(21)4232021/23-02
(22)20.04.87
(46) 15.05.89. Бюл. № 18 (72) А.В о Рудаков
(53)621.357.77(088,8)
(56)Авторское свидетельство СССР № 960321, кл. С 25 D 21/12, 1981.
Авторское свидетельство СССР № 1184875, кл. С 25 D 21/12, 1984.
(54)УСТРОЙСТВО ДЛЯ ПРОМЫШЛЕННОГО ИМПУЛЬСНОГО ЭЛЕКТРООСАЖДЕНИЯ МЕТАЛЛОВ И СПЛАВОВ
(57)Изобретение относится к гальванотехнике и может быть использовано при серебрении волноводов и ламелей, меднении печатных плат и покрытии их гальваническим сплавом олово - свинец и других аналогичных процессах, качество которых зависит от стабильности поддержания параметров техпроцессов . Цель изобретения - получение стабильных в процентном отношении и
более плотных покрытий путем ведения процесса в режиме мощных импульсов тока прямоугольной формы в диапазоне частот до 2000 Гц„ Устройство снабжено двумя стартерными аккумуляторами 11, 12 большой емкости, включенными параллельно регулирующим выпрямителям 9 и 10, обеспечивающим их автоматический подзаряд. Аккулумяторы 9 и 10 являются источниками энергии, которые через анодный и катодный ключевые блоки 5, 6 подключаются непосредственно к электродам ванны. Средние анодные и катодные токи регулируются формирователями 2 3 и ключевыми блоками 5, 6. Частота выходных импульсов регулируется в пределах от О,1 Гц до 2 кГц, а их длительность - от О,1 мс до 5 с. Применение устройства обеспечивает прямоугольную форму импульсов тока на электродах ванны при указанной длительности. 2 ил о
о $
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ГАЛЬВАНИЧЕСКИХ ВАНН ИМПУЛЬСНЫМ ТОКОМ | 1992 |
|
RU2036257C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОЙ МЕТАЛЛИЗАЦИИ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2653515C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2476628C2 |
| Устройство для питания гальванических ванн импульсным током | 1978 |
|
SU785382A1 |
| Устройство для питания гальванических ванн асимметричным током | 1982 |
|
SU1038387A1 |
| Устройство для питания гальванических ванн периодическим током с обратным импульсом | 1984 |
|
SU1174498A1 |
| СПОСОБ НАНЕСЕНИЯ МЕДНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2011 |
|
RU2471020C1 |
| Устройство для автоматического регулирования кислотности электролитов | 1990 |
|
SU1756390A1 |
| Устройство управления процессом электроосаждения | 1989 |
|
SU1654385A1 |
| Устройство для автоматического контроля и регулирования процесса электроосаждения металла | 1979 |
|
SU918340A1 |
Изобретение относится к гальванотехнике и может быть использовано при серебрении волноводов и ламелей, меднении печатных плат и покрытии их гальваническим сплавом олово-свинец и других аналогичных процессах, качество которых зависит от стабильности поддержания параметров техпроцессов. Цель изобретения - получение стабильных в процентном отношении и более плотных покрытий путем ведения процесса в режиме мощных импульсов тока прямоугольной формы в диапазоне частот до 2000 Гц. Устройство снабжено двумя стартерными аккумуляторами 11, 12 большой емкости, включенными параллельно регулирующим выпрямителям 9 и 10, обеспечивающим их автоматический подзаряд. Аккумуляторы 9 и 10 являются источниками энергии, которые через анодный и катодный ключевые блоки 5,6 подключаются непосредственно к электродам ванны. Средние анодные и катодные токи регулируются формирователями 2,3 и ключевыми блоками 5,6. Частота выходных импульсов регулируется в пределах от 0,1 Гц до 2 кГц, а их длительность от 0,1 мс до 5 с. Применение устройства обеспечивает прямоугольную форму импульсов тока на электродах ванны при указанной длительности. 2 ил.
4 1
СО
ел ел
со
Изобретение относится к гальванотехнике и может быть использовано при серебрении волноводов и ламелей, меднении печатных плат и покрытии их гальваническим сплавом олово - свинец, при осаждении сплавов серебро - медь, медь - палладий, палладий - индий и других аналогичных процессах, качество которых зависит от стабильности поддержания параметров техпроцессов.
