматическое отслеживание правильности исполнения программы обработки изделия (контроль перемещения инструмента станка).
По выделенным выше направлениям был произведен патентный поиск, в результате которого выявлен ряд аналогов.
В патенте RU 2288808 (08.02.2005) «Устройство управления точностью обработки деталей на высокоточном оборудовании ЧПУ» описано устройство, относящееся к области активного контроля обработки деталей.
Технической задачей изобретения является повышение геометрической точности поверхностей при прецизионной обработке деталей типа тел вращения на высокоточном оборудовании с ЧПУ в реальном времени.
Поставленная задача решается тем, что в устройство, содержащее блок усиления сигнала, исполнительные механизмы, резец и деталь, вводится оптический датчик, аналого-цифровой преобразователь и компьютер, позволяющий определять разность между требуемым значением размера детали и текущим размером детали, полученным от оптического датчика в реальном времени. Выход оптического датчика подключен к входу аналого-цифрового преобразователя. Выход аналого-цифрового преобразователя связан с входом компьютера. Выход компьютера подключен к входу блока усиления сигнала. Выход блока усиления сигнала соединен с входами исполнительных механизмов, выходы которых соединены с входами резца и задней бабки. Использование этих связей в устройстве позволит устранить возмущающие воздействия, действующие на деталь в реальном времени, путем перемещения исполнительными механизмами резца, тем самым увеличить геометрическую точность обрабатываемых поверхностей деталей на высокоточном оборудовании с ЧПУ.
Устройство управления точностью обработки деталей на высокоточном оборудовании ЧПУ работает следующим образом. Осуществление работы устройства производилось на примере центровой токарной обработки поверхностей детали на оборудовании с ЧПУ.
Электрический сигнал текущего значения размера обрабатываемой поверхности детали с оптического датчика поступает на вход аналого-цифрового преобразователя, и далее цифровой сигнал передается на вход компьютера, где сравнивается с требуемым размером детали. Если размер совпадает, то обработка продолжается. Если не совпадает, то необходимо рассчитать значение компенсации. В компьютере по формулам определяется суммарное значение возмущающих воздействий в произвольной точке.
Принципы работы данного устройство во многом совпадают с принципами работы заявленного изобретения. Однако сама технология предполагает отслеживание результата обработки, а не самого процесса, так как блок производит измерение и обработку результатов воздействия режущего инструмента на заготовку, что в свою очередь будет приводить к нежелательным последствиям, включающим в себя брак, порчу или износ инструмента.
Патент RU 2432233 «Устройство управления движением режущего инструмента при обработке деталей на станке» описывает устройство, которое относится к системам автоматического управления, в частности к следящим системам, объектом которых является исполнительный двигатель с нагрузкой на валу, в том числе с упругими связями и зазором, к которым предъявляются повышенные требования к точности, быстродействию и стабильности динамических характеристик. Технический результат заключается в повышении точности регулирования траектории относительного движения инструмента и заготовки в процессе обработки. Устройство содержит определитель ошибки, представляющий собой математическую модель системы автоматического управления, которая запрограммирована и помещена в компьютер. Моделирование процесса автоматического управления на персональном компьютере осуществляется синхронно с реальным процессом обработки детали по команде с устройства ЧПУ. Система управления точностью обработки работает следующим образом. Устройство ЧПУ формирует управляющий сигнал, который подастся на первый вход сумматора, регулятор, представляющий собой систему автоматического управления движением привода станка, усилитель мощности, исполнительный двигатель, кинематическую систему станка и объект управления, в котором реализуется процесс обработки детали резанием с заданной точностью. Для обеспечения повышения точности отработки вводится корректирующий сигнал, который формируется определителем отклонения расчетной траектории движения режущего инструмента по команде устройства ЧПУ, представляющий собой сигнал отклонения расчетной траектории движения инструмента от заданной. Для этого используется математическая модель автоматического устройства управления обработкой деталей, представляющая полный аналог реальной системы.
