Изобретение относится к области контактной сварки и может быть использовано для измерения сварочного тока при настройке контактных машин на заданные режимы и в системах автоматического управления с обратной связью по току.
Ток сварки является одним из основных электрических параметров, характеризующих протекание процесса формирования ядра, и позволяет прогнозировать качество сварного соединения. Измерение тока при контактной сварке возможно как со стороны вторичного контура, так и со стороны первичной обмотки сварочного трансформатора. При размещении датчика тока (пояс Роговского, датчик Холла и др.) со стороны вторичного контура на точность измерений существенное влияние оказывают электромагнитные помехи, а при размещении датчика (датчик Холла, измерительный шунт, трансформатор тока и др.) со стороны первичной обмотки сварочного трансформатора на точность измерений влияет ток намагничивания.
Известен способ измерения действующего значения сварочного тока, предусматривающий подачу напряжения, пропорционального производной сварочного тока, с выхода пояса Роговского на вход первого интегратора, с выхода которого снимают величину, пропорциональную мгновенному значению сварочного тока, которую затем возводят в квадрат, интегрируют, извлекают квадратный корень при помощи аналоговых функциональных преобразователей и запоминают действующее значение тока [Орлов Б.Д. Контроль точечной и роликовой электросварки / Б.Д.Орлов, П.Л.Чулошников, В.Б.Верденский, А.Л.Марченко // М.: Машиностроение, 1973. - С.136-139].
Этот способ требует размещения датчика во вторичном контуре и имеет достаточно большую погрешность вследствие электромагнитных помех.
Известен способ измерения действующего значения сварочного тока, предусматривающий на выходе датчика тока получение напряжения, пропорционального мгновенному значению сварочного тока, измерение и запоминание амплитуды тока, угла открытия сварочных тиристоров и длительности их включенного состояния, подачу сигналов, пропорциональных этим величинам, на вычислительный блок и вычисление действующего значения сварочного тока по заданному алгоритму [Авторское свидетельство СССР № 490599, кл. В23К 11/24, 1975].
Данное изобретение позволяет упростить аппаратную часть за счет отказа от измерения большого числа мгновенных значений сварочного тока, однако для достижения требуемой точности необходимы значительные вычислительные мощности, обеспечивающие отслеживание взаимосвязи действующего значения сварочного тока и таких параметров, как его амплитуда, угол открытия и длительность включенного состояния тиристоров. Кроме того, не устраняется влияние электромагнитных помех при измерениях со стороны вторичного контура и погрешность от тока намагничивания при измерениях со стороны первичной обмотки трансформатора.
Наиболее близким к изобретению является способ измерения сварочного тока при помощи измерительного преобразователя, предусматривающий в каждом импульсе тока подачу напряжения, пропорционального величине тока в первичной обмотке сварочного трансформатора, на вход блока электромагнитной модели трансформатора, на выходе которого получают напряжение, пропорциональное величине сварочного тока в условиях отсутствия остаточного тока намагничивания, из которого вычитают значение напряжения, равное напряжению на выходе блока электромагнитной модели трансформатора перед прохождением очередного импульса тока [Авторское свидетельство СССР № 1590282, кл. В23К 11/24, 1990].
Данное изобретение позволяет учесть влияние тока намагничивания при проведении измерений со стороны первичной обмотки сварочного трансформатора, однако для его осуществления требуется проведение предварительных замеров по определению индуктивности и активного сопротивления сварочного контура, а также индуктивностей намагничивания и рассеивания. Необходимо учесть, что в процессе сварки активное сопротивление сварочного контура постоянно изменяется во времени из-за динамического сопротивления участка «электрод-электрод», что может сказаться на точности определения сварочного тока.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении точности и упрощении измерения сварочного тока путем измерения тока со стороны первичной обмотки сварочного трансформатора и учета тока намагничивания.