Цель изобретения - получение стабильных в процентном отношении гальванических сплавов и более плотных мелкокристаллических покрытий путем ведения процессов в режимах с экстремальной плотностью тока, превышающей номинальную для типовых техпроцессов в 10-100 раз, импульсами тока строго прямоугольной формы в диапазоне частот до 2000 Гц.
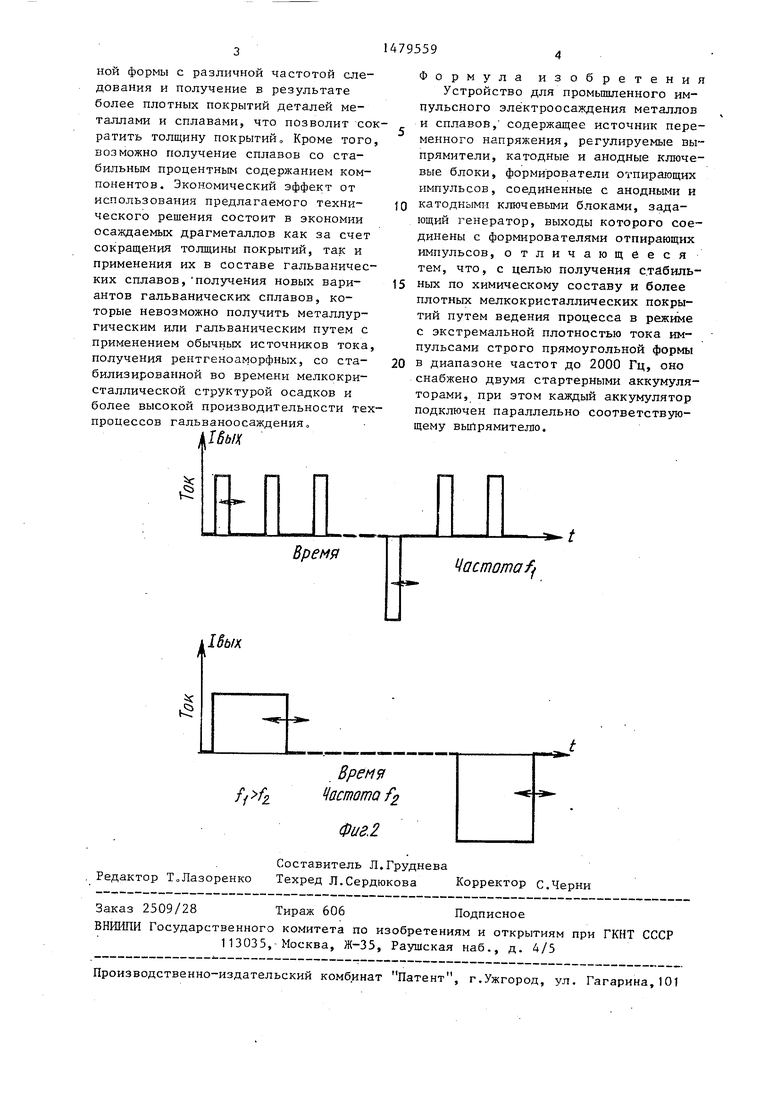
На фиг Л приведена блок-схема устройства; на фиг.2 - временные диаграммы, поясняющие работу устройства.
Устройство содержит генератор 1 регулируемой частоты, формирователи 2 и 3 отпирающих импульсов, управляемые регулируемым делителем 4 частоты, ключевые блоки 5 и 6, через приборы 7 и 8 катодного и анодного токов, подключенные к аноду гальванической ванны, регулируемые выпрямители 9 и 10 подключенные к ключевым блока - и 6 и катоду гальва- нической ва .ы и соединенные параллельно со стартерными аккумуляторами 1 1 и 1 2 большой емкости и играющими роль конденсаторов бесконечно большой емкости,
Регулирование среднего значения катодного тока осуществляется формирователем 2 и ключевым блоком 5, а регулирование среднего значения анодного тока осуществляется формирова- телем 3 и ключевым блоком 6 путем изменения скважности выходных импульсов .
