Изобретение относится к стекольной промышленности.
Цель изобретения - повышение температурной однородности стекломассы.
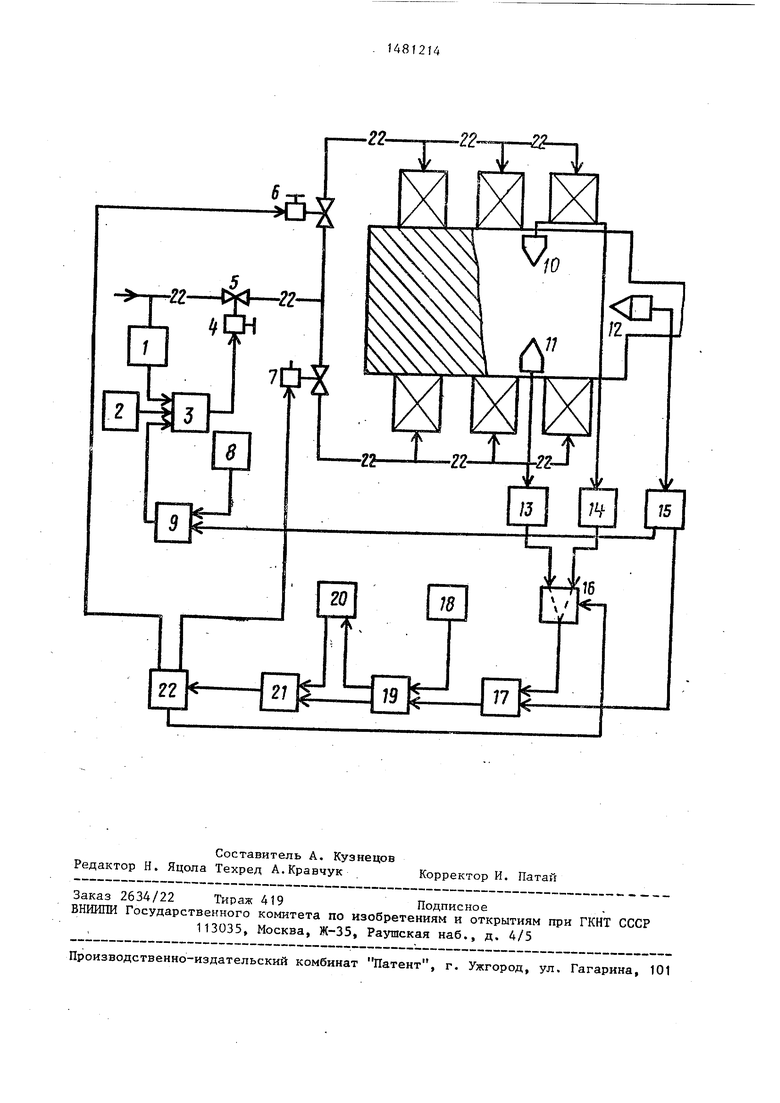
На чертеже приведена схема устройства, реализующего способ управления стекловаренной регенеративной печью.
Сущность способа состоит в следующем. Выработочный поток стекломассы формируется из центрального потока стекломассы (по продольной оси печи) и боковых потоков. Температура центрального потока стабилизирована за счет коррекции расхода топлива по температуре, измеренной по продольной оси печи. Температура стекломассы с боковых сторон печи колеблется за время между переводами. Эти колебания связаны как с особенностями работы регенеративных печей, когда одна сторона (работающая) нагревается от факела, а другая (неработающая) остывает, так и с действием местных возмущений из-за нарушений процесса сжигания топлива по горелкам и др. При наличии указанных возмущений управление переводом пламени осуществляют по разности температур, измеренных в подсводовом пространстве и на необогреваемой стороне печи, когда эта разность достигнет заданной величины.
Устройство содержит контур регулирования расхода топлива, состоящий из датчика 1 и задатчика 2 расхода топлива, регулятора 3, исполнительного механизма 4 с регулирующим органом 5, установленным на общем топливопроводе к горелкам левой и правой стороны печи, переводные механизмы 6 и 7 (на чертеже переводной механизм 7 закрыт, а механизм 6 отро
ю
крыт - топливо поступает к горелкам левой стороны печи, механизмы перево да воздуха и отходящих газов не показаны), задатчик 8 температуры, корректирующий регулятор 9, преобразователи температуры, состоящие из датчиков 10 - 12 температуры, установленных соответственно с левой и правой сторон и по продольной оси печи под сводом перед проточной стеной, и измерительных приборов 13 - 15 с выходными преобразователями, блок 16 переключений, блок 17 вычитания, задатчик 18, пороговый эле- меит 19, задатчик 20 времени, элемент ИЛИ 21 и командный блок 22.
Управление стекловаренной регенеративной печью осуществляется следу- ющим образом.
