Изобретение относится к средствам автоматизации штамповочных работ и может быть использовано для контроля удаления деталей из рабочей зоны пресса, для предотвращения поломки штампа, вынужденного простоя оборудования и счета деталей, а также для автоматизации технологических процессов при штамповке.
Цепью изобретения является расширение технологических возможностей, упрощение и повышение надежности контроля.
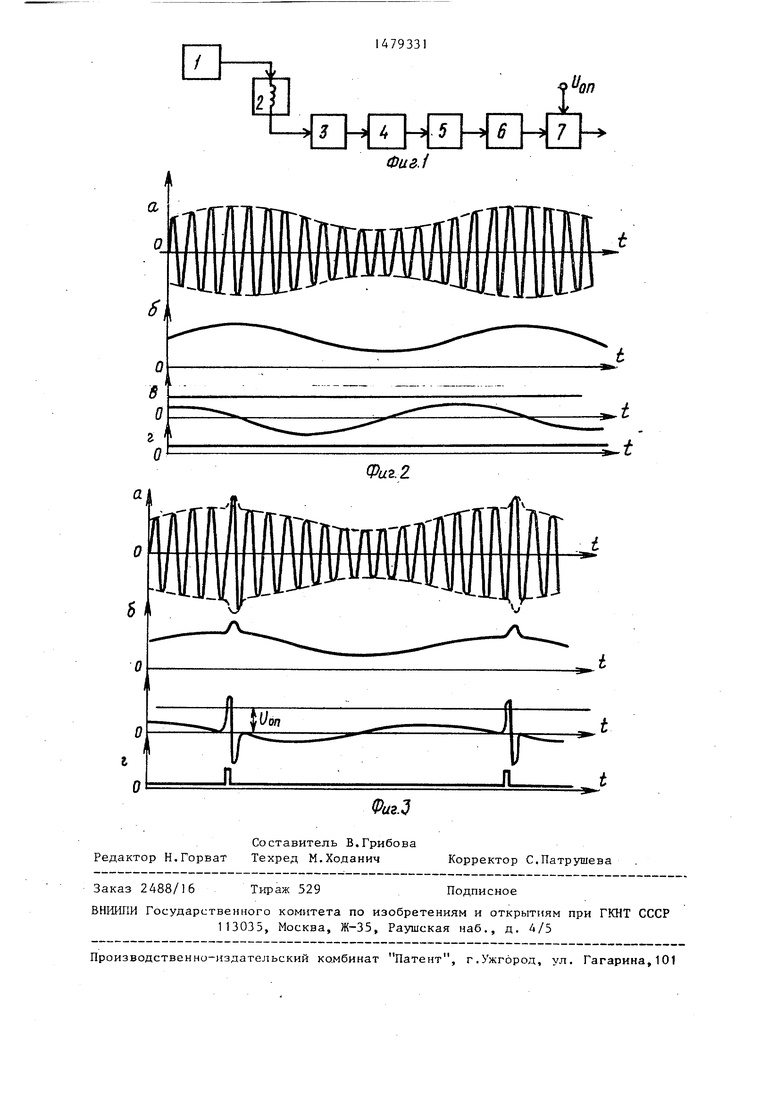
На фиг. I изображена функциональная схема устройства контроля удаления детали рабочей зоны пресса; на фиг. 2 - временные диаграммы, поясняющие работу устройства при ползуне пресса, находящемся в движении, и в отсутствии детали; на фиг. 3 - то же, при движении ползуна пресса и пролете детали через индуктивный датчик. На фиг. 2 и 3 приняты следующие обозначения: а - выходное напряжение усилителя; Р - выходное напряжение демодулятора; в - выходное напряжение блока дифференцирования и опорное напряжение порогового элемента; г - выходное напряжение порогового элемента.
Јь hvj
СО
СО 00
Устройство содержит (фиг. 1) последовательно соединенные генератор 1, индуктивный датчик 2, преобразователь ток - напряжение 3, усилитель 4, демодулятор 5, блок дифференцирования 6, пороговый элемент 7.
