Известны устройства к линовально-тетрадному агрегату для обрезай и поперечной разрезки четырехтетрадных лагенов. Предлагаемое устройство, с целью повышения производительности труда, выполнено в виде совокупности ленточных транспортеров, перемещающих лагены по позициям обработки, механизма упорных клапанов, механизма продольной обрезки, механизма равнения, механизма поперечной разрезки и приемного транспортера.
Механизм продольной обрезки и поперечной разрезки могут быть выполнены в виде совокупностей неподвижных нижних ножей и верхних подвижных ножей, установленных на балках, соверщающих в вертикальных напрзвляющих возвратно-поступательное движение, которое сообщается балкам с -помощью, например, кривошипно-шатунных механизмов.
Механизм упорных клапанов выполнен в виде щарнирного четырехЗВенвика, ведущее звено которого шарниром соединено с лодпружиненной тягой, несущей ролик, взаимодействующий с вращающимся кулачковым диском, установленным на валу кривошипа механизма продольной обрезки.
Механизм равнения лагенов выполнен в виде подпружиненных захватов, смещающих лагены до неподвижного упора и управляемых с помощью системы кулачково-рычажных механизмов,
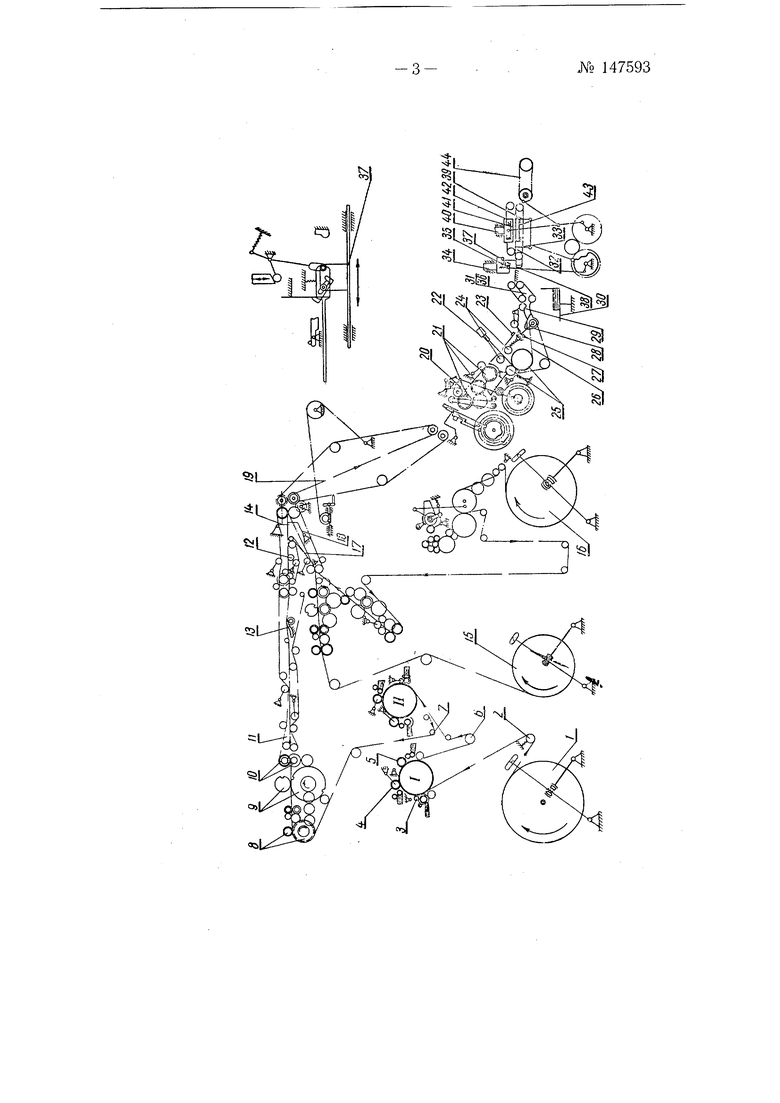
На чертеже изображена схема устройства к линовально-тетрадному агрегату для обрезки и поперечной разрезки четырехтетрадных лагеноь
Автомат заряжается рулонами писчей, промокательной и обложечной бумаги, Писчая бумага, сматываясь с рулона /, огибает амоотизационный валик 2 и попадает ня первый, а затем на второй линовальные барабаны / и //, где линуются в порядке последовательности продольные линии- набором латунных роликов 3, линии бокового поля - ре№ 147593-2зиновыми валиками 4 и поперечные или косые линии -резиновыми валиками 5. С первого на второй линовальный барабан бумага проходит через компенсирующий валик 6. Со второго линовального барабана бумага проходит через второй компенсирующий валик 7, на подающий цилиндр и валик 8. Далее бумага попадает iB рубящий барабан 5, где она пилообразным ножом подвергается рубке ма формат 350 мм. Перерезанными листы выводятся тянущимИ валиками/Она транспортер 11. Ввиду того, что скорость транспортера 1 превышает скорость при линевке бумаги, листы двигаются с небольшим интервалом. Второй транспортер 12 имеет скорость, в 2,5 раза меньшую, чем nepiBOM транспортере//, благодаря чему листы притормаживаются и с помощью специального устройства 13 накладываются друг на друга, затем, двигаясь по транспортеру 12, упираются в верхние клапаны счетного механизма 14, откладываясь по шести листов. Одновременно обложка, получившая оттиск в печатной секции, поступает в обложечно-промокательную секцию, в которой бюварка и обложка, подаваемые с рулонов 15 и 16, рубятся на форматы - обложка 350 мм, промокательная бумага на 165 мм, которые, двигаясь по нижнему транспортеру 17, упираются в нижние клапаны счетного механизма 18 и при одновременном открывавии нижних и верхних клапанов, вместе с подобранными листами линованной бумаги попадают в наклонный транспортер 19. Укомплектованный лаген, двигаясь по наклонному транспортеру 19, попадает в швейно-фальцевальную секцию и, двигаясь до упора клапанов 20, сшивается восемью проволочными скобами. Одновременно осуществляется битовка, что способствует правильной фальцовке. Сшитый лаген, после открытия клапанов 20, передвигается транспортирующими валиками 21 по столу фальцножа 22 до упора 23, фальцно 22 проталкивает сшитый четырехтетрадный лаген, через два вращающихся фальцующих валика 24, откуда, сфальцованный лаген подхватывается двумя цилиндрами 25 и выводится на тесемочный транспортер 26. После остановки автомата выключаются промокательная, швейная и резальные секции. Таким образом, при запуске автомата первые лагены выходят на транспортер 26 без промокательной бумаги ,и несшитые, При