00 00
Изобретение относится к технологии изготовления электрических машин и может быть использовано в приборостроении и электротехнической промьш ленности, преимущественно для изготовления магнитопроводов магнитных головок магнитофонов.
Цель изобретения повьшение ка-, чества изготавливаемых магнитопрово- дов. „
На чертеже схематично представлен положение магнитопровода типа магнитной головки в процессе изготовления.
Способ изготовления магнитопрово- дов осзтцествляется следующим образом
Предварительно изолированные пластины соединяют в пакет, например, склеиванием, производят механическую обработку пакета, например, шлифова- нием, для получения требуемой геометрической формы.
При изготовлении магнитопроводов магнитных головок пакет закрепляют в немагнитопроводном экране, например склеиванием, оставляя открытой рабочую поверхность магнитопровода.
Магнитопровод, например, смонтиро ванньш в магнитной головке 1, закрепляют в пиноли 2 и с помощью магнито- проводного поворотного ложемента 3 устанавливают у периферийной зоны рабочей поверхности полюсного наконечника 4 с зазором относительно последнего так, чтобы ось симметрии магнитопровода, проходящая через рабочий зазор магнитной головки, была перпендикулярна оси вращения полюсного наконечника 4 и пересекала ее. Затем разворачивают магнитную головку 1 на угол, вершина которого направлена в сторону, противоположную направлению вращения полюсного наконечника 4. В зазор подают ферропоро- шок 5, который удерживается силами магнитного поля, и сообщает вращение полюсному наконечнику 4, сохраняя установленное положение магнитопровода магнитной головки 1. Осуществляется процесс магнитно-абразивной обработки
Ферропорошок, скапливаясь на концентраторах магнитного потока полюсного наконечника, выполненных в виде радиальных V-образных выступов, формирует упругую абразивную щетку, которая, набегая в процессе вращения полюсного наконечника на рабочую по- верхность магнитопровода магнитной головки, осуществляет ее обрабс: к$, о
,
. ю
|5
20 25 зо i
35
40
45
При зтом происходит быстрый съем заусенцев и небольшое скругление кромок примыкающих листов электротехни- ческой стали или пермаллоя. Слой клея, соединяющего пластины пакета, срезается на величину, примерно равную радиусу скругления кромок.
На основании проведенных экспериментальных исследований установлено, что оптимальный уголл разворотармаг- нитной головки лежит в диапазоне 3 - 20° и определяется в каждом конкретном случае обработки в зависимости от совокупности следующих параметров: геометрической, формы рабочей поверхности магнитной головки, скорости ре- , величины индукции магнитного поля и магнитной проницаемости материала магнитопровода и зерен ферро- порошка, а также времени обработки изделия.
При этом магнитный зазор между входной кромкой магнитопровода и плоскостью, проходящей через верши- концентраторов магнитного потока на полюсном наконечнике, должен удовлетворять условиям резания при магнитно-абразивной обработке и быть не меньше суммарной величины 2-3 зерен ферропорошка, применяемого для обработки.
Максимальный азор между обрабатываемой поверхностью магнитопровода магнитной головки и плоскостью вершин концентраторов магнитного потока полюсного наконечника не должен пре- вьш1ать высоты ферропорошковой щетки
Формулаизобретения
Способ изготовления магнитопроводов, включающий изолирование пластин, соединение их в пакет, механическую обработку, установку пакета с зазором в магнитное поле полюсного наконечника и магнитно-абразивную обработку при вращении полюсного наконечника, отличающийся тем, что, с целью повышения качества изготавливаемых магнитопроводо в, пакет размещают у периферийной зоны рабочей поверхности полюсного наконечника так, что его ось симметрии перпендикулярна оси вращения полюсного наконечника и пересекает ее, затем разворачивают пакет в плоскости, яерпекдикулйркой рабочей поверх1387110.
