1
Изобретение относится к керамическому производству, преимущественно к изготовлению гипсовых форм для пластического формования керамических изделий.
Целью изобретения является повышение оборачиваемости форм без изменения материалоемкости и объемного расширения.
Согласно способу, включающему приготовление гипсовой композиции с водо- нипсовым фактором 0,35-0,55, заливку ею капов, извлечение форм из капов с последующей их зачисткой и сушкой, отливают рабочий (или рабочий и посадочный) слой толщиной 0,05-0,2 толщины формы из этой гипсовой композиции и после потери текучести этого слоя, но не позднее времени конца схватывания гипса заливают оставшийся объем капа водогипсовой или гипсобетонной композицией с водотвердым фактором 0,7-1,2. В качестве наполнителя может использоваться измельченный известняк или мел, посадочную поверхность формы упрочняют, смачивая насыщенным раствором сульфата алюминия.
Отливка рабочего (или рабочего и посадочного) слоя толщиной 0,05-0,2 толщины формы из композиции с водо
3147
гипсовым фактором 0,45-0,55 обеспечивает высокую износоустойчивость рабочей поверхности. При толщине рабочего слоя менее 0,05 толщины формы затрудняется его нанесение (отливка), а при толщине рабочего слоя более 0,2 толщины формы существенно увеличиваются напряжения в капе вследствие расширения рабочего слоя и повышается материалоемкость формьи При заливке оставшегося объема капа до потери текучести рабочего слоя, рабочий слой может разрушиться, а при заливке оставшегося объема позже конца схватывания рабочего слоя не обеспечивается достаточное сцепление рабочего слоя с более пористым материалом формы и снижается оборачиваемость форм.
Использование в качестве наполнителя измельченного до 0,25 мм известняка или мела позволяет путем смачивания посадочной поверхности насыщенным раствором сульфата алюминия упрочнить ее за счет уплотения и упрочнения поверхностого слоя при образовании и твердении сульфата кальция и гидрата окиси алюминия по реакции:
А14(504)э+ЗСаС03+ЗНаО ЗСа804+2А1(ОН)3+ +ЗСО .
Использование более крупных фрак- ций известняка связано с выкрашиванием этих частиц при калибровке форм и нарушением посадочной поверхностно
Способ осуществляют следующим образом.
Отливают формы для пластического формования кружек и образцы ( к 80 мм) из гипсовой композиции с во- догипсоввым фактором (В/Г) 0,45 - рабочий слой и с В/Г 0,8 - оставшуюся часть формы (через заданное время
30
35
40
Из таблицы следует, что толщин рабочего слоя менее 1,25 мм (0,05 щины формы) не позволяет заметно п высить прочность образцов и обора ваемость форм, а увеличение его т щины более 5 мм (0,2 толщины формы не приводит к дальнейшему увеличе прочности образцов и оборачиваемо форм, одновременно увеличивая расш рение формы (снижая оборачиваемос капов) и ее вес
При доливке формы до потери те чести рабочего слоя (3 мин) рабоч слой нарушается, что снижает проч ность и оборачиваемость форм. При доливке формы после окончания схв тывания рабочего слоя получается прочная связь этого слоя с долитым материалом, что также снижает проч ность и оборачиваемость форм
При доливке формы гипсокарбонат ной композицией прокалиброванная п садочная поверхность после смачива ния раствором сульфата алюминия пр обретает большую микротвердость, ч рабочий слой (алюминий оставляет ч
после затворения гипса водой при при- .- ту на ней), обеспечивая с запасом
готовлении водогипсовой композиции с В/Г 0,45).
Одну из партий форм изготавливали с наполнителем (мел, просеянный через сито № 025), а после калибровки форм посадочную поверхность смачивали насыщенным раствором сульфата алюминия.
Потери текучести и конец схватывания водогипсовой композиции с В/Г ,0,45 составляла 4,0 и 10,5 мин соот-г ветственно. Средняя толщина формы | 25 ммо Результаты испытаний сведены в таблицу Для сокращения объема эк50
55
износоустойчивость посадочной пове ности.
Оптимальной для повышения обора чиваемости капов и снижения их мат риалоемкости является отливка рабо го слоя толщиной 0,05-0,2 толщины формы, при этом доливку оставшегос объема капа производят после потер текучести, но не позднее конца схв тывания рабочего слоя. При оформле нии посадочной поверхности гипсока бонатной композицией эта поверхнос смачивается насыщенным раствором сульфата алюминия.