С помощью контура регулирования, состоящего из датчика 1, задатчика 2 регулятора 3 и исполнительного механизма 4 с регулирующим органом 5, поддерживается заданный расход топлива, поступающего через переводной механизм 6 к горелкам левой стороны печи. При отклонении температуры, измеренной с помощью датчика 12 и измерительного прибора 15, от значения, установленного на задатчике 8, корректирующий регулятор 9 изменяет задание по расходу топлива так, чтобы температура под сводом, а следовательно, на выходе варочной части печи была постоянной.
При подаче топлива в горелки левой стороны печи температура ее правой стороны после перевода направле- ния пламени падает. Сигнал, пропорциональный температуре правой (необогреваемой) стороны печи, от датчика 11 через измерительный прибор 13 и замкнутые контакты блока 16 переклю- чений подается на первый вход блока 17 вычитания, на второй вход которого подается сигнал с прибора 15. Если разность сигналов с измерительных приборов 13 и 15 превышает заданное на задатчике 18 значение, то срабатывает пороговый элемент 19, который своими выходными контактами включает через элемент ИЛИ 21 командный блок 22 - производится перевод направления пламени: переводной механизм 6 закрывается, а механизм 7 открывается - топливо поступает к
Q
5
0
5
горелкам правой стороны печи, блок
16переключений подключает к блоку
17вычитания измерительный прибор 14. Так как левая сторона была работающей, то величины отклонений сигналов с датчиков 10 и 12 незначительно отличаются друг от друга, и разность между сигналами с приборов 14 и 15 не превышает задания, поэтому пороговый элемент переключается
в исходное состояние - схема подготовлена к работе. Следующий перевод направления пламени происходит в тот момент, когда разность сигналов с приборов 14 и 15 превышает заданное значение или когда подается сигнал с задатчика 20 времени через заданный промежуток времени (уставка времени чаще всего устанавливается в 30 мин).
Преимущество предлагаемого способа заключается в том, что благодаря коррекции перевода направления пламени по разности температур, измеренных по продольной оси печи и одной (неработающей) ее сторон, достигается высокая температурная однородность стекломассы, поступающей из варочной части печи на выработку. Экономический эффект от внедрения способа управления стекловаренной регенеративной печью достигается за счет улучшения качества стекломассы, что позволяет снизить брак при формовании (от разнотолщинности, снижения прочности, разрушения геометрии) на 2-3%.
Формула изобретения
Способ управления стекловаренной регенеративной печью, включающий измерение температуры в подсводовом пространстве и по боковым сторонам печи, определение отклонения температуры в подсводовом пространстве от заданного, коррекцию расхода топлива в зависимости от этого отклонения и перевод направления пламени, отличающийся тем, что, с целью повышения температурной однородности стекломассы, определяют разность температур подсводового пространства и на необогреваемой боковой стороне печи, а перевод направления пламени осуществляют при равенстве определяемого и заданного значений.
6
вд
-г-гг-РЙ-22- CH
1
А
0fe
22JZ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управленияТЕМпЕРАТуРНыМ РЕжиМОМ B ВАРОчНОйчАСТи СТЕКлОВАРЕННОй пЕчи | 1979 |
|
SU800142A1 |
| Способ автоматического управления регенеративной стекловаренной печью | 1978 |
|
SU743965A1 |
| Способ управления тепловым режимом стекловаренной регенеративной печи | 1990 |
|
SU1738763A1 |
| Способ управления тепловым режимом стекловаренной регенеративной печи | 1990 |
|
SU1738762A1 |
| Устройство для регулирования стекловаренной печи | 1986 |
|
SU1392033A1 |
| Система управления тепловым режимом стекловаренной печи | 1978 |
|
SU753793A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ДОЗИРОВАНИЯ МАЗУТА, ПОДАВАЕМОГО В РЕГЕНЕРАТИВНЫЕ СТЕКЛОВАРЕННЫЕПЕЧИ | 1972 |
|
SU334480A1 |
| Способ стабилизации температурного режима в стекловаренной печи | 1980 |
|
SU885158A1 |
| Способ варки стекла | 1981 |
|
SU975596A1 |
| Стекловаренная печь | 1986 |
|
SU1375575A1 |
Изобретение относится к стекольной промышленности и позволяет повысить температурную однородность стекломассы. Для достижения этой цели определяют разность температур подсводного пространства и на необогреваемой боковой стороне печи и перевод направления пламени осуществляют при равенстве определяемого и заданного значений. 1 ил.
| Способ автоматического управленияТЕМпЕРАТуРНыМ РЕжиМОМ B ВАРОчНОйчАСТи СТЕКлОВАРЕННОй пЕчи | 1979 |
|
SU800142A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Лаптев В.И | |||
| Автоматический контроль и регулирование технологических процессов в производстве стеклотары.- М.: Легкая индустрия, 1977, с.76-82. | |||
