112
Изобретение относится к фарфоро- фаянсоврй промышленности, в частности к производству форм для пластического формования фарфоровых и фаянсовых изделий.
Цель изобретения - повышение прочности гипсовых форм и их долговечности.
Пример. Для получения фарфоро-фаянсовых изделий полого или плоского ассортимента основу формы изготавливают из металлического порошка (например, бронзы)- путем насыпки его ;в оснастку с последующей прокалкой при 800-820°С в течение 1-2 ч в восстановительной атмосфере диссоциированного аммиака (в качестве металлических порошков могут быть использованы также порошки никеля, хромони- келевых сталей, железа, меди, латуни алюминия).
Готовую основу пропитывают в течение 2-3 мин 10%-ной водной гипсовой суспензией, наливая ее в пористую металлическую основу. Оставшуюся суспензию выливают из основы в специальную емкость. Затем собирают рабочий кап, где кожухом является предварительно пропитанная металлическая основа, и заливают в него водную гипсовую суспензию с большим содержанием гипсового вяжущего из фосфогип- са. Через 40 мин кап разбирают, а готовую форму выдерживают в течение трех дней для прохождения процесса гидратации полуводного гипса и удаления избыточного количества воды.
Вьшолнение основы формы пористой из спеченного металлического порошка позволяет обеспечить точность воспроизведения формы и рельефа формуемых изделий и интенсифицировать процесс сушки формы за счет высокой теплопроводности металла.
Двухстадийное нанесение гипсового покрытия на основу увеличивает сцепление с ней покрытия за счет проникновения гипса в поры основы и прохождения реакции гидратации, сопровождающейся расширением твердеющего
2
гипса, что упрочняет рабочую поверхность формы и повьш1ает ее качество.
Срок службы формы также определяется прочностью покрытия, механичес-,
кие характеристики которого повьш1а- ются по мере понижения водогипсового отношения, и зависят также от качества металлической основы.
Физико-механические свойства по-ристой основы из указанного порош- ; ка бронзы следующие: . 40- 60 МПа; пористость 30-40%; плотность 5,7-6,1- г/см , средний размер пор 30-50 мкм; теплопроводность 1822 Вт(М.К.); электропроводность 2-4 МС м/м и теплостойкость 300 С. Для покрытия использован фосфо- гипс, который отличается замедлени- ем начала схватывания и более высокими прочностными характеристиками.
Физико-механические свойства форм, изготовленных с применением металлической пористой основы из разных порошков, приведены в таблице.
Способ упрочнения гипсовых форм по изобретению позволяет интенсифицировать процесс формования, повысить производительность труда,- снизить расход дефицитного формовочного гипса, увеличить срок службы форм. Ожидаемый экономический эффект от внедрения изобретения составляет 15 тыс. руб. на 1 мл отформованных изделий.
Формула изобретения
Способ упрочнения гипсовых форм для получения .фарфоро-фаянсовых изделий, включа1ощий изготовление многократно используемой основы и нанесение на нее гипсового покрытия, отличающийся тем, что, с целью повьш1ения прочности гипсовых |форм и их долговечности, основу выполняют пористой из спеченного металлического порошка, а гипсовое покрытие наносят в две стадии: сначала пропитьгоают 10%-ной водной гипсовой суспензией, затем наносят суспензию