спериментальной работы оборачиваемость капов (в циклах) рассчитывается по выражению:
п
nj-UVj &V
где пи UV3 - объемное расширение
и оборачиваемость для заводских капов; &V - объемное расширение материала формы по предлагаемому изобретению. В таблице представлены физикотехнические характеристики объекта по
предлагаемому способу.
0
5
0
5
0
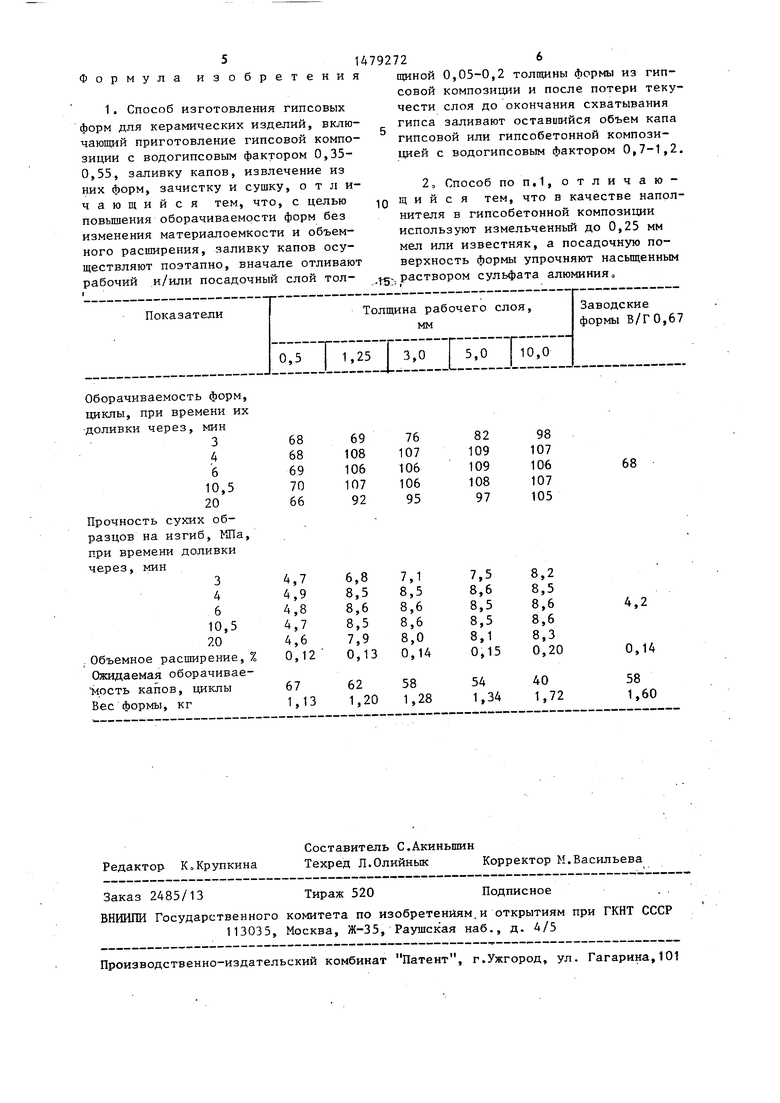
Из таблицы следует, что толщина рабочего слоя менее 1,25 мм (0,05 толщины формы) не позволяет заметно повысить прочность образцов и оборачиваемость форм, а увеличение его толщины более 5 мм (0,2 толщины формы) не приводит к дальнейшему увеличению прочности образцов и оборачиваемости форм, одновременно увеличивая расширение формы (снижая оборачиваемость капов) и ее вес
При доливке формы до потери текучести рабочего слоя (3 мин) рабочий слой нарушается, что снижает прочность и оборачиваемость форм. При доливке формы после окончания схватывания рабочего слоя получается непрочная связь этого слоя с долитым материалом, что также снижает прочность и оборачиваемость форм
При доливке формы гипсокарбонат- ной композицией прокалиброванная посадочная поверхность после смачивания раствором сульфата алюминия приобретает большую микротвердость, чем рабочий слой (алюминий оставляет чер0
5
износоустойчивость посадочной поверхности.