Дополнительно в модели учитываются упругие деформации заготовки, обусловленные схемой закрепления и действием усилия резания, возникающего в процессе обработки. Сформированный определителем отклонения расчетной траектории от заданной сигнал ошибки поступает через усилитель на второй вход сумматора, образуя контур управления по вычислительной выходной координате. Одновременно на третий вход сумматора подается сигнал обратной связи, обусловленный кинематическими погрешностями механических передач, изменением момента сопротивления на валу нагрузки и двигателя, а также противоЭДС двигателя. Учитывая инерционность устройства управления, сигнал обратной связи придет в сумматор с задержкой по сравнению с задающим сигналом устройства ЧПУ и сигналом, прошедшим через определитель отклонения расчетной траектории движения режущего инструмента от заданной и усилитель. При этом последние два сигнала просуммируются, и произойдет отработка результирующего сигнала по всей цепи управления в блоках.
Недостаток данного изобретения совпадает с недостатком устройства, описанного в предыдущем патенте RU 2288808: технология отслеживает результат воздействия инструмента, а не его непосредственное перемещение, что накладывается на учет большого числа погрешностей, несмотря на точность используемого оборудования и элементов, что негативно сказывается на режущем инструменте и заготовке изделия.
Патент RU 2438849 С2, B23Q 15/00 (10.01.2012) «Устройство для создания программ, устройство числового программного управления, способ создания программ» описывает автоматический компенсатор, позволяющий упрощать процесс проектирования программы обработки изделия посредством автоматического учета номинальных размеров и допуска при подготовке контуров обработки. Данное решение имеет косвенное отношение к описываемому изобретению, несмотря на взаимное соответствие ряда блоков, и не включает в себя функций, реализуемых описываемым сенсорным блоком управления.
Патент US 3764813 A, G01B 11/00 (09.10.1973) «Система распознавания координат» описывает устройство, представляющее собой инфракрасную сенсорную рамку, являющуюся составной частью описываемого сенсорного блока управления, основой которого является проекционно-сенсорная система, позволяющая преобразовывать поверхность координатного гравировального станка в сенсорный экран компьютера, подключенного к станку, что повышает возможности и функциональность данного устройства и делает его более полным с технической точки зрения в отношении реализации управления станком.
Известен номер RU 2438849 (06.06.2007) «Устройство для создания программ, устройство числового программного управления, способ создания программ ближайшим аналогом заявленного изобретения». Описанное в патенте устройство является ближайшим аналогом описываемого изобретения, относится к машиностроению и может быть использовано для управления механической обработкой заготовок с использованием программы числового программного управления (ЧПУ). Устройство ЧПУ механической обработкой содержит устройство для создания программ. Данное устройство обеспечивает создание программы на основе данных формы обрабатываемой заготовки и данных допуска для данных формы. Устройство содержит блок вычисления целевых размеров механической обработки, блок обработки деформирования данных формы и блок создания программы механической обработки. Данные допуска включают информацию об изменении положения, касающуюся того, как переместить графические элементы. Блок обработки деформирования данных формы выполнен с возможностью задания положений графических элементов после перемещения на основе упомянутой информации об изменении положения
Для механической обработки такой области, как посадка (сопряжение), и получения размерного допуска, связанного с функцией или эксплуатационной характеристикой объекта, механическая обработка которого приводит к созданию изделия, необходимо иметь программу ЧПУ для механической обработки, которая отражает целевой размер механической обработки, учитывающий посадку или размерный допуск. В частности, целевой размер механической обработки может представлять собой величину, отличающуюся от номинального размера в случае посадки или допуска, когда допустимые верхнее и нижнее предельные отклонения (наибольший предельный размер и наименьший предельный размер) асимметричны со смещением к любому из предельных размеров (наибольшему предельному размеру и наименьшему предельному размеру).
При непосредственном создании (модифицировании) программы ЧПУ для механической обработки с учетом чертежей продукции оператор вычисляет целевой размер механической обработки вручную или используя калькулятор, и в программу ЧПУ для механической обработки вводится координата, компенсированная на основе результата вычисления. При этом способе есть вероятность неправильного вычисления или ошибки ввода, и созданная программа ЧПУ для механической обработки становится ненадежной, так как модифицировать эту программу сложно.
