исключая резиновую жилку из процесса вязания. Затем 3-5 последних рядов (участок 3) вяжут кулирной гладью только из высокоусадочной поливинил- хлоридной пряжи с суммарной линейной плотностью 150-200 текс, причем длина нити в петле на участке 3 равна или не более чем в 1,5 раза превышает длину нити в петле на участ- ке 2. После вязания перчатку в растянутом состоянии обрабатывают горячим паром при ЮО°С в термокамере в течение Ю-15 мин.
При термообработке петли на уча- стке 3, выполненные из поливинилхло- ридной пряжи, усаживаются. Это приводит к уплотнению структуры и снижению распускаемости петель, кроме того, образуется жесткий край, ко- торый неудобен в эксплуатации. За счет разницы длин петель участков 2 и 3 и исключения эластомерной нити из края напульсника обеспечивается заворачивание крайних рядов в валик и отвод их от поверхности руки человека.
Если количество последних петельных рядов из поливинилхлоридной пряжи составляет, например менее 3, то на- дежность целостности петельной структуры снижается, особенно в экстремальных условиях, например в случае появления сильных разрывных воздействий при зацеплении об острые кромки деталей. Количество рядов с по- ливинилхлоридной пряжей может составлять более 5, в этом случае валик из закрученных петель будет больше, что не влияет на растяжимость, распускаемость, удобство пользования но при этом Наблюдается перерасход поливинилхлоридной пряжи.
Если длина нити в петле поливинил-.с хлоридной пряжи более чем в 1,5 раза превышает длину нити в петле основного вязания, то повышается возможность роспуска края напульсника.
0
с
Количество петельных рядов, составляющее 8-10 на участке 2 напульсника, который вяжут только из хлопчатобумажной пряжи, позволяет получить устойчивый эффект образования валика. Если бы на этом участке содержалась эластомерная нить, то закручиваемости не было, так как эта нить обладает очень упругими свойствами, что приводит к натиранию запястья руки жестким краем напульсника.
Предложенный способ позволяет упростить технологию изготовления перчатки, снизить трудозатраты и тем самым повысить призводительность труда в 1,3 раза за счет исключения швейной операции при обработке края напульсника при сохранении качества перчатки. Удобство пользования, надежность защиты, распускаемость и растяжимость сохраняются на уровне известного способа.
Формула изобретения
Способ изготовления перчатки путем последовательного вязания участков пальцев, корпуса и напульсника кулирной гладью из хлопчатобумажной пряжи с введением на участке напульсника эластомерных нитей и последующей обработки края изделия, отличающийся тем, что, с целью повышения его производительности путем исключения швейных операций, 3-5 последних рядов напульсника вяжут из высокоусадочной поливинилхлоридной пряжи, при этом длина нити в петле из этой пряжи по крайней мере в 1,5 раза превышает длину нити в петле предыдущих рядов напульсника, которые в количестве 8-10 рядов вяжут только из хлоп - чатобумажной пряжи, а обработку края изделия осуществляют путем обработки горячим паром готовой перчатки.