Поставленная задача достигается тем, что в способе измерения сварочного тока в процессе контактной сварки, включающем измерение действующего значения тока I1 со стороны первичной обмотки сварочного трансформатора, измерение действующего значения сварочного тока I2 и длительности tλ импульса сварочного тока со стороны вторичного контура, измеряют мгновенное значение i1(tλ) тока со стороны первичной обмотки трансформатора в момент окончания импульса сварочного тока длительностью tλ, а величину действующего значения сварочного тока I2 определяют в соответствии с формулой:

где 0,5Т - половина периода сетевого напряжения;
К - коэффициент трансформации на выбранной ступени сварочного трансформатора.
Измерение мгновенного значения i1(tλ) тока со стороны первичной обмотки трансформатора в момент окончания импульса сварочного тока длительностью tλ позволяет судить о величине намагничивающего тока i0, который в момент tλ равен току i1 со стороны первичной обмотки трансформатора.
Вычисление действующего значения сварочного тока по формуле (1) позволяет учесть влияние намагничивающего тока i0 на действующее значение тока i1, что значительно упрощает аппаратную и программную части устройства для измерения сварочного тока и дает погрешность, обычно не превышающую 3%.
Изобретение иллюстрируется чертежами, на которых представлены:
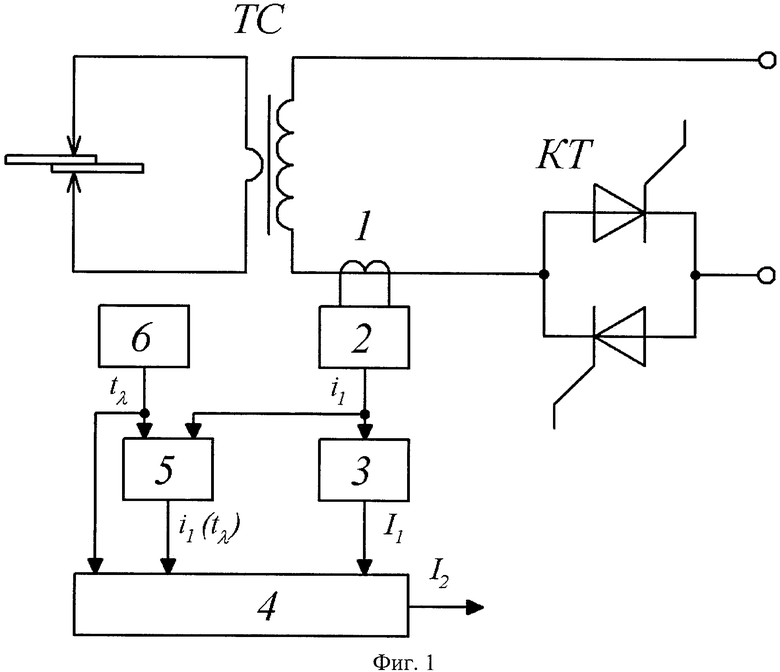
на фиг.1 - функциональная схема устройства для измерения сварочного тока;
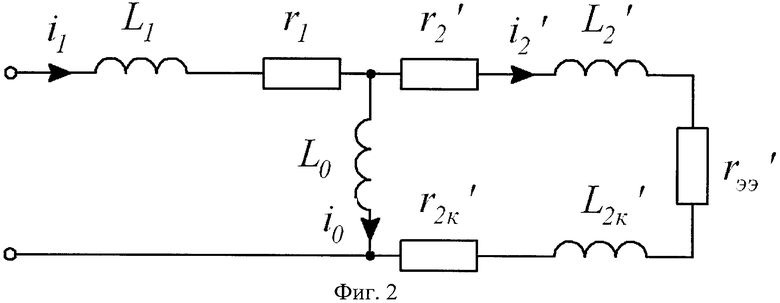
на фиг.2 - принятая схема замещения сварочного трансформатора;
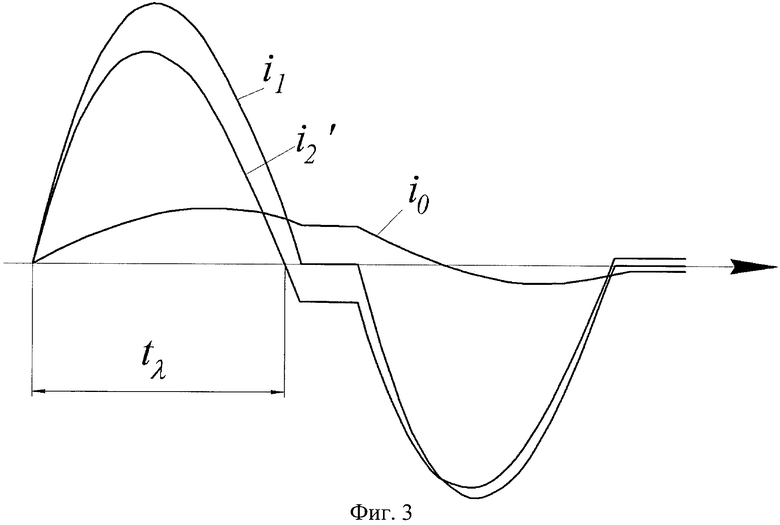
на фиг.3 - диаграммы мгновенных значений тока со стороны первичной обмотки трансформатора i1, тока намагничивания i0 и приведенного к первичной обмотке трансформатора вторичного тока i2'.
Способ измерения сварочного тока реализуется на стандартных машинах контактной сварки, содержащих (фиг.1) сварочный трансформатор ТС, подключаемый к сети переменного тока промышленной частоты через тиристорный контактор КТ. Функциональная схема устройства, реализующего предлагаемый способ, включает в себя датчик тока 1, функциональный блок 2, формирователь действующего значения тока 3, блок вычисления сварочного тока 4, блок памяти 5 и датчик длительности сварочного импульса 6.
