Изобретение относится к щетинно- щеточной отрасли легкой промышленности и предназначено для изготовления кистей малярных.
Цель изобретения - улучшение условий труда и качества изделий.
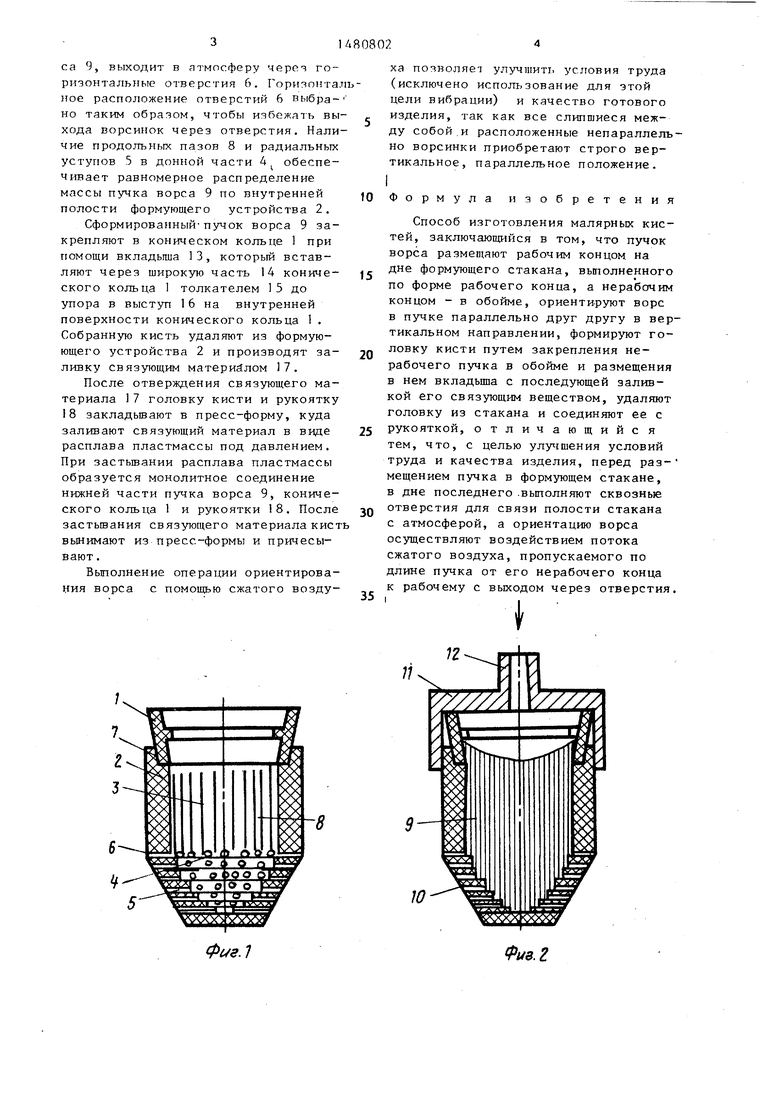
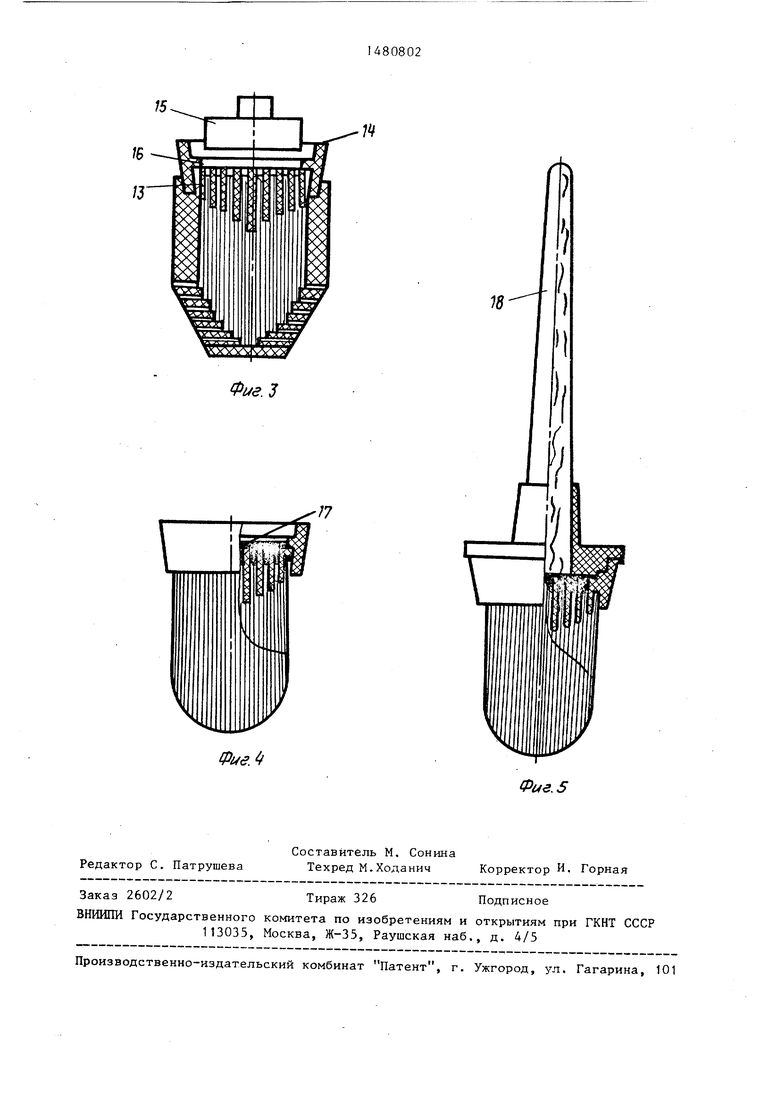
На фиг. 1-3 изображена технологическая последовательность сборки головки кисти малярной; на фиг. 4 - готовая головка кисти малярной; на фиг. 5 - кисть малярная, общий вид
Коническое кольцо 1 вставляют в формующий стакан 2, имеющий внутреннюю полость 3 со сферообраз- ной донной частью 4, с радиальными уступами 5, горизонтальными отверстиями 6, расположенными по периметру радиальных уступов 5, уступ 7 в верхней части для установки и фиксации конического кольца 1, продольные пазы 8 на боковой конической поверхности.