зи
-I
| название | год | авторы | номер документа |
|---|---|---|---|
| Трикотаж | 1977 |
|
SU629257A1 |
| Способ вязания борта чулочно-носочного изделия | 1982 |
|
SU1082880A1 |
| СПОСОБ ВЯЗАНИЯ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2496931C1 |
| Способ изготовления перчатки на плоском перчаточном автомате | 1980 |
|
SU922203A1 |
| Способ вязания двойных трикотажных изделий на плоскофанговой машине | 1973 |
|
SU472988A1 |
| ТРИКОТАЖНОЕ ТРУБЧАТОЕ ИЗДЕЛИЕ | 1992 |
|
RU2064542C1 |
| ТРИКОТАЖНОЕ ПОЛОТНО | 1999 |
|
RU2177516C2 |
| Способ изготовления перчатки | 1975 |
|
SU538068A1 |
| Способ изготовления колготок | 1981 |
|
SU988923A2 |
| ПЯТОЧНЫЙ КАРМАН ТРЕХЦВЕТНОГО ЖАККАРДОВОГО ЧУЛОЧНО-НОСОЧНОГО ИЗДЕЛИЯ И СПОСОБ ЕГО ВЯЗАНИЯ | 1977 |
|
RU858379C |
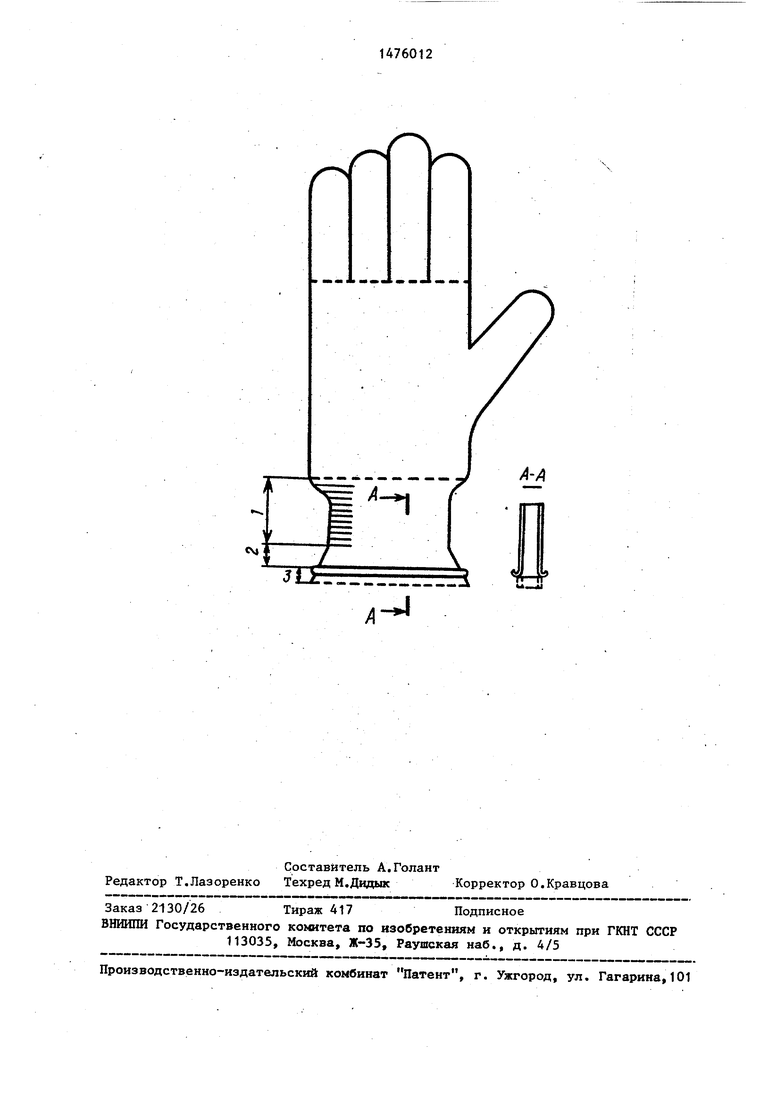
Изобретение относится к трикотажной промышленности и может быть использовано при изготовлении технических перчаток, предназначенных для защиты рук работников различных отраслей народного хозяйства, и позволяет повысить производительность способа изготовления перчатки за счет исключения швейной операции. В способе изготовления технической перчатки 3-5 последних рядов напульсника вяжут из высокоусадочной поливинилхлоридной пряжи, при этом длина нити в петле не более чем в 1,5 раза превышает длину нити в петле в предыдущих рядах, которые в количестве 8-10 рядов вяжут только из хлопчатобумажной пряжи, причем после вязания перчатку обрабатывают горячим паром. 1 ил.
| Способ изготовления перчатки | 1975 |
|
SU538068A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