К выходу датчика тока 1 последовательно подключены функциональный блок 2, формирователь действующего значения тока 3 и блок вычисления сварочного тока 4, к другому входу которого подключены блок памяти 5 и датчик длительности сварочного импульса 6. К входу блока памяти 5 подключены выходы датчика длительности сварочного импульса 6 и функционального блока 2.
Способ измерения сварочного тока осуществляется следующим образом.
При появлении тока в первичной цепи датчика тока 1 напряжение с его выхода поступает на вход функционального блока 2. После преобразования напряжение на выходе функционального блока 2 становится пропорциональным току i1 со стороны первичной обмотки сварочного трансформатора. С выхода функционального блока 2 напряжение поступает на входы блока памяти 5 и формирователя действующего значения тока 3, в котором производится вычисление действующего значения тока I1 со стороны первичной обмотки трансформатора и его передача в блок вычисления сварочного тока 4. Одновременно с этим датчик 6 определяет длительность tλ импульса сварочного тока i2 и подает сигнал в блок вычисления 4 и блок памяти 5, который запоминает мгновенное значение тока i1 в момент окончания импульса сварочного тока длительностью tλ и передает это значение в блок вычисления 4. В блоке вычисления сварочного тока 4 расчет действующего значения сварочного тока производится по формуле (1).
Как известно, контактную сварочную машину можно представить в виде Т-образной схемы замещения (фиг.2), в которой L1 и r1 - индуктивность и активное сопротивление первичной обмотки сварочного трансформатора, L2' и r2' - приведенные индуктивность и активное сопротивление вторичного витка сварочного трансформатора, L2к' и r2к' - приведенные индуктивность и активное сопротивление вторичного контура, rээ' - приведенное сопротивление участка «электрод-электрод», L0 - индуктивность намагничивания. При подаче на входы такой схемы первичного напряжения u1 в ней возникают токи: ток i1 со стороны первичной обмотки трансформатора, ток намагничивания i0 и приведенный вторичный ток i2', причем мгновенные значения тока i2' определяются как разность токов i1 и i0 (фиг.3):

В таком случае действующее значение приведенного вторичного тока вычисляется в соответствии с формулой:

Анализ фиг.3 и формулы (3) позволяет заключить, что действующее значение приведенного вторичного тока может быть приближенно рассчитано в соответствии с формулой:
которую с учетом величины коэффициента трансформации К можно привести к формуле (1), при этом погрешность вычислений обычно не превышает 3%.
