Известны устройства для отбортовки и резки термопластичной трубки, состоящие из рамы, укрепленных на ней буртоносителя, резательного узла, полуматрицы и формующего пуансона с внутренним обогревом.
В предлагаемом устройстве, с целью механизации процесса, применено рычажное устройство, рычаги которого взаимодействуют с ре зательным узлом и пуансоном, осуществляя одновременную резку трубы и закрепление мет-аллической арматуры на ней. На корпусе пуансона установлен фигурный наконечник, снабженный обогревательным элементом, рабочие поверхности которого выполнены в виде конуса, имеющего у основания радиусную канавку.
Для формования монтажного бурта на торце термопластичной трубки установлен фигурный наконечник на корпусе пуансона, снабженный обогревательным элементом, рабочие поверхности которого выполнены в виде конуса с радиусной канавкой у основания.
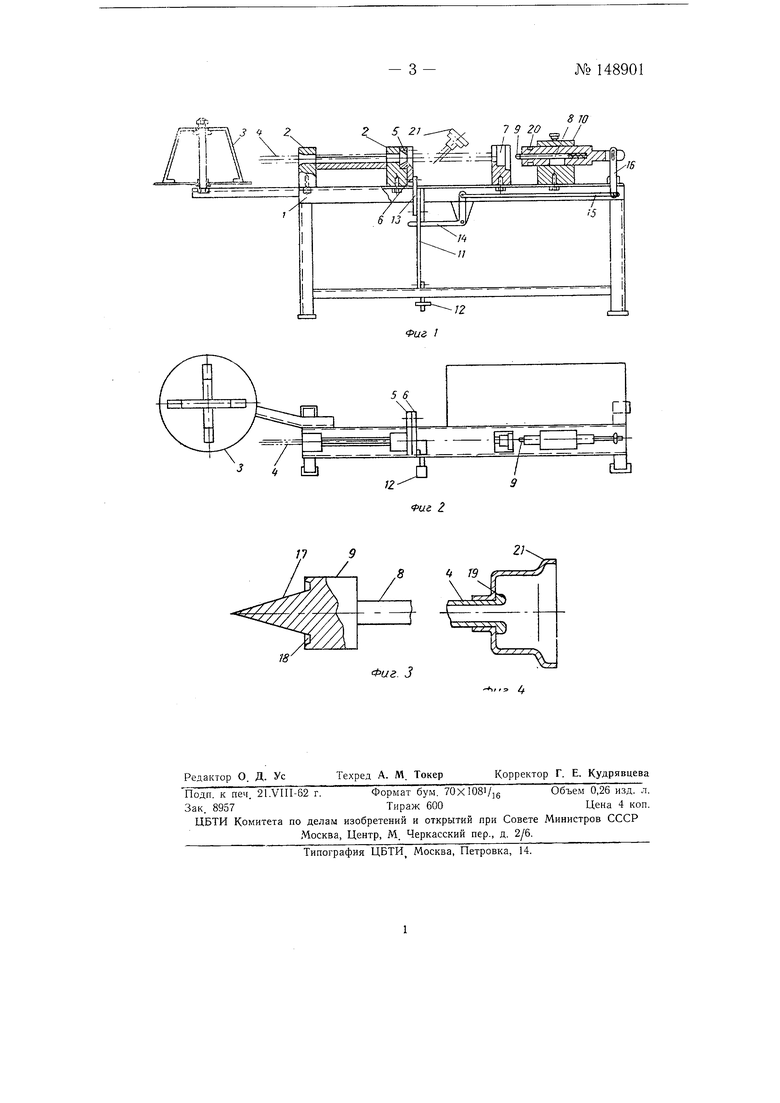
На фиг. 1 схематически изображено устройство для отбортовк и и резки термопластичной трубки, вид сбоку; на фиг- 2 - то же устройство, -вид в плане; на фиг. 3 - пуансон с фигурным наконечником; на фиг. 4 - термопластичная трубка с отформованным на ее конце монтажным буртом и надетой на нем металлической арматурой.
На стойках рамы / устройства расположены П-образные направляющие 2, буртоноситель 3, на который устанавливается моток термопластичной трубки 4; резательный узел с неподвижным ножом 5 и взаимодействующим с ним подвижным ножом 6 (типа гильотины); полуматрица 7; горизонтальный подвижный отбортовочный пуансон 8 с фигурным наконечником 9 и пружинным амортизатором, перемещающ,имся в отверстии направляющей стойки 10; рычажное устройство, состоящее из рычага П с ножной педалью 12, рычага 13, управляющего
№ 148901 2 движением подвижного ножа 6 и системы рычагов М, 15 и 16, унразляющих движением пуансона 8. Рабочие поверхности фигурного наконечника 9 выполнены в виде конуса 17, имеющего у основания радиусную канавку 18. Привод рабочих узлов устройства, осуществляемый от ножной педали 12, может быть заменен электромагнитным. Для разогрева конца термопластичной трубки 4 при формовании монтажного бурта 75 фигурный наконечник 9 спабжеи электрическим нагревательным элементом 20.
Термопластичная трубка 4, сматываемая с буртоносителя 5, вкладывается в П-образные направляющие 2 и выдвигается на некоторую йдину из круглого отверстия неподвижного ножа 5, после чего на Koneif трубки надевается металлическая арматура, например колпачок 21. Конец трубки с надетым на него колпачком устанавливается в полуматрицу 7. При нажатии на педаль 12 нижний нож 6 поднимается и отрезает трубку определенной длины, одновременно пуансон 8 перемещается влево (по чертежу), нагретый фигурный наконечник 9 конусом /7 выходит в трубку 4 и происходит формование на ее конце монтажного бурта 19, завальцовываемого радиусной канавкой 18 фигурного наконечника. Таким образом, осуществляется одновременно отрезание термопластичной трубки и формование монтажного бурта 19, закрепляющего металлическую арматуру на трубке.
Предмет изобретения
1.Устройство для отбортовки и резки термопластичной трубки, состоящее из рамы, на которой укреплены буртоноситель, резательный узел, полуматрица и формующий пуансон с внутренним обогревом, отличающееся тем, что, с целью механизации процесса изготовления мерной трубки, имеющей на одном из концов закрепленную металлическую арматуру, применено рычажное устройство, рычаги которого взаимодействуют с резательным узлом и пуансоном, осуществляя одновременную резку трубы и закрепление металлической арматуры на ней.
2.Устройство поП. 1, отличающееся тем, что, с целью формования монтажного бурта на торце термопластичной трубки, на корпусе пуансона установлен фигурный наконечник, снабженный обогревательным элементом, рабочие поверхности которого выполнены в виде конуса, имеющего у .основания радиусную канавку. ,

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| Литьевая форма для изготовления полых изделий | 1980 |
|
SU889466A2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| АНКЕР КОМПОЗИТНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2654117C2 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ И ГИБКИ АРМАТУРЫ | 2004 |
|
RU2267399C1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВКИ И ПЕРЕМЕНЫ НАПРАВЛЕНИЯ ДВИЖЕНИЯ ПРОВОЛОКИ ПРИ МАГНИТНОЙ ЗАПИСИ ЗВУКА НА НЕЙ | 1933 |
|
SU38336A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |
| Устройство для установки арматуры на шланги | 1975 |
|
SU529043A1 |
Фиг. 3
f i