Чтобы решить эту проблему, предлагается способ, позволяющий непосредственно записывать в программу ЧПУ для механической обработки информацию о номинальных размерах и допусках (размерные допуски или тому подобное) и обеспечивать выполнение устройством ЧПУ процесса механической обработки на основе записанной информации.
Данным изобретением предлагается устройство для создания программ, выполненное с возможностью создания, на основе данных формы обрабатываемой заготовки и данных допуска для упомянутых данных формы, программы ЧПУ для механической обработки, отражающей данные допуска на упомянутые данные формы, включающее блок вычисления целевых размеров механической обработки, выполненный с возможностью вычисления целевых размеров механической обработки для обрабатываемой заготовки на основе данных формы и данных допуска; блок деформирования данных формы, выполненный с возможностью задания положений после перемещения для графических элементов, включенных в данные формы, на основе целевых размеров механической обработки, вычисленных блоком вычисления целевых размеров механической обработки, и данных формы таким образом, чтобы размер между графическими элементами был согласован с соответствующим целевым размером механической обработки; и блок создания программы механической обработки, выполненный с возможностью создания программы ЧПУ для механической обработки с использованием данных формы и упомянутого положения каждого графического элемента после перемещения, заданного блоком деформирования данных формы, причем блок деформирования данных формы выполнен с возможностью задания положений графических элементов после перемещения на основе информации об изменении положения, касающейся того, как переместить графические элементы.
Приведенное устройство выполняет функции, схожие с описываемым электронным блоком сенсорного управления координатными станками, но имеет ряд существенных недостатков: использование данного блока приводит к необходимости внесения конструктивных изменений в систему станка, что в свою очередь приводит к необходимости изготовления или приобретения нового станка с включением данного устройства создания программ; управление не является интуитивным, несмотря на значительное упрощение работы оператора; устройство имеет ряд конструктивных ограничений в связи с привязкой к использованию интегрированных САПР.
Все вышеперечисленные недостатки значительно усложняют работу оператора станка по использованию как самого электронного блока, так и при разработке и корректировании программ задания контуров обработки изделий.
Задачей описываемого электронного блока сенсорного управления координатными станками является упрощение условий работы оператора с координатными гравировально-фрезерными станками. Техническими результатами являются создание сенсорной системы, преобразующей рабочую поверхность любого координатного станка в механизм сенсорного управления; проецирование систем автоматизированного проектирования (САПР), предустановленных на компьютере, подключенном к координатному станку, на рабочей поверхности станка при помощи проектора; система прерывания цикла исполнения программы обработки изделия при попадании в поле обработки посторонних объектов или нахождения оператора в непосредственной близости к области обработки.
Отличительным признаком изобретения является взаимодействие с программными средствами компьютера, подключаемого к координатному станку, при помощи рабочей поверхности станка, после установки описываемого блока представляющей собой проекционный сенсорный инфракрасный дисплей, представляющий собой сенсорную систему управления, включающую в себя инфракрасную сенсорную рамку и проектор; установленная сенсорная система управления является многофункциональным устройством, осуществляющим контроль за перемещением инструмента посредством отслеживания перекрытия им линий инфракрасный фотодатчик - инфракрасный светодиод, инфракрасной сенсорной рамки, включающим в себя подпрограммы контроля точности резки. Сенсорная система управления также производит отслеживание нахождения лишних объектов, находящихся в поле обработки. Данная операция также производится посредством отслеживания перекрытия линий инфракрасный фотодатчик - инфракрасный светодиод; обработка данных о касании осуществляется блоком обработки данных, включающим в себя микроконтроллер, чьи выходы подключены инфракрасным фотодатчикам инфракрасной сенсорной рамки, что позволяет сформировать координатную сетку. Информация о состоянии выводов с микроконтроллеров поступает на компьютер при помощи блока обмена данными, включающего в себя микросхемы с возможностями USB-UART преобразователей. Сформулированные признаки формируют принципиальное отличие данного изобретения от существующих аналогов.
На фиг. 1 приведена блок-схема описываемого блока управления: 1 - Инфракрасная сенсорная рамка; 2 - Проектор; 3 - Блок обработки информации; 4 - Блок обмена данными; 5 - Компьютер, подключенный к координатному станку. Направления потоков данных обозначены стрелками.
