(54) УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ И РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРООСАЖДЕНИЯ
I
Изобретение относится к технологии {процесса гальванических покрытий, например серебрения волноводов, меднения печатных плат и других аналогичных процессов, качество которых зависит от Стабильности поддержания параметров процесса.
Известно устройство для автоматического контроля и регулирования прсшесса эпектроосаждения металла, содержащее источник питания и систему автоматического регулирования. Устройство позволяет регулировать ток в ванне с учетом зависимости тока от площади детали i .
Недостатками известного устройст являются обязательное наличие двух ванн (химического обезжиривания и ); обязательное наличие специальногр датчика в нерабочей ваине (измерительного электрода) для опредепения площади поверхности детали, невозможность изменения качества деталей между моментами химического обезжиривания и гапьвано- осаждением металла уже в рабочей ванне. МЕТАЛЛА
Наиболее близким к предлагаемол у по технической сущности и достигаемому результату является устрюйство, содержащее источники напряжения, задатчик пло1 ности тока и систему автоматического регулирования, состоящую из последовательно соединенных усилителя, управляемого выпрямителя и датчиков тока и напряжения, подключенных к рабочим электродам гальванической ванны 2. .
10
В известном устройстве снимается ряд вольтамперных характеристик ваниы, в заданном диапазоне площадей поверхностей покрытия, путем погружения в ванну ряда пластин с известной площадью по- .
IS верхности; выполняется графическое построение семейства Характеристик и нанесение на них линий заданной плотности , методом постоянных приближений агрегат регулируется на две точки построенной
20 линии при погружении в ванну пластин с минимальной и максимальной площадями поверхностей. Эта сложная измернтельносассчетная процедура настройки является существенным недостатком агрегата, снижающий его производительность. Кроме того, это устройство характеризуется недостаточной длл обеспечения высокого качества покрытия точностью поддержания и контроля заданной плотности тока.
Цепь изобретения - повышение качества покрытий и увеличение производительности ванны.
Поставпеннгш цепь достигается тем, что устройство для автоматического контроля и регулирования процесса электро- осаждения металла, содержащее источники напряжения, задатчик плотности тока и систему автоматического регулирования состоящую из последовательно соединенных усилителя, управляемого выпрямителя и датчиков тока и напряжения, подключенных к рабочим электродам гальванической ванны, снабжено прюграммным переключателем, таймером и последовательно соединёнными функциональ№1м преобразователем с. элементом памяти и умножителем, один из входов которого соединен с задатчиком плотности тока, причем два клхода программного переключателя подключены к усилителю, а третий - к функциональному преобразователю, четыре его входа ссютветственно - к,«датчику напряжения, источнику nocTojiHHoro напряжеВИЯ, умножителю и таймеру, а два - к датчику тока.