таком положении рукояг ка 27 механизма переключения 23 повернута направо, а направляющие планки 29 направлены вниз, несшитые лагены выбрасываются на приемный стол 30. Одновременно с включением промокательной, швейной и резальной секций рукоятка 27 переводится налево и сшитые лагены, с вложенной промокательной бумагой, направляются в транспортер 31. откуда лаген попадает в тесемочный транспортер 32 резальной секции 3 и доводится до первых упорных клапанов 33. Как только траверса 34 с прижимом 35 и верхним ножом 36 продольной резки начинает опускаться, срабатывает механизм равнения 37 и лаген подтягивается в продольном направлении до упора, после чего верхний нож 36 -встречается с нижним неподвижным ножом .38 и происходит чистый обрез лагена-с передней части. В момент возвращения траверсы 34 исходное положение, открываются упорные клапапы 33 и лаген с помощью непрерывнодвижущихся тесемок транспортера 32 переводится до вторых упорных клапанов 39. При опускании траверсы 40 с пятью прижимными колодками 41 и ножами 42 происходит встреча с нижними ножами 43 и лаген одновременно обрезается с двух концов и разрезается «а четыре отдельные тетради. Так как резальная секция работает синхронно, в цикле со всем автоматом, то при каждом открывании упорных клапанов 33 и 39 происходит переход лагенов с одной операции к другой (к первым упорным клапанам 33 поступает новый лаген). Обрезанный латен переходит к вторым упорным клапанам 39, а обрезанные со всех сторон готовые тетради выбрасываются на приемный транспортер 44. С приемного
О)
«а|
Ь-
№ 147593-4транспортера 44 готовые тетради снимаются и по 50 шт. закладываются в полуавтомат для обандероливания, откуда по транспортеру идут до участка упаковки их в кипы или пачки.
Предмет изобретения
1.Устройство к линовально-тетрадному агрегату для обрезки и поперечной разрезки четырехтетрадных лагенов, отличающееся тем, что, с целью повышения производительности труда, оно выполнено в виде совокупности ленточных транспортеров, перемещающих лагены по позициям обработки, механизма упорных клапанов, механизма продольной обрезки, механизма равнения, механизма поперечной разрезки и приемного транспортера.
2.Устройство по п. 1, отлич ающееся тем, что механизмы продольной обрезки и поперечной разрезки выполнены в виде совокупности неподвижных нижних ножей и верхних подвижных ножей, установленных на балках, совершающих в вертикальных направляющих возвратно-поступательное движение, причем последнее сообщается балкам с помощью, например, кривошилно-щатунных механизмов.
3.Устройство по пп. 1 и 2, отличающееся тем, что механизм упорных клапанов выполнен в виде шарнирного четырехзвенника, ведущее звено которого шарнирно соединено с подпружиненой тягой, несущей ролик, взаимодействующий с вращающимся кулачковым диском, установленным на валу кривощипа механизма продольной обрезки.
4.Устройство по П;П. 1-3, отличающееся тем, что механизм равнения лагенов выполнен в виде подпружиненных захватов, смещающих лагены до неподвижного упора и управляемых с помощью системы кулачково-рычажных механизмов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки и поперечной разрезки четырехтетрадных лагенов к линовально-тетрадному агрегату | 1962 |
|
SU152239A1 |
| Машина для изготовления тетрадей | 1949 |
|
SU81391A1 |
| РОТАЦИОННАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ТЕТРАДЕЙ | 1934 |
|
SU58279A1 |
| Ротационная машина для изготовления тетрадей | 1936 |
|
SU52810A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Швейно-фальцовочная машина для изготовления тетрадей | 1930 |
|
SU27041A1 |
| Поточная линия для изготовления книжно-журнальной продукции | 1986 |
|
SU1701570A1 |
| Устройство для изготовления тетрадей | 1928 |
|
SU22677A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ДЛЯ КНИЖНЫХ ПЕРЕПЛЕТОВ | 1933 |
|
SU35172A1 |