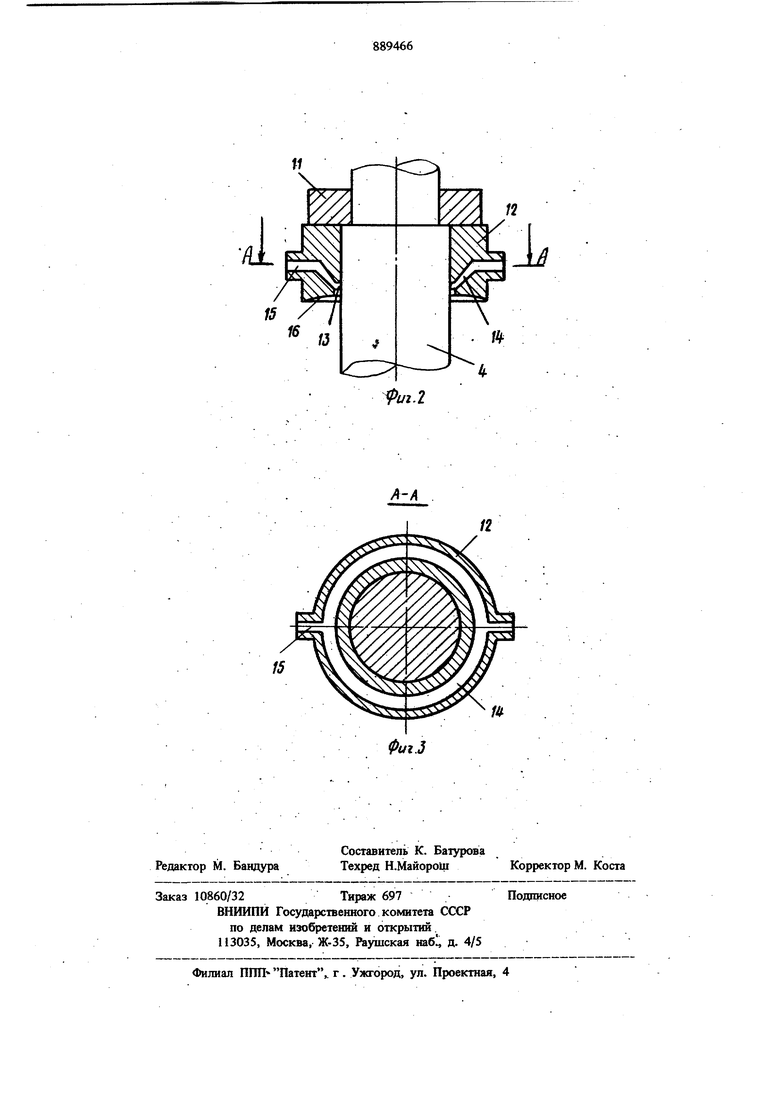
Изобретение относится к переработке аолямер ного материала и может быть использовано, в частности для изготовления полых изделий из резины. По основному авт. св. № 391945 известна литьевая форма для изготовления полых изделий, содержащая монтажные плиты, две полуматрицы, выталкивающее устройство, выполнен ное в виде рычажного параллелограммного механизма, рычаги которого связаиы двумя планками и шарнирами с монтажными плитами, и сталкивающую планку. В этой форме для разгрузки рычажного .механизма во время впрыска монтажные шшты сиабжены выступами, охватывающими нуансон, который выполнен с буртом, взаимодействующим с выступами плит 1 Однако в известной литьевой форме ар съеме изделий из эластичного материала, например резины, вследствие его деформации происходит зажим пуансона, что затрудняет съем изделия и вызьшает повреждения последнего. Цель изобретения - обеспечение съема изделий из эластичного полимерного материа ш. Поставленная цель достигается тем, что в литьевой форме в сталкивающей планке вьшолнены сужающаяся к выходной щели кольцевая полость по форме усеченного конуса, направленная меньщим основанием к прлуматрицам, и радиальные каналы для подачи ;жатого воздуха в кольцевую полость, а обращенная к полумат1жцам сторона сталкивающей пленки выполнена вогнутой От периферии к центру, где расположена выходная щель кольцевой полости. На фиг. 1 изображена предлагаемая литьевая форма; на фиг. 2 - сталкивающая планка; на фиг. 3 - сечение А-А на фиг. 2. Литьевая форма для изготовления полых изделий содержит монтажные плиты 1 с выступами 2 и полуматрицы 3, которые оформляют внещнюю поверхность изделия. Внутреннюю полость изделия оформляет пуансон 4, выполненный с буртом 5. Пресс-форма содержит также литниковую втулку 6 и регулировочную иийбу 7. Для выталкивания готового изделия в форме имеется выталкивающее устройство, выполненное в виде рычажного параллелограммного механизма, имеющего большие рычаги S,
малые рычаги 9, верхнюю планку 10, нижнюю планку 11 и сталкивающую планку 12. В сталкивающей планке 12 вьтолнены сужающаяся к выходной щели 13 кольцевая полость 14 по форме усеченного конуса, направленного меньшим основанием к полуматрицам 3, и радиальные каналы 15 для подачи сжатого воздуха в кольцевую полость 14, Обращенная к,полуматрицам сторона 16 -сталкивающей планки 12 выполнена вогнутой от периферии к центру, где расположена выходная щель 13 кольцевой полости 14,
Литьевая форма работает следующим образом,
Резиновая смесь подается в сомкнутую форму через литниковую втулку 6, Осевое усилие пуансона 4, возникающее от давления материала на торец пуансона 4, .через нижнюю планку II воспринимается выступами плит 1, После формирования изделия 7 форма открывается и происходит выталкивание изделия при опускании сталкивающей планки 12 до упора в верхний торец изделия 17, При воздействии вогнутой поверхности 16 планки 12 на торец изделия 17 между ним и пуансоном 4 образуется зазор. Через каналы 15 в кольцевую полость 14 подается сжатый воздух, который через выходную щель 13 попадает в зазор между пуансоном и изделием. Образующаяся воз11
душная прослойка между пуансоном и изделием облегчает съем изделия. После снятия изделия прекращается подача сжатого воздуха в кольцевую полость.
Предлагаемая литьевая форма облегчает и ускоряет съем изделия и исключает его повреждение.
Формула изобретения
Литьевая форма для изготовления полых изделий по авт, ев, № 391945, отличающаяся тем, что, с целью обеспечения съема изделий из эластичного полимерного материала, в сталкивающей планке вьшолнены сужающаяся к выходной щели кольцевая полость по форме усеченного конуса, направленная меньшим основанием к полуматрицам, и радиальные каналы для подачи воздуха в кольцевую полость, а обращенная к полуматрицам сторона сталкивающей планки вьшолнена вогнутой от периферии к центру, где расположена выходная щель кольцевой полости.
Источники информации, принятые во внимание при зкспертизе 1, Авторское свидетельство СССР N 391945, кл, В 29 С 5/00, В 29 F 1/02, 1971 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая форма для изготовления длинномерных полых изделий из полимеров | 1979 |
|
SU927515A1 |
| Литьевая форма для изготовления длинномерных полых полимерных изделий | 1989 |
|
SU1680542A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовленияпОлыХ пОлиМЕРНыХ издЕлий | 1979 |
|
SU839702A1 |
| Литьевая форма для изготовленияпОлыХ длиННОМЕРНыХ издЕлий изпОлиМЕРОВ | 1979 |
|
SU835775A1 |
| Литьевая форма рычажная для изготовления полых изделий из полимерных материалов | 1986 |
|
SU1361003A1 |
| Литьевая форма | 1990 |
|
SU1735033A1 |