1
Изобретение относится к оборудованию для обработки полимерных материалов в валковых машинах и является усовершенствованием устройства по авт. св. № 1209464.
Целью изобретения является расширение эксплуатационных возможностей устройства.
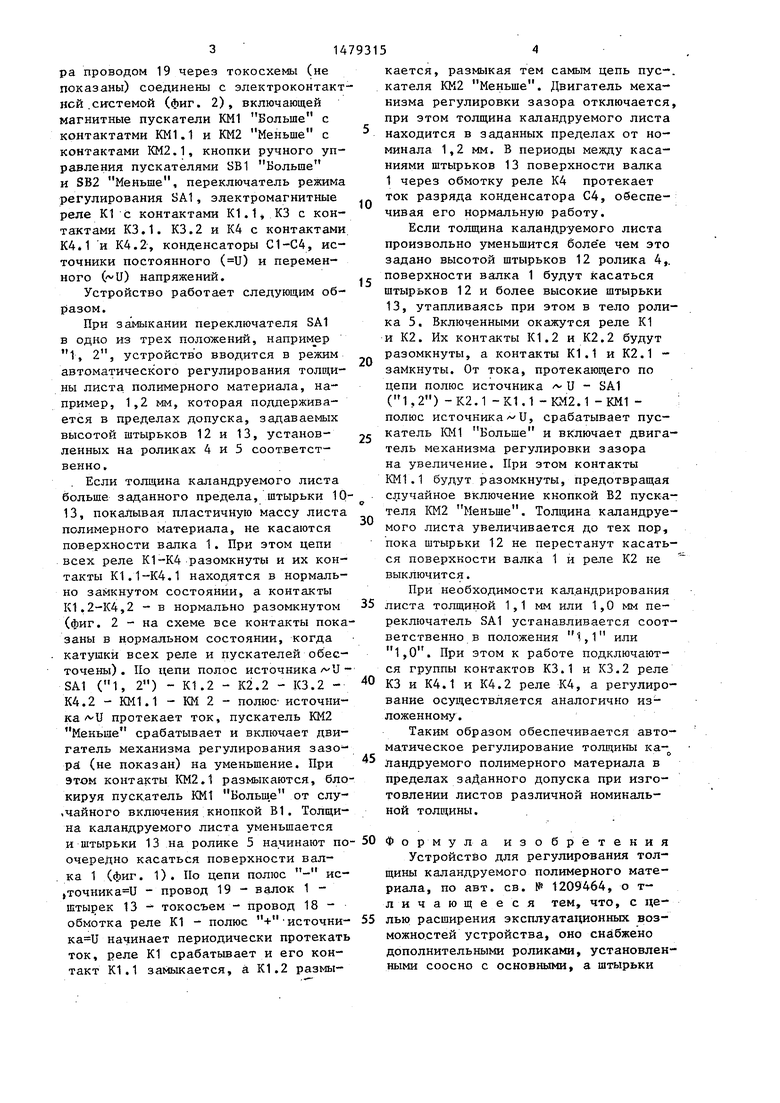
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - схема электроконтактной системы.
Устройство содержит установленные на подпружиненном к поверхности валка каланда 1 опорном средстве (не показано) несколько (например, четыре) контактных роликов 2-5, соосно смонтированных на полуосях 6 и соединенных диэлектрическими втулками 7
и 8. В отверстиях боковых поверхностей роликов 2-5 и кронштейнов 9 установлены с возможностью возвратно-поступательного перемещения штырьки 10 - 13, подпружиненные пружинами 14. Длина выступающих участков штырьков 10 - 13 каждого из последующих роликов (на фиг. 1 - от ролика 2 к ролику 5 соответственно) превышает длину штырьков предыдущего ролика на величину, равную допуску толщины каландруемого листа. Например, при величине допусков ±0,05 мм для номинальных толщин 1,0; 1,1; 1,2 мм длины выступающих участков штырьков 10 - 13 соответственно равны 0,95; 1,05; 1,15; 1,25мм3
Каждый из роликов электрическими проводами 15 - 18, а валок 1 каландЈь
-si
со
00
ел
N)
314
pa проводом 19 через токосхемы (не показаны) соединены с электроконтакт нсй системой (фиг. 2), включающей магнитные пускатели КМ1 Больше с контактатми КМ1.1 и КМ2 Меньше с контактами КМ2.1, кнопки ручного управления пускателями SB1 Больше и SB2 Меньше, переключатель режима регулирования SA1, электромагнитные реле К1 с контактами К1.1, КЗ с контактами К3.1. КЗ.2 и К4 с контактами К4.1 и К4.2, конденсаторы С1-С4, источники постоянного (U) и переменного (U) напряжений.
Устройство работает следующим образом.
При замыкании переключателя SA1 в одно из трех положений, например
М, 2, устройство вводится в режим
автоматического регулирования толщины листа полимерного материала, например, 1,2 мм, которая поддерживается в пределах допуска, задаваемых высотой штырьков 12 и 13, установ- ленных на роликах 4 и 5 соответственно .