3
ности, на угол, вершина которого на- направлению вращения полюсного нако- правлена в сторону, противоположную нечника.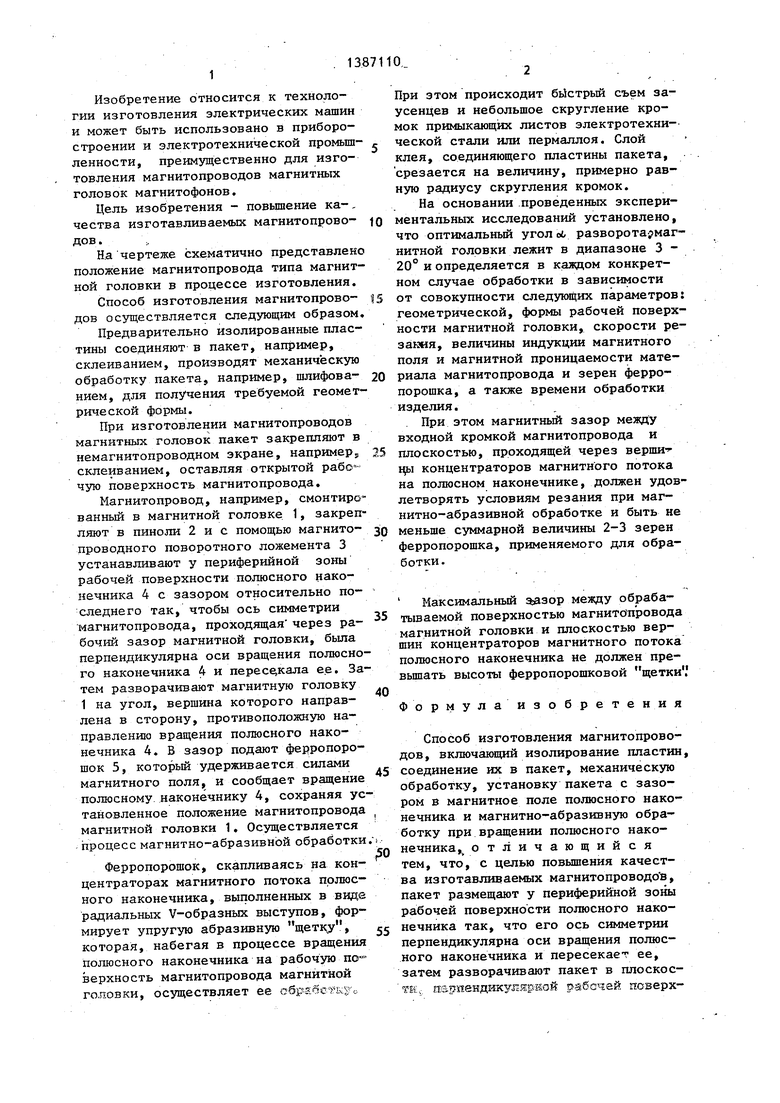
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1982 |
|
SU1064381A1 |
| Устройство для обработки пакетов магнитопроводов | 1982 |
|
SU1045330A1 |
| Устройство для снятия заусенцев с ленты витых магнитопроводов | 1987 |
|
SU1525821A2 |
| Устройство для магнитно-абразивной обработки листовых материалов | 1979 |
|
SU859127A1 |
| Способ обработки лезвий режущих инструментов | 1989 |
|
SU1689042A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1673410A1 |
| Устройство для магнитно-абразивной обработки полых деталей типа тел вращения | 1983 |
|
SU1161352A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1646808A1 |
| Устройство для обработки ферромагнитным порошком пластин магнитопроводов электрических машин | 1982 |
|
SU1023551A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
Изобретение относится к технологии изготовления электрических машин, может быть использовано в приборостроении и электротехнической про- мьшшенности, преимущественно для изготовления магнитопроводов магнитных головок магнитофонов. Целью изобретения является повьшение качества изготавливаемых магнитопроводов. Магнито- провод, смонтированный в магнитной головке 1, закрепляют в пиноли 2 и с помощью магнитопроводного поворотного ложемента 3 устанавливают у периферийной зоны рабочей поверхности полюсного наконечника 4 с зазором таким образом, чтобы ось симметрии маг- нитопровода, проходящая через рабочий зазор магнитной головки, была перпендикулярна оси вращения полюсного наконечника 4 и пересекала ее. Затем разворачивают магнитную головку 1 на угол, вершина которого направлена в сторону, противоположную направлению вращения полюсного наконечника 4. В зазор подают ферропорошок 5, ко- торьм удерживается силами магнитного поля, и сообщают вращение полюсному наконечнику 4, сохраняя установленное положение магнитопровода магнитной головки. 1 ил. Q (Л
| Авторское свидетельство СССР № 756555, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