состава, мас.%:
Вода10-25
Фосфогипс 75-90
брон
10 90 10 90 10 90
Порошок латуни
10
90
Составитель Н. Рошан Редактор М. Бланар Техред и.Попович;
Заказ 78/13 Тираж 741 .Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
25 18
,
15 10
10
20
8
14
25160-200
39250-350
44300-400
30200-300
Корректор С. Черни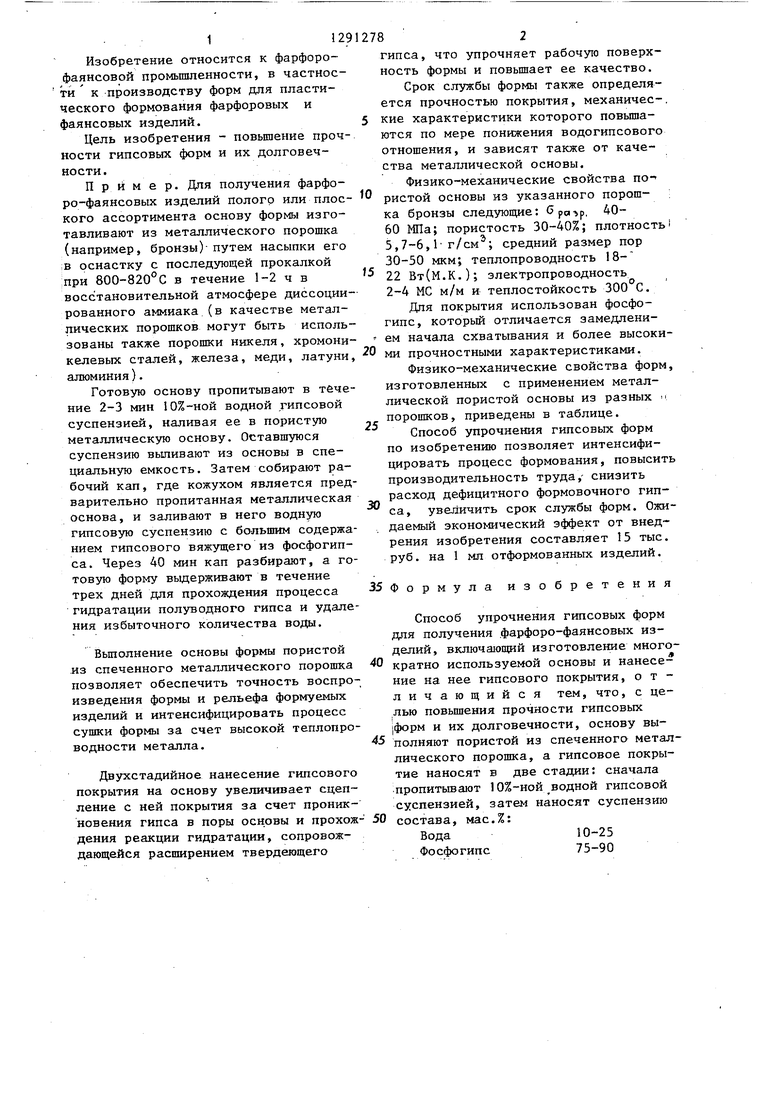
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения рабочей поверхности гипсовых форм | 1989 |
|
SU1669720A1 |
| Способ изготовления гипсовых форм для литья керамических изделий | 2022 |
|
RU2796118C1 |
| Сырьевая смесь для изготовления формовочного гипсового вяжущего | 1986 |
|
SU1353762A1 |
| Композиция для изготовления форм иКАпОВ | 1979 |
|
SU808459A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ НЕАВТОКЛАВНОГО ГАЗОБЕТОНА | 2001 |
|
RU2209801C1 |
| Способ изготовления фарфоро-фаянсовых изделий | 1982 |
|
SU1052498A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВЫХ ИЗДЕЛИЙ, ДЕКОРИРОВАННЫХ КОБАЛЬТОМ | 1999 |
|
RU2161146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАРФОРОВОЙ ЗУБНОЙ КОРОНКИ | 1992 |
|
RU2057491C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕЗМЕТАЛЛИЧЕСКОЙ ЗУБНОЙ КОРОНКИ | 1998 |
|
RU2143865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПЕЧЕННОГО АМОРФНОГО КРЕМНЕЗЕМА, А ТАКЖЕ ФОРМА И ШЛИКЕР, ИСПОЛЬЗУЕМЫЕ В ЭТОМ СПОСОБЕ | 2004 |
|
RU2370470C2 |
Изобретение относится к фарфоро-фаянсовой промьшшенности, в частности к производству форм для пластического формования фарфоровых и фаянсовых изделий. Цель изобрете- ния - повышение прочности гипсовых форм и их долговечности. Основу формы выполняют пористой из спеченного металлического порошка, а гипсовое покрытие наносят в 2 стадии: сначала пропитывают основу 10%-ной водной гипсовой суспензией, а затем наносят суспензию состава, мас.%: вода 10-25, фосфогипс 75-90. Вьтол- нение основы - посадочного места формы - из спеченного металлического порошка позволяет обеспечить точность аоспроизведения формы и рельефа формуемых изделий, интенсифицировать процесс сушки формы за счет высокой теплопроводности металла, увеличить общую прочность формы, в результате чего можно уменьшить толщину стенок формы, а следовательно, ее массу и сократить расход гипса. Двухстадийное нанесение гипсового покрытия на основу увеличивает сцепление с ней покрытия за счет проникновения гипса в поры основы, прохождения реакции гидратации, сопровождающейся расширением твердеющего гипса, снижения водогипсового отношения в суспензии и применения гипсового вяжущего с высокой степенью химической чистоты, что упрочняет рабочую поверхность формы и повьшгает ее качество. 1 табл. с 5S сл с го ч|
| Matuszewski Т., Burdzinska Т., Saladajeryk А | |||
| Modifizierung der Eigenschaften des chemiegipses mit flilfe Verschiedener Zusatzmittel | |||
| Tohing Ztg, 1980, 104, № 2, s | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Форма для литья керамических изделий | 1977 |
|
SU662349A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Szymanski J., Mazurek Е | |||
| Konst- rukcija from roboczych Z powlokarai gipso-wymi | |||
| - Szkloiceraraika, 1980, t 31, № 4, s | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