Пучок ворса 9 вставляют через коническое кольцо 1 с ориентацией по вершинкам ворса 10 в формующий стакан 2. Формующий стакан 2 с пучком ворса 9 закрывают герметично крышкой 11 со штуцером 1 2. Через штуцер 1 2 подают сжатый воздух, который, проходя через пучок 9, ориентирует ворсинки параллельно друг другу в вертикальном направлении и заставляет его опуститься до донной части 4. Сжатый воздух, пройдя через пучок ворЈъ
оо о
00
о
ЬО
са 9, выходит в атмосферу через горизонтальные отверстия 6. Горизонталное расположение отверстий 6 выбрано таким образом, чтобы избежать выхода ворсинок через отверстия. Наличие продольных пазов 8 и радиальных уступов 5 в донной части 4 обеспечивает равномерное распределение массы пучка ворса 9 по внутренней полости формующего устройства 2.
Сформированный-пучок ворса 9 закрепляют в коническом кольце 1 при помощи вкладыша 13, который вставляют через широкую часть 14 конического кольца 1 толкателем 15 до упора в выступ 16 на внутренней поверхности конического кольца 1 . Собранную кисть удаляют из формую- ющего устройства 2 и производят заливку связующим материалом 17.
После отверждения связующего материала 17 головку кисти и рукоятку 18 закладывают в пресс-форму, куда заливают связующий материал в виде расплава пластмассы под давлением. При застьюании расплава пластмассы образуется монолитное соединение нижней части пучка ворса 9, конического кольца 1 и рукоятки 18. После застывания связующего материала кист вынимают из пресс-формы и причесывают .
Выполнение операции ориентирования ворса с помощью сжатого возду5
ха позволяет улучшить условия труда (исключено использование для этой цели вибрации) и качество готового изделия, так как все слипшиеся между собой и расположенные непараллельно ворсинки приобретают строго вертикальное, параллельное положение.
I Формула изобретения
Способ изготовления малярных кистей, заключающийся в том, что пучок ворса размещают рабочим концом на дне формующего стакана, выполненного по форме рабочего конца, а нерабочим концом - в обойме, ориентируют ворс в пучке параллельно друг другу в вертикальном направлении, формируют головку кисти путем закрепления нерабочего пучка в обойме и размещения в нем вкладыша с последующей заливкой его связующим веществом, удаляют головку из стакана и соединяют ее с рукояткой, отличающийся тем, что, с целью улучшения условий труда и качества изделия, перед раз- мещением пучка в формующем стакане, в дне последнего .выполняют сквозные отверстия для связи полости стакана с атмосферой, а ориентацию ворса осуществляют воздействием потока сжатого воздуха, пропускаемого по длине пучка от его нерабочего конца к рабочему с выходом через отверстия.
0
5
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления малярной кисти | 1987 |
|
SU1583081A1 |
| Способ изготовления малярных кистей | 1983 |
|
SU1220621A1 |
| Малярная кисть | 1984 |
|
SU1220622A1 |
| Малярная кисть | 1977 |
|
SU674742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛЯРНЫХ КИСТЕЙ | 1972 |
|
SU333933A1 |
| Устройство для запрессовки щетины в обойму при изготовлении кисти | 1978 |
|
SU867371A1 |
| Малярная кисть | 1976 |
|
SU587223A1 |
| КИСТЬ | 2004 |
|
RU2262283C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЯРНЫХКИСТЕЙ | 1979 |
|
SU824970A1 |
| Малярная кисть | 1989 |
|
SU1673035A1 |
Изобретение относится к щетинно-щеточному производству. Цель изобретения - улучшение условий труда и качества изделий. Способ изготовления малярных кистей, заключающийся в том, что пучок ворса размещают рабочим концом на дне формирующего стакана, выполненного по форме рабочего конца, а нерабочим концом - в обойме, ориентируют ворс в пучке параллельно друг другу в вертикальном направлении, формируют головки кисти путем закрепления нерабочего конца пучка в обойме и размещения в нем вкладыша с последующей заливкой его связующим веществом. Головку удаляют из стакана и соединяют с рукояткой. Перед размещением пучка в формующем стакане в дне последнего выполняют сквозные отверстия для связи полости стакана с атмосферой, а ориентацию ворса осуществляют воздействием потока сжатого воздуха, пропускаемого по длине пучка от его нерабочего конца к рабочему с выходом через отверстия. 5 ил.
Фиг Л
10
Физ.2
75
/3
Фиг.З
Фмг.Ь
18
| Способ изготовления малярных кистей | 1983 |
|
SU1220621A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
