1
Изобретение относится к технологии изготовления магнитопроводов и может быть использовано в электротехнической промышленности.
Целью изобретения является повышение производительности и улучшение качества магнитопроводов путем уменьшения полей магнитного рассеяния и повреждения изоляции электрической обмотки.
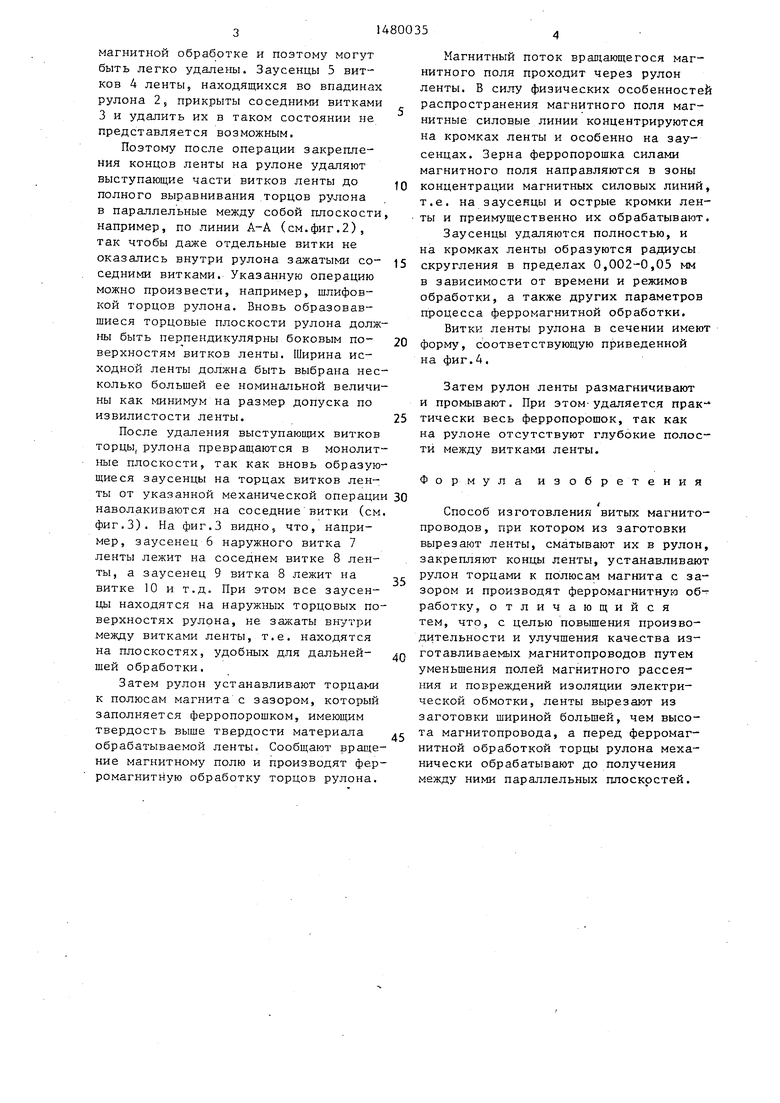
На фиг.1 показана лента магнито- провода после механического вырезания ее, скрученная в рулон; на фиг.2 - узел I на фиг.1 в увеличенном масштабе; на фиг.З - то же, после удаления выступающих частей витков с торца рулона; на фиг.4 - то же, после ферромагнитной обработки.
Способ изготовления витых магни1- тов осуществляется следующим образом.
Ленту 1 вырезают из листовой, рулонной электротехнической стали (пермаллоя, пермендюра или другого маг- нитопроводного материала), например, роликовыми ножницами. Сматывают ленту в рулон 2 без размещения между ее витками технологической прокладки. Закрепляют концы ленты на рулоне 2, например, точечной сваркой.
Ввиду того, что абсолютно прямолинейно разрезать ленту невозможно, лента по длине имеет некоторую извилистость (саблевидность). При плотном сматывании такой ленты в рулон 2 отдельные витки 3 ее выступают над торцовой поверхностью рулона 2, а другие витки 4 находятся во впадинах между соседними витками. Заусенцы 5 выступающих витков 3 ленты свободны для доступа ферропорошка при ферро
оо
со ел
магнитной обработке и поэтому могут быть легко удалены. Заусенцы 5 витков 4 ленты, находящихся во впадинах рулона 2S прикрыты соседними витками 3 и удалить их в таком состоянии не представляется возможным.