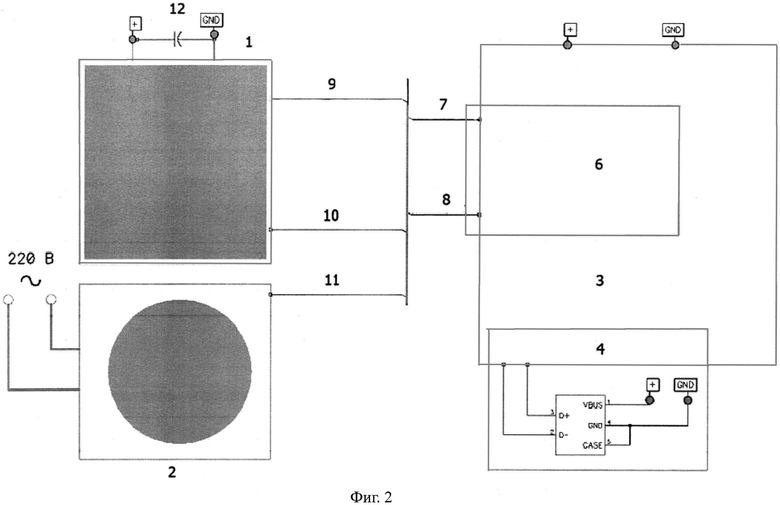
На фиг. 2 приведена структурная схема изобретения: 6 - Микроконтроллерная сборка, обрабатывающая сигнал с инфракрасных фотодатчиков; 7 - Линия портов вывода микроконтроллеров на инфракрасные светодиоды; 8 - Линия портов ввода микроконтроллеров на инфракрасные фотодатчики; 9 - Инфракрасные светодиоды; 10 - Инфракрасные фотодатчики; 11 - Линия передачи данных; 12 - Фильтрующий конденсатор.
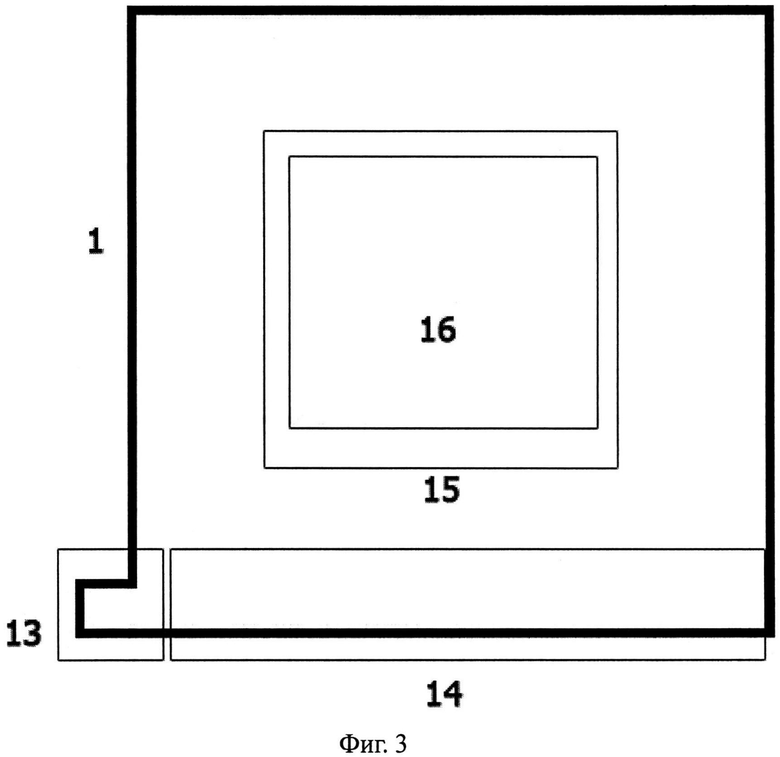
На фиг. 3 приведено изображение функциональных областей инфракрасной сенсорной рамки: 13 - Область аварийного останова; 14 - Область перевода в состояние подготовки обработки; 15 - Область обработки; 16 - Место расположения заготовки.