Генератор 1 предназначен для формирования импульсов прямоугольной формы с регулировкой частоты в пределах 0,1 - 2 кГц.
Регулируемьй делитель 4 частоты предназначен для изменения относительного времени протекания катодно- го и анодного процессов (коэффициент реверса) электроосаждения металлов, который обеспечивает установку отношения Tk/Ta в пределах от 5 до со ,
где а
Т к - время.катодного процесса, время анодного процесса
5
Q
5 0
0 5 0
5
o
5
Формирователи 2 и 3 отпирающих импульсов обеспечивают подачу запускающих импульсов заданной частоты и длительности на ключевые блоки 5 (катодный) и 6 (анодный) соответственно.
Ключевые блоки 5 и 6 через измерительные приборы 7 и 8 обеспечивают подключение на время действия запускающих импульсов аккумуляторов 11 и 12 соответственно непосредственно к электродам гальванической ванны.
Регулируемые выпрямители 9 и 10 выполняют роль автоматических под- зарядных устройств для аккумуляторов 11 и 12 соответственно для восполнения энергии, потерянной аккумуляторами. Выпрямители 9 и 10 автоматически включаются при достижении емкости аккумуляторов 30-40% по сравнению с номинальной, а выключаются при 90-100%.
Длительность выходных импульсов тока регулируется в пределах 0,1 мс - 5 с.
Устройство работает следующим образом.
Генератор 1 формирует запускающие импульсы требуемой частоты, которые поступают на формирователи 2 и 3 отпирающих импульсов и одновременно на регулируемый делитель 4 часто ты. Регулируемый делитель 4 частоты вырабатывает строб-импульсы анодного и катодного токов, которые попеременно на время катодного и анодного токов открывают формирователи 2 и 3 отпирающих импульсов. Формирователи 2 и 3 непосредственно управляют ключевыми блоками 5 и 6 с частотой генератора 1 регулируемой частоты с установленной извне скважностью импульсов о Источники напряжения - стар- терные аккумуляторы 9 и 10 через ключевые блоки 5 и 6, приборы 7 и 8 контроле катодного и анодного токов попеременно подключаются к электродам гальванической ванны.
Преимуществом предлагаемого устройства является возможность в про-: мышленных масштабах реализовать электрохимическое осаждение металлов и сплавов импульсами с экстремальной плотностью тока прямоугольной формы с различной частотой следования и получение в результате более плотных покрытий деталей металлами и сплавами, что позволит сократить толщину покрытий. Кроме того, возможно получение сплавов со стабильным процентным содержанием компонентов. Экономический эффект от использования предлагаемого технического решения состоит в экономии осаждаемых драгметаллов как за счет сокращения толщины покрытий, так и применения их в составе гальванических сплавов, получения новых вариантов гальванических сплавов, которые невозможно получить металлургическим или гальваническим путем с применением обычных источников тока, получения рентгеноаморфных, со стабилизированной во времени мелкокристаллической структурой осадков и более высокой производительности техпроцессов гальваноосажденияо
16ых
Время
Фиг.2
Составитель Л.Груднева Редактор Т0Лазоренко Техред Л.Сердюкова Корректор С.Черни
Заказ 2509/28 Тираж 606Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035,-Москва, Ж-35, Раушская наб., д. 4/5
0
5
0
Формула изобретения
Устройство для промышленного импульсного электроосаждения металлов и сплавов, содержащее источник переменного напряжения, регулируемые выпрямители, катодные и анодные ключевые блоки, формирователи отпирающих импульсов, соединенные с анодными и катодными ключевыми блоками, задающий генератор, выходы которого соединены с формирователями отпирающих импульсов, отличающееся тем, что, с целью получения стабильных по химическому составу и более плотных мелкокристаллических покрытий путем ведения процесса в режиме с экстремальной плотностью тока импульсами строго прямоугольной формы в диапазоне частот до 2000 Гц, оно снабжено двумя стартерными аккумуляторами, при этом каждый аккумулятор подключен параллельно соответствующему выпрямителю.
Частота А
f