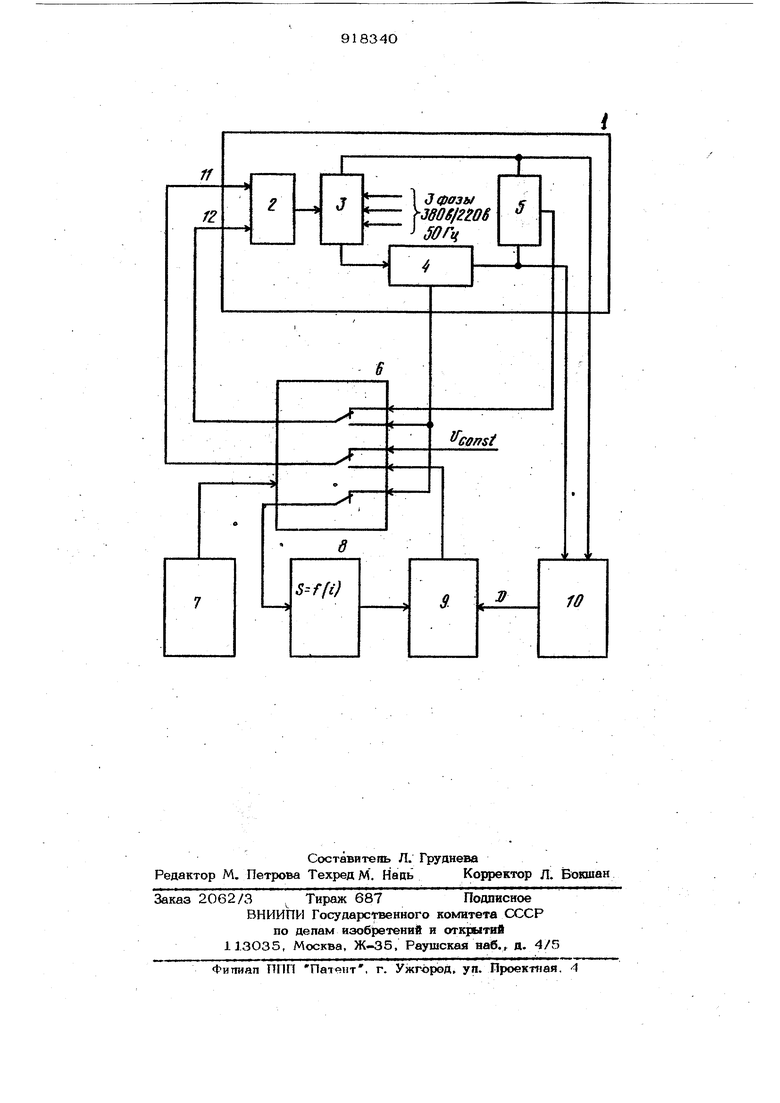
На чертеже представлена блок-схема устройства.
Устройство содержит источники напряжения, задатчик плотности тока (на чертеже не указаны), систему автоматического регулирования 1, состоящую из усилителя 2, управляемого вьшрямителя 3, датчика тока 4 и датчика напряжения 5, программный переключатель 6, таймер 7 и последовательно соединенные функциональный преобразователь 8 с элементом памяти и умножитель 9, один из входов которого соединен с задатчиком плотное- ти тока, причем два выхода программного переключателя 6 подключены к усилителю 2, а третий - к функциональному пре , - . .
образователю 8, четыре его входа соответственно к датчику напряжения 5, иоточнику постоянного напряжения, умноисн; теша 9 и; таймеру 7, а два - к датчику тока 4. Выходы системы .автоматического регулирования 1 подключены к электродам гальванической ванны 1О, Функциональный преобразователь 8 с элементом памяти содержит информацию о характеристике 5 1).
Умножитель 9 вычисляет силу тока как произведение определенной площади на заданную для выбранного гальванического процесса плотность тока (.D).
Программный переключатель 6 вьшолнен с двумя режимами переключения.
Устройство работает слеяукшим образом.
Рабочий цикл устройства состоит из двух частей (режимы I и и). В режиме X (вычисление iioBepXHocTH погруженных в ванну деталей) установочный вход 11 усилителя 2 САР через программный переключатель 6 присоединяется к источнику напряжения Yj. котором снята характеристика Se(.i) ванны , а вход 12 обратной связи САР - к датчику 10 напряжения на ванне.
САР в этом режиме с высокой точностью поддерживает на ванне напряже™® COnst P этом на элементе памяти функционального преобразователя 8 записывается значение тока, по которому на выходе преобразователя этого узла формируется значение величины площади поверхности погруженных в ван деталей. Режим I длится около минуты, после чего таймер 7 переводит устройство в режим |
В этом режиме входы САР 12 и 11 подключаются к выходу умножителя 9 и датчику тока 4 ванны соответственно, ,а вход элемента памяти функционального преобразователя 8 отключается от этого датчика,
В результате САР поддерживает в ванне с высокой точностью ток, вычисляемый в умножителе 9 как произведение заданной плотности тока на вычисленную плсяцадь поверхности S установленных и ванне деталей.