Пример. Производили сварку листов из низкоуглеродистой стали толщиной 1+1 мм на контактной сварочной машине МТПУ-300 на V ступени сварочного трансформатора (K=100) с углом открытия тиристоров 90 электрических градусов. Со стороны первичной обмотки сварочного трансформатора производили измерение тока с использованием датчика Холла. Измерение длительности импульса сварки производили со стороны вторичного контура с использованием в качестве датчика измерительной катушки на ферритном сердечнике с узкой прямоугольной петлей гистерезиса. Вычисление действующего значения тока со стороны первичной обмотки трансформатора и сварочного тока производили с использованием микропроцессорного устройства, собранного на базе однокристальной ЭВМ. При помощи регистратора сварочных процессов РКДП-0401 и пояса Роговского производили проверочное измерение тока со стороны вторичного контура. Измеренное действующее значение тока со стороны первичной обмотки трансформатора составило I1=99 А, длительность импульса сварки tλ=8,95 мс и мгновенное значение тока со стороны первичной обмотки трансформатора в момент окончания импульса сварки i1(tλ)=6,7 А. Вычисленный по формуле (1) действующий сварочный ток составил 9300 А. В то же время измеренное при помощи регистратора РКДП-0401 и пояса Роговского действующее значение сварочного тока составило 9350 А. Погрешность вычислений по формуле (1) составила порядка 0,5%.
Таким образом, предложенный способ измерения сварочного тока позволяет повысить точность измерения сварочного тока со стороны первичной обмотки сварочного трансформатора и значительно упростить аппаратную часть.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МГНОВЕННЫХ ЗНАЧЕНИЙ ИНДУКТИВНОСТИ НАМАГНИЧИВАНИЯ ОДНОФАЗНОГО ТРАНСФОРМАТОРА | 2007 |
|
RU2340907C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МГНОВЕННЫХ ЗНАЧЕНИЙ ИНДУКТИВНОСТИ НАМАГНИЧИВАНИЯ ОДНОФАЗНОГО ТРАНСФОРМАТОРА | 2007 |
|
RU2340908C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
Способ может быть использован, преимущественно, для измерения сварочного тока при настройке контактных машин на заданные режимы сварки и в системах автоматического управления с обратной связью по току. В процессе сварки измеряют действующее значение тока I1 со стороны первичной обмотки сварочного трансформатора, определяют действующее значение сварочного тока I2 и длительность tλ импульса сварочного тока со стороны вторичного контура. Дополнительно измеряют мгновенное значение i1(tλ) тока со стороны первичной обмотки в момент окончания импульса сварочного тока длительностью tλ. Величину действующего значения сварочного тока I2 вычисляют в зависимости от I1, i1(tλ), tλ с учетом K - коэффициента трансформации на выбранной ступени сварочного трансформатора и 0,5Т - половина периода сетевого напряжения. Способ позволяет повысить точность измерения сварочного тока со стороны первичной обмотки сварочного трансформатора и значительно упростить аппаратную часть. 3 ил.
Способ измерения сварочного тока в процессе контактной сварки, включающий измерение действующего значения тока I1 со стороны первичной обмотки сварочного трансформатора, определение действующего значения сварочного тока I2 и длительности tλ импульса сварочного тока со стороны вторичного контура, отличающийся тем, что дополнительно измеряют мгновенное значение i1(tλ) тока со стороны первичной обмотки трансформатора в момент окончания импульса сварочного тока длительностью tλ, а величину действующего значения сварочного тока I2 вычисляют в соответствии с формулой:
 ,
,
где 0,5Т - половина периода сетевого напряжения;
К - коэффициент трансформации на выбранной ступени сварочного трансформатора.
| Измерительный преобразователь сварочного тока | 1988 |
|
SU1590282A1 |
| Устройство для измерения действующего значения сварочного тока | 1973 |
|
SU490599A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