Устройство состоит из проектора 2, закрепленного над рабочей поверхностью координатного станка, инфракрасной сенсорной рамки 1, располагающейся по контуру рабочей поверхности станка, состоящей из инфракрасных светодиодов 9 и фотодатчиков 10, подключенных соответственно к линиям портов вывода 7 и линиям портов ввода 8, электронного блока обработки данных 3 и блока обмена данными 4, исполняемых в едином металлическом корпусе для экранирования чувствительных электронных компонентов от фоновых помех. Проектор 2 располагается таким образом, что размеры проецируемой поверхности рабочего стола компьютера 5, подключенного к координатному станку, масштабированы в соответствии с размерами инфракрасной сенсорной рамки 1. Таким образом, обеспечивается соответствие касания программному положению управляющих элементов по аналогии с движениями компьютерной мыши.
Конденсатор 12 на входе необходим для фильтрации входных помех источника питания электронной части устройства. В блок обработки данных 3 включается система из микроконтроллеров 6. Количество микроконтроллеров 6 выбирается в соответствии с разрешением инфракрасной рамки 1, то есть зависит от плотности компоновки инфракрасных компонентов 9 и 10. Данные с микроконтроллеров обрабатываются центральным процессором микропроцессорной сборки 6, преобразующим данные с линии вводов 8 в соответствующую координату, данные о которой потоком направляются в компьютер по USB интерфейсу через USB-UART преобразователи посредством блока обмена данными 4.
Описываемый блок имеет несколько режимов работы: 1. Режим подготовки обработки. В данном состоянии все подсистемы блока являются активными, инструмент станка находится в нулевой точке. При запуске компьютера 5, подключенного к станку, производится запуск проектора 2, инфракрасная рамка 1 активна.
Данные о состоянии и готовности оборудования поступают на блок обработки данных 3 через отведенные для этого порты линии портов ввода 8 микроконтроллерной сборки 6 от периферийных устройств 1 и 2. Готовность к работе инфракрасного сенсорного экрана 1 определяется активностью всех портов линии портов ввода 8, подключенных к инфракрасным фотодатчикам 10 инфракрасной рамки 1 (координатная сетка активна и не перемыкается). Задание и размещение заготовки 16 производятся вручную на рабочей поверхности станка в пределах области обработки 15, соответствующей предельным положениям инструмента по осям рабочей поверхности координатного станка. Если оператор имеет дело с обработкой листовых заготовок, возможно размещение их на рабочей поверхности станка. Тогда задание контуров резки производится непосредственно на заготовке. Спроецированная при помощи проектора 2 на рабочую поверхность станка среда автоматизированного проектирования позволяет оператору производить разработку контуров обработки изделия непосредственно на рабочей поверхности координатного станка. При этом инструментом ввода является не компьютерная мышь, а палец оператора, производящий действия в координатной сетке инфракрасной сенсорной рамки 1. Для ограничения контуров обработки оператору необходимо пальцем в поле координатной сетки инфракрасной рамки 1 очертить контуры обрабатываемого изделия перед непосредственным запуском обработки. Это необходимо для корректной работы системы в режиме контроля резки. Обработка изделия осуществляется лишь в случае отсутствия лишних объектов в поле координатной сетки инфракрасной сенсорной рамки 1.
2. Режим контроля резки. В данном режиме проектор 2 не активен. Активны инфракрасная сенсорная рамка 1, блок обработки данных 3 и блок обмена данными 4. На инфракрасной рамке 1 выделяется область аварийного останова обработки 13. Это реализуется при помощи записи в микроконтроллеры блока обработки данных 3 информации о данной области. Состояние фотодатчиков 10 инфракрасной сенсорной рамки 1, включенные в область аварийного останова 13, опрашиваются контроллерами при любом режиме работы блока сенсорного управления. Данная область выходит за границы рабочей поверхности станка и реализуется в качестве выделяющегося выступа прямоугольной координатной сетки. При попадании в данную область пальца оператора или иного объекта происходит отправка команды на остановку обработки через систему обработки данных 3, состоящую из микропроцессорной сборки 6, и систему обмена данными 4. При попадании посторонних объектов в область, за исключением области аварийного останова 13, не входящую в контуры обработки, происходит прерывание обработки. До завершения обработки и отвода инструмента в нулевую точку исполняется данный режим работы блока.