Если, например, устройство выполне- I но на цифрош 1Х элементах, то в качестве элемента памяти функционального преобразователя можно использовать регистр, в качестве функционального преобразоватля и умножителя 9 - постоянное запо- минакшее устройс- во, в качестве переключателя 6 - элементы И-ИЛИ.
Кроме того, таймер 7 устройства может выполнять также фуншши контротга длите льнос1:и гапьванопроцесса,
Предлаг 1емое устройство обеспечивает полную автоматизацию вычисления площадей поверхности обрабатываемых в гальванической ванне деталей и точную стабилизацию тока в ванне на заданную
5. .918340
плотность. Это улучшает качество покрытий и повышает производительность ванПараметры
LteeT серебристо-белый, матовый; структура мелкокристаллическая
Хорошее, после испытания на прочность отслаивания и шелушения не наблюдалось
В срепнемО,8 поры на 1 см на поверхноста 10 ам
12 мкм за 50 мин при заданной площади деталей и ПП1ОТНОСТИ тока Г1)О.5 А/дм5 Возможность оперативного переключения плотноЬти позволяет проводатъ ряд последовательных операций на одном и том же завесе деталей в гальванование: |злектроуплотнение, электрополировку, эпек т кваргевание. Улучшенная точность поддержания оптимальней} плотности дает воэ можность при заданном качестве тия бдвое увеличить плотность тока. На предлагаемых образцах аппараты по сравнению с известной достигнута двойная производительность ванн при улучшении качества покрытий и сохранении штата обслуживающего персонала, не- ключена практически операция ручного кварцевания (местное уплотнение), отходы по браку снизились с 2О до 10%, Формула и 3 о б р е те ни я Устройство для автоматического контроля и регулирования процесса электроосаждения металла, содержащее источники напряжения, задатчик. плотности TOica и систему автоматического регулирования, состоящую из последовательно соединенШ)1Х усилителя, управляемого выпрямите-
ны по сравнению с известным устройством {см. таблицу).
ВАКР
Макет установки
Цвет серебристо-белый с блеском структура осадка более плотная, мелкокристаллическая
Хорошее, после испытани на прочность отслаивания и шелушения не наблюдалось
В среднем О,3 поры на 1 см на поверхности ID дм
12 мкм за 20 мин при автоматическом определении площади деталей и заданной плотности тока О,/ Э,5 А/дм ЛЯ и датчиков тока и напряжения, подклхученных к рабочим электродам гальванической ванны, отличающееся тем, что, с целью повышения качества покрытий и увеличения производитепьяосм ти ванны, оно снабжено программным переключателем, таймером и последовательно соединенными функциональным преобразователем с элементом памяти и умножителем, один из входов которого соединен с задатчиком плотности тока, причей два выхода программного переключателя подключены кусилителю, а третий - к функдионашэиому преобразователю, четыре его входа соответственно - к датчику напряжения, источнику посто1шного иапря жения, умножителю и таймеру, а два - к датчику тока. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР Mb 6О0217, кл. С 2511 21/12, 1976. 2.Агрегат выпрямительный реверсив-, шли типа ВАКР-100-12У4. Быстро ский электротехнический завод 722230, Киргизская ССР, И. Быстровка.
rz
1 дфозы 380gl2W6 J SO Гц
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1985 |
|
SU1271917A1 |
| Установка для нанесения гальванопокрытий | 1983 |
|
SU1113432A1 |
| Способ определения площади деталей при гальваническом процессе и устройство для его осуществления | 1986 |
|
SU1315531A1 |
| Устройство управления процессом нанесения гальванического покрытия заданной толщины | 1991 |
|
SU1813814A1 |
| Устройство для измерения толщины гальванических покрытий | 1979 |
|
SU973675A1 |
| Устройство контроля и автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU899735A1 |
| Установка для нанесения гальванопокрытий | 1984 |
|
SU1196422A2 |
| Способ управления процессом нанесения гальванопокрытий | 1985 |
|
SU1265221A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |