Известен способ изготовления мягкой эластичной емкости (тары) для хранения и транспортировки литьевой воды, жидких пищевых продуктов, а также кислот, щелочей и других агрессивных сред из резинотканевых материалов с полиэтиленовым покрытием внутренней поверхности.
Предлагаемый способ по сравнению с известным позволяет изготовить емкость (тару), имеющую большую прочность и более надежпую в эксплуатации, и обеспечивает возможность ее вскрытия для очистки (а также ремонта, осмотра и пр.). Для этого емкость изготовляют из предварительно заготовленных полотнищ, которые соединяют путем стыка их кромок и наклейки с наружной стороны на место стыка прорезиненной ленты, а с внутренней стороны .приваривают ленту с полиэтиленовым покрытием причем торцовые стороны емкости замыкают (заделывают) посредством набора штампованных гибких металлических пластин и болтов. Для наклеивания прорезиненной ленты на место стыка кромок полотнищ и заделки арматуры емкости применяют растворимую в бензине пасту, приготовленную на основе смеси полиэтилена с лолиизобутиленом 118 и содержащую канифоль.
По предлагаемому способу могут быть изготовлены емкости раз личной формы.
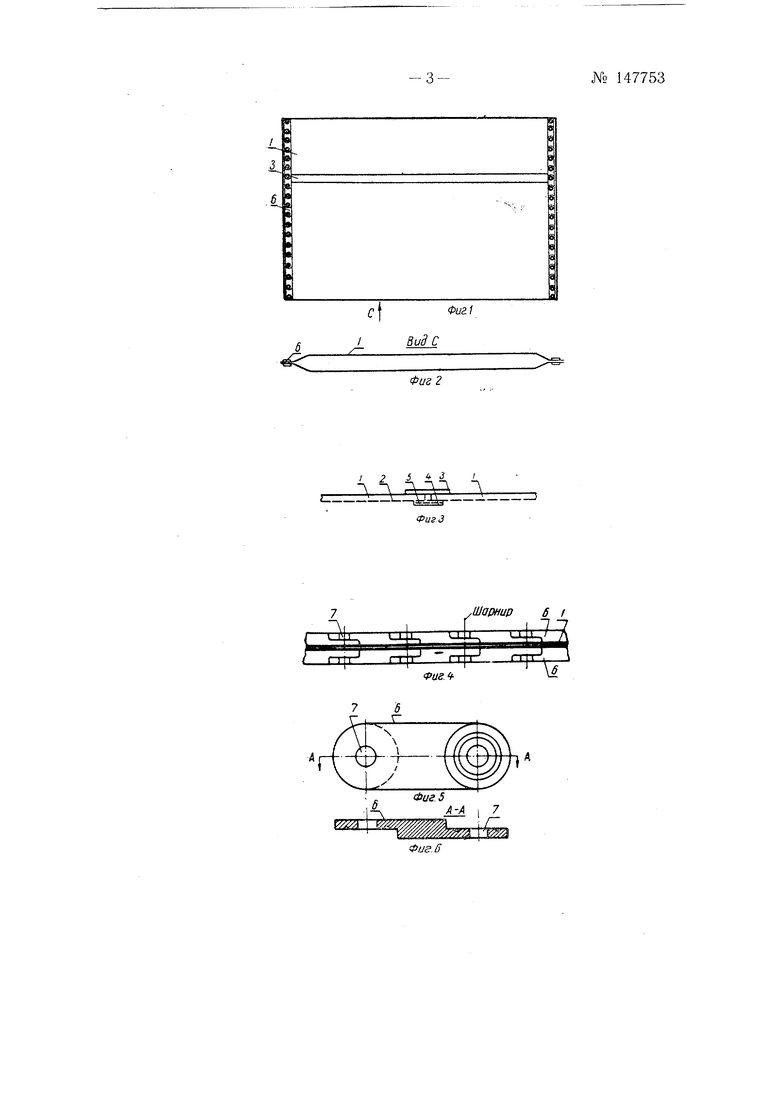
На фиг. 1 схематически изображена емкость, -вид в плане, имеющая, например, плоскую форму в ненаполненном состоянии (без питье1вой воды или без пищевого продукта и т. д.); на фиг. 2 - та же емкость, вид по стрелке С на фиг. 1; на фиг. 3 - схема соединения заготовленных по№ 147753-2лотииш. путем стыка их кромок; на фиг. 4 - схема заделки торцовых сторон емкости; на фиг. 5 - штампованная гибкая металлическая пластина, вид в плане; на фиг. 6 - та же пластина, вид в разрезе по А-А на фиг. 5;
Для изготовления мягкой эластичной емкости (тары) предварительно заготавливают полотнища 7 и 5 резинотканевого материала с полиэтиленовым покрытием внутренней стороны, вырабатываемого известным методом; такой материал состоит из следующих слоев: резиновый слой (наружный) каркасный слой из текстиля, резино-вый слой (внутренний) и полиэтиленовое покрытие.