Если толщина каландруемого листа больше заданного предела, штырьки 1013, покалывая пластичную массу листа полимерного материала, не касаются поверхности валка 1. При этом цепи всех реле К1-К4 разомкнуты и их контакты К1.1-К4.1 находятся в нормально замкнутом состоянии, а контакты К1.2-К4,2 - в нормально разомкнутом (фиг. 2 - на схеме все контакты показаны в нормальном состоянии, когда катушки всех реле и пускателей обесточены) . По цепи полос источника A-U - SA1 (1, 2) - К1.2 - К2.2 - КЗ.2 - К4.2 - КМ1.1 - КМ 2 - полюс- источника протекает ток, пускатель КМ2 Меньше срабатывает и включает двигатель механизма регулирования зазора1 (не показан) на уменьшение. При этом контакты КМ2.1 размыкаются, блокируя пускатель КМ1 Больше от слу- .чайного включения кнопкой В1. Толщина каландруемого листа уменьшается и штырьки 13 на ролике 5 начинают по очередно касаться поверхности валка 1 (фиг. 1). По цепи полюс - ис- ,точника и - провод 19 - валок 1 - штырек 13 - токосъем - провод 18 - обмотка реле К1 - полюс + источни- начинает периодически протекать ток, реле К1 срабатывает и его контакт К1.1 замыкается, а К1.2 размы.
5
0
5
5 0 0 5
кается, размыкая тем самым цепь пус-. кателя КМ2 Меньше. Двигатель механизма регулировки зазора отключается, при этом толщина каландруемого листа находится в заданных пределах от номинала 1,2 мм. В периоды между касаниями штырьков 13 поверхности валка 1 через обмотку реле К4 протекает ток разряда конденсатора С4, обеспечивая его нормальную работу.
Если толщина каландруемого листа произвольно уменьшится боле е чем это задано высотой штырьков 12 ролика 4,. поверхности валка 1 будут касаться штырьков 12 и более высокие штырьки 13, утапливаясь при этом в тело ролика 5. Включенными окажутся реле К1 и К2. Их контакты К1.2 и К2.2 будут разомкнуты, а контакты К1.1 и К2.1 - замкнуты. От тока, протекающего по цепи полюс источника л. и - SA1 (1,2) -К2.1 -К1.1 -КМ2.1 -КМ1 - полюс источниками, срабатывает пускатель КМ1 Больше и включает двигатель механизма регулировки зазора на увеличение. При этом контакты КМ1.1 будут разомкнуты, предотвращая случайное включение кнопкой В2 пускателя КМ2 Меньше. Толщина каландруемого листа увеличивается до тех пор, пока штырьки 12 не перестанут касаться поверхности валка 1 и реле К2 не выключится.
При необходимости каландрирования листа толщиной 1,1 мм или 1,0 мм переключатель SA1 устанавливается соответственно в положения 1,1 или 1,0. При этом к работе подключаются группы контактов К3.1 и КЗ.2 реле КЗ и К4.1 и К4.2 реле К4, а регулирование осуществляется аналогично изложенному.
Таким образом обеспечивается автоматическое регулирование толщины ка-о ландруемого полимерного материала в пределах заданного допуска при изготовлении листов различной номинальной толщины.
Формула изобретения Устройство для регулирования толщины каландруемого полимерного материала, по авт. св. № 1209464, о т- личающееся тем, что, с целью расширения эксплуатационных возможностей устройства, оно снабжено дополнительными роликами, установленными соосно с основными, а штырьки
514793156
на всех роликах установлены с возмож- ными, причем длина штырьков каждого ностью возвратно-поступательного из последующих дополнительных роликов перемещения и выполнены подпружинен- превышает длину штырьков предыдущего.
J л 5
п п П
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дражирования семян | 1990 |
|
SU1782388A1 |
| УСТРОЙСТВО ТРАНСФОРМАЦИИ ВЕЛИЧИНЫ ПОСТОЯННОГО НАПРЯЖЕНИЯ | 2016 |
|
RU2652589C2 |
| Устройство для определения времени аккомодационного рефлекса глаза | 1988 |
|
SU1614794A1 |
| Устройство управления сортировкой лесоматериалов | 1990 |
|
SU1794501A1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРИЧЕСКИЙ ДВИГАТЕЛЬ ПОСТОЯННОГО ТОКА | 2023 |
|
RU2815378C1 |
| Генератор импульсов ионизации | 2022 |
|
RU2793569C1 |
| Автоматическая система пожарной защиты | 1987 |
|
SU1484350A1 |
| Электрогриль | 1990 |
|
SU1775110A1 |
| Устройство для регулирования толщины каландрируемого полимерного материала | 1984 |
|
SU1209464A1 |
| Роторный экскаватор | 1980 |
|
SU941474A1 |

Изобретение относится к промышленности переработки пластмасс, шинной промышленности и производству резиновых технических изделий и позволяет производить автоматическое регулирование толщины каландруемого полимерного материала непосредственно на валках каландра в пределах заданных допусков при изготовлении листов различной номинальной толщины. Целью изобретения является расширение эксплуатационных возможностей устройства. Для этого оно снабжено дополнительными роликами, установленными соосно с основными. Штырьки на всех роликах установлены с возможностью возвратно-поступательного перемещения и выполнены подпружиненными. Длина штырьков каждого из последующих дополнительных роликов превышает длину штырьков предыдущего. 2 ил.
SB1
| Авторское свидетельство СССР | |||
| Устройство для регулирования толщины каландрируемого полимерного материала | 1984 |
|
SU1209464A1 |
| Солесос | 1922 |
|
SU29A1 |