Формирование магнитного поля в зоне контроля осуществляется при помощи обмотки возбуждения путем питания ее от источника переменного напряжения (генератора). Ток, протекая по обмотке, создает в ней магнитное поле (зону контроля), состояние которого изменяется при попадании в нее отштампованной детали или действием дестабилизирующих факторов.
При попадании детали в зону контроля (обмотку возбуждения) или изменении параметров индуктивного датчика изменяется состоянием магнитного поля (эквивалентное сопротивление обмотки возбуждения), что влечет за собой изменение тока, протекающего через ее витки.
Устройство работает следующим образом.
Выходное напряжение генератора 1 используется для питания индуктивного датчика 2. Ток, протекающий по обмотке индуктивного датчика 2, с помощью преобразователя ток - напряжение 3 преобразуется в напряжение переменного тока, пропорциональное току питания. При помощи усилителя 4 и демодулятора 5 это напряжение усиливается и преобразуется в постоянное напряжение, значение которого пропорционально току питания индуктивного датчика 2 (сигнал, несущий информацию о состоянии магнитного поля в зоне контроля). При помощи блока дифференцирования 6 определяется скорость изменения выходного напряжения демодулятора 5. Выходное напряжение блока дифференцирования 6, пропорциональное скорости изменения выходного напряжения демодулятора 5, подается на пороговый элемент 7, в котором происходит сравнение этого напряжения с опорным напряжением U . Опорное напряжение выбирается большим, чем максимальное значение напряжения на выходе блока дифференцирования 6, обусловленное влияющими факторами.
0
5
0
5
0
5
0
5
0
При наличии влияния ползуна пресса выходное напряжение блока дифференцирования (фиг. 2 в) меньше U0|) и пороговый элемент 7 (фиг. 2 г) не срабатывает.
При одновременном влиянии ползуна пресса и детали выходное напряжение блока дифференцирования 6 превышает опорное напряжение Uon, в результате чего срабатывает пороговый элемент 7 (фиг. 2 в, г).
Экономический эффект от использования изобретения определяется его универсальностью, простотой и повышенной защищенностью от влияния возмущающих факторов, например, от движения ползуна пресса, что позволяет располагать датчики как в непосредственной близости от штампа, так и на любом удалении от него.
Формула изобретения
1 . Способ контроля удаления детали из рабочей зоны пресса, включающий создание магнитного поля в зоне контроля, выделение сигнала изменения магнитного поля при попадании детали в зону контроля, отличающий- с.я тем, что, с целью расширения технологических возможностей, упрощения и повышения надежности контроля, выделенный сигнал дифференцируют и используют его в качестве информации о состоянии магнитного поля в зоне контроля.