Из полотнищ /, число которых зависит от ширины материала и размеров изготовляемой емкости, последнюю собирают следующим путем.
Полотнища У, обращенные полиэтиленовым покрытием 2 внутрь изготовляемой емкости, устанавливают кромками в стык одно к другому. С наружной стороны полотнищ J по месту стыка кромок (щва емкости) приклеивают прорезиненную ленту 3 ;посп едством растворимой в бензине пасты, приготовленной на основе смеси полиэтилена с полиизобутиленом и содержащей канифоль. Лента 3 является элементом, повыщающим прочность соединения .полотнищ. С внутренней стороны полотнищ / по месту того же стыка кромок приваривают ленту 4 с полиэтиленовым покрытием 5 (лента 4 состоит из слоя текстиля, на который нанесено указанное покрытие); приварка ленты 4 полиэтиленовьш покрытием 5 к ПолиэтиленовОму покрытию 2 полотнищ / создает гер метизацию стыка кромок и также повышает прочность соединения.
После соединения полотнищ в полученную таким образом обечайку емкости монтируют соответствующую ей арматуру (например, заливной патрубок « пр.), а затем после контрольного осмотра обечайки замыкают торцовые стороны емкости.
Для этого на торцовые стороны емкости (ее обечайки) накладывают сверху и снизу штампованные гибкие металлические пластины 6 и закрепляют их посредством болтов, устанавливаемых в отверстия 7 пластин, что обеспечивает надежную герметизацию соединения торцовых сторон емкости; пластины 6, в случае их изготовления из обычпой стали, покрывают перед монтажо м антикоррозийным покрытием.
При необходимости очистки е.мкости (или ремонте) пластинь 6 легко снимаются и таким образом е.мкость вырывается.
Предмет изобретения
1.Способ изготовления мягкой эластичной емкости (тары) для хранения и транспортировки питьевой воды, жидких пищевых продуктов, а также кислот, щелочей и других агрессивных сред «з прорезиненных материалов с полиэтиленовым покрытием внутренней поверхности, отличающийся тем, что, с целью обеспечения прочности, а также возможности вскрытия емкости для очистки, ее образуют из предварительяо заготовленных полотнищ, которые соединяют путем стыка их кромок и наклейки с наружной стороны на стык прорезиненной ленты и с внутренней стороны приварки ленты с полиэтиленовым покрытием, а торцовые стороны 6МКОСТИ за.мыкают при помощи набора штампованных гибких металлических пластин и болтов.
2.Способ по п. 1, о т л и ч а ю щ и и с я тем, что для наклеивания прорезиненной ленты на стык полотнищ и заделки арматуры применяют раствори.мую в бензине пасту, приготовленную на основе смеси полиэтилена с полиизобутиленом 118 и содержащую канифоль.
s а
s
в б
S S S
с IФиг 1
IВид С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления мягких эластичных емкостей | 1961 |
|
SU147320A1 |
| Контейнер | 1980 |
|
SU921991A1 |
| Способ транспортировки грузов в емкости с вкладышем из пленки и емкость с вкладышем из пленки | 1988 |
|
SU1794809A1 |
| ДИСПЕРГАТОРЫ В КОМПОЗИТАХ | 2006 |
|
RU2435802C2 |
| ПОЛИМЕРНЫЕ КОМПОЗИЦИИ | 2004 |
|
RU2358990C2 |
| СТАБИЛИЗАЦИЯ ТЕРМОПЛАСТИЧНЫХ НАНОКОМПОЗИТОВ | 2004 |
|
RU2350631C2 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
4 J
ФигЗ