Поэтому после операции закрепления концов ленты на рулоне удаляют выступающие части витков ленты до полного выравнивания торцов рулона в параллельные между собой плоскости, например, по линии А-А (см.фиг.2), так чтобы даже отдельные витки не оказались внутри рулона зажатыми соседними витками. Указанную операцию можно произвести, например, шлифовкой торцов рулона. Вновь образовавшиеся торцовые плоскости рулона должны быть перпендикулярны боковым поверхностям витков ленты. Ширина исходной ленты должна быть выбрана несколько большей ее номинальной величины как минимум на размер допуска по извилистости ленты.
После удаления выступающих витков торцы, рулона превращаются в монолитные плоскости,, так как вновь образующиеся заусенцы на торцах витков ленты от указанной механической операции наволакиваются на соседние витки (см. фиг.З). На фиг.З видно, что, например, заусенец 6 наружного витка 7 ленты лежит на соседнем витке 8 ленты, а заусенец 9 витка 8 лежит на витке 10 и т.д. При этом все заусенцы находятся на наружных торцовых поверхностях рулона, не зажаты внутри между витками ленты, т.е. находятся на плоскостях, удобных для дальнейшей обработки.
Затем рулон устанавливают торцами к полюсам магнита с зазором, который заполняется ферропорошком, имеющим твердость выше твердости материала обрабатываемой ленты. Сообщают вращение магнитному полю и производят ферромагнитную обработку торцов рулона.
0
0
5
5
0
5
Магнитный поток вращающегося магнитного поля проходит через рулон ленты. В силу физических особенностей распространения магнитного поля магнитные силовые линии концентрируются на кромках ленты и особенно на заусенцах. Зерна ферропорошка силами магнитного поля направляются в зоны концентрации магнитных силовых линий, т.е. на заусенцы и острые кромки ленты и преимущественно их обрабатывают.
Заусенцы удаляются полностью, и на кромках ленты образуются радиусы скругления в пределах 0,002-0,05 мм в зависимости от времени и режимов обработки, а также других параметров процесса ферромагнитной обработки.
Витки ленты рулона в сечении имеют форму, соответствующую приведенной на фиг.4.
Затем рулон ленты размагничивают и промывают. При этом удаляется прак- тически весь ферропорошок, так как на рулоне отсутствуют глубокие полости между витками ленты.
Формула изобретения
t
Способ изготовления витых магнитопроводов, при котором из заготовки вырезают ленты, сматывают их в рулон, закрепляют концы ленты, устанавливают рулон торцами к полюсам магнита с зазором и производят ферромагнитную обработку, отличающийся тем, что, с целью повышения производительности и улучшения качества изготавливаемых магнитопроводов путем уменьшения полей магнитного рассеяния и повреждений изоляции электрической обмотки, ленты вырезают из заготовки шириной большей, чем высота магнитопровода, а перед ферромагнитной обработкой торцы рулона механически обрабатывают до получения между ними параллельных плоскостей.
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопроводов | 1981 |
|
SU1001331A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1986 |
|
SU1417115A2 |
| Устройство для обработки ферромагнитным порошком пластин магнитопроводов электрических машин | 1982 |
|
SU1023551A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1987 |
|
SU1525821A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления пластин пакетов магнитопроводов | 1981 |
|
SU964870A1 |
| Устройство для обработки пакетов магнитопроводов | 1984 |
|
SU1254573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА МАГНИТНОЙ СИСТЕМЫ ТРАНСФОРМАТОРА ИЛИ РЕАКТОРА | 2015 |
|
RU2585008C1 |
| Способ изготовления магнитопроводов | 1985 |
|
SU1387110A1 |
Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении магнитопроводов. Цель изобретения -повышение производительности и улучшение качества магнитопроводов путем уменьшения полей магнитного рассеяния и повреждения изоляции электрической обмотки. Ленту вырезают из рулонной стали и сматывают ее. Концы ленты закрепляют. При плотном сматывании ленты одни витки ее выступают над торцовой поверхностью рулона, а другие находятся во впадинах. Заусенцы витков, находящихся во впадинах, удалить очень трудно. Поэтому удаляют выступающие части витков ленты до полного выравнивания торцов рулона в параллельные между собой плоскости, например, шлифовкой. Затем удаляют заусенцы ферромагнитной обработкой. 4 ил.
691
I
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления магнитопроводов | 1981 |
|
SU1001331A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