2. Устройство для контроля удаления детали из рабочей зоны пресса, содержащее последовательно соединенные генератор, индуктивный датчик и преобразователь ток - напряжение, а также усилитель, выход которого соединен с входом демодулятора, и пороговый элемент, отличающее- с я тем, что, с целью расширения технологических возможностей, упрощения и повышения надежности контроля, в него введен блок дифференцирования, выход которого соединен с входом порогового элемента, а вход - с выхо-i дом демодулятора, выход преобразователя ток -- напряжение соединен с входом усилителя.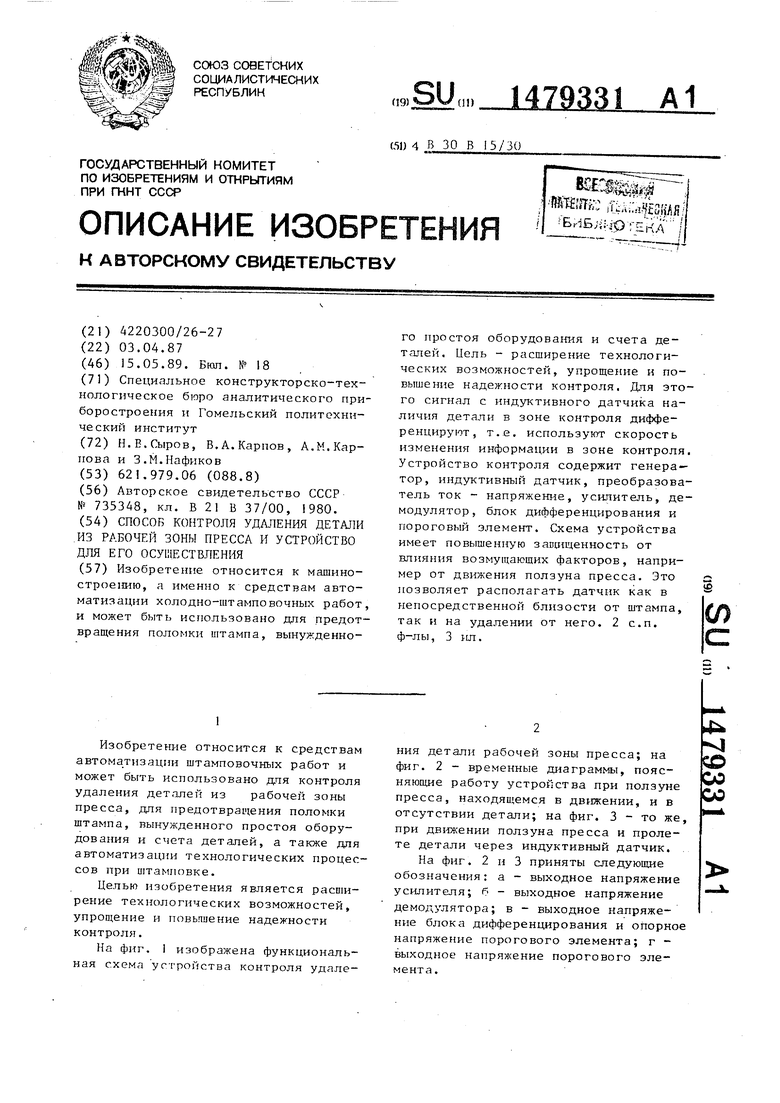

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля удаления детали из рабочей зоны пресса и устройство для его осуществления (его варианты) | 1985 |
|
SU1276525A1 |
| ИНДУКТИВНЫЙ БЕСКОНТАКТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ | 2002 |
|
RU2223567C2 |
| СПОСОБ ТЕМПЕРАТУРНОЙ КОМПЕНСАЦИИ ИНДУКТИВНОГО ДАТЧИКА ПОЛОЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2555200C2 |
| УСТРОЙСТВО ДЛЯ СЧЕТА РАБОЧИХ ХОДОВ ПРЕССА | 2014 |
|
RU2538313C1 |
| Измерительный преобразователь постоянного тока | 1984 |
|
SU1253306A1 |
| Устройство для отбраковки двойных листов | 1986 |
|
SU1330063A1 |
| Измерительный преобразователь постоянного тока | 1984 |
|
SU1287023A1 |
| ЭЛЕКТРОГРАВИРОВАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ФОРМ | 1956 |
|
SU112764A1 |
| Устройство для формирования команд из высокочастотного амплитудно-модулированного измерительного сигнала для приборов контроля зазора между деталями | 1989 |
|
SU1739187A1 |
| ИНДУКТИВНЫЙ ДАТЧИК ТОКА | 2017 |
|
RU2718758C1 |
Изобретение относится к машиностроению, а именно к средствам автоматизации холодно=штамповочных работ, и может быть использовано для предотвращения поломки штампа, вынужденного простоя оборудования и счета деталей. Цель - расширение технологических возможностей, упрощение и повышение надежности контроля. Для этого сигнал с индуктивного датчика наличия детали в зоне контроля дифференцируют, т.е. используют скорость изменения информации в зоне контроля. Устройство контроля содержит генератор, индуктивный датчик, преобразователь ток-напряжение, усилитель, демодулятор, блок дифференцирования и пороговый элемент. Схема устройства имеет повышенную защищенность от влияния возмущающих факторов, например от движения ползуна пресса. Это позволяет располагать датчик как в непосредственной близости от штампа, так и на удалении от него. 2 с.п. ф=лы, 3 ил.
а
Фиг.2.
| Электромагнитный датчик для контроля положения стальных изделий | 1977 |
|
SU735348A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