Оптимальной для повышения оборачиваемости капов и снижения их материалоемкости является отливка рабочего слоя толщиной 0,05-0,2 толщины формы, при этом доливку оставшегося объема капа производят после потери текучести, но не позднее конца схватывания рабочего слоя. При оформлении посадочной поверхности гипсокар- бонатной композицией эта поверхность смачивается насыщенным раствором сульфата алюминия.
ормула
5
з о
14
бретения
1. Способ изготовления гипсовых форм для керамических изделий, включающий приготовление гипсовой композиции с водогипсовым фактором 0,35- 0,55, заливку капов, извлечение из них форм, зачистку и сушку, отличающийся тем, что, с целью повышения оборачиваемости форм без изменения материалоемкости и объемного расширения, заливку капов осуществляют поэтапно, вначале отливают рабочий и/или посадочный слой тол1479272
щиной 0,05-0,2 толщины формы из гипсовой композиции и после потери текучести слоя до окончания схватывания гипса заливают оставшийся объем капа гипсовой или гипсобетонной композицией с водогипсовым фактором 0,7-1,2.
2, Способ поп.1, отличающийся тем, что в качестве наполнителя в гипсобетонной композиции используют измельченный до 0,25 мм мел или известняк, а посадочную поверхность формы упрочняют насыщенным раствором сульфата алюминия
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гипсовых форм для литья керамических изделий | 2022 |
|
RU2796118C1 |
| Композиция для устройства стяжки пола | 1991 |
|
SU1791416A1 |
| СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕКСТИЛЬ-ГИПСОБЕТОНА | 2022 |
|
RU2798006C1 |
| Способ упрочнения гипсовых форм для получения фарфоро-фаянсовых изделий | 1985 |
|
SU1291278A1 |
| ДОБАВКА ДЛЯ МОДИФИКАЦИИ ГИПСОВЫХ ВЯЖУЩИХ, СТРОИТЕЛЬНЫХ РАСТВОРОВ И БЕТОНОВ НА ИХ ОСНОВЕ | 2014 |
|
RU2572432C1 |
| Композиция для изготовления водостойких облицовочных гипсовых изделий | 2022 |
|
RU2787245C1 |
| Способ получения сырьевой смеси для изготовления гипсовых изделий | 1989 |
|
SU1778088A1 |
| Декоративно-облицовочный стеновой блок и способ его изготовления | 2002 |
|
RU2225486C2 |
| СУХАЯ СТРОИТЕЛЬНАЯ СМЕСЬ НА ОСНОВЕ ГИПСОВОГО ВЯЖУЩЕГО И СПОСОБ ПОЛУЧЕНИЯ ЛЕГКИХ БЕТОНОВ ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ, СТЕН, ПОЛОВ, КРОВЕЛЬ И ТЕПЛОИЗОЛЯЦИИ МЕЖЭТАЖНЫХ ПЕРЕКРЫТИЙ ЗДАНИЙ | 2009 |
|
RU2404146C1 |
| КОМПЛЕКСНАЯ МОДИФИЦИРУЮЩАЯ ДОБАВКА ДЛЯ БЕТОННЫХ РАСТВОРОВ | 2010 |
|
RU2448921C2 |
Изобретение относится к керамическому производству, преимущественно к изготовлению гипсовых форм для пластического формования керамических изделий. Целью изобретения является повышение оборачиваемости форм без изменения материалоемкости и объемного расширения. Отливают рабочий слой из гипсовой композиции с водогипсовым фактором 0,35 - 0,55 толщиной 0,05 - 0,2 толщины формы и после потери текучести слоя оставшийся объем капа заливают гипсовой или гипсобетонной композицией с водогипсовым фактором 0,7 - 1,2, при этом в качестве наполнителя гипсовой композиции используют измельченный мел, а посадочную поверхность формы упрочняют смачиванием насыщенным раствором сульфата алюминия. Оборачиваемость форм при толщине рабочего слоя 1,25 - 10,0 мм при времени заливки через 4-10,5 мин свыше 100 циклов. При этом прочность на изгиб при тех же параметрах составляет 7,9 - 8,6 МПа. 1 табл.
| Мороз И.И | |||
| и др | |||
| Справочник по фарфорофаянсовой промышленности, т.2 | |||
| М.: Легкая индустрия, 1980 | |||
| Пиевский И.М | |||
| и др | |||
| Повышение оборачиваемости гипсовых форм | |||
| - Стекло и керамика, 1982, I 8. |