3. Режим ожидания. В данном режиме также активны инфракрасная сенсорная рамка 1, блок обработки данных 3 и блок обмена данными 4. Данный режим является промежуточным и вводится для перевода в режим подготовки обработки по необходимости оператора. В данном режиме область аварийного останова 13 исполняет функцию области активации запуска цикла обработки по заданным контурам обработки. Для этого оператор помещает палец в область аварийного останова 13 на 2 секунды, затем процесс начинается вновь.
Данный электронный блок имеет надежную конструкцию, предоставляющую актуальную для обработки информацию, обеспечивающую точность позиционирования инструмента, а также безопасность и простоту работы оператора координатного станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АДАПТИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ НА СТАНКАХ С ЧПУ | 2012 |
|
RU2528923C2 |
| СПОСОБ РАБОТЫ НА СТАНКЕ С НЕАВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ | 2008 |
|
RU2381089C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СЕТЕВОЙ КОНТРОЛЛЕР ОБОРУДОВАНИЯ ИГРОВОЙ СЕТИ | 2004 |
|
RU2274897C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ПРОГРАММИРОВАНИЯ И УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПРОГРАММИРОВАНИЯ | 2004 |
|
RU2331911C2 |
| СИСТЕМА ОБОРУДОВАНИЯ ИГРОВОЙ СЕТИ | 2004 |
|
RU2274898C2 |
| ИСПОЛНИТЕЛЬНАЯ СИСТЕМА ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА ДЛЯ ФОРМИРОВАНИЯ РЕЗАНИЕМ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2007 |
|
RU2360771C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ УПРАВЛЕНИЯ ОБОРУДОВАНИЕМ ИГРОВОЙ СЕТИ | 2004 |
|
RU2279133C2 |
| Измерительный терминал для проведения дистанционного контроля работников железнодорожного транспорта | 2019 |
|
RU2729713C1 |
Изобретение относится к области сенсорного управления координатными станками и может выполнять роль устройства защиты оператора и устройства автоматического отслеживания правильности исполнения программы обработки изделия. Устройство содержит инфракрасную сенсорную рамку, блок обработки информации, связанный с блоком обмена данными, выполненным с возможностью подключения к компьютеру станка, а также блок визуализации в виде цифрового проектора. При этом упомянутая рамка выполнена с прямоугольным контуром с возможностью размещения на поверхности рабочего стола станка и включает в себя линейки инфракрасных светодиодов и противолежащих им инфракрасных фотодатчиков. Изобретение позволяет создать сенсорный интерфейс разработки программ обработки изделия и управления координатным станком, а также упростить и создать более безопасные условия работы оператора. 3 з.п. ф-лы, 3 ил.
1. Устройство для сенсорного управления координатным станком, содержащее инфракрасную сенсорную рамку, блок обработки информации, связанный с блоком обмена данными, и блок визуализации, причем упомянутая рамка выполнена с прямоугольным контуром с возможностью размещения на поверхности рабочего стола координатного станка и включает в себя линейки инфракрасных светодиодов, расположенных на двух соседних сторонах рамки, и линейки противолежащих им на других сторонах рамки инфракрасных фотодатчиков, при этом блок обработки информации включает в себя микроконтроллер, к выводам которого подключены линейки инфракрасных фотодатчиков и который выполнен с возможностью измерения уровней сигналов с фотодатчиков, а блок обмена данными содержит микроконтроллер, выполненный с возможностью подключения к персональному компьютеру по протоколу RS232 через USB-порт.
2. Устройство по п. 1, отличающееся тем, что блок визуализации выполнен в виде цифрового проектора с возможностью вывода информации с персонального компьютера на рабочую поверхность станка.
3. Устройство по п. 1, отличающееся тем, что инфракрасные фотодатчики выполнены в виде инфракрасных фотодиодов, фототранзисторов или фоторезисторов.
4. Устройство по п. 1, отличающееся тем, что упомянутая рамка выполнена монолитной, складной или сборной.

