4 СО
СО 05
(;о
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов с вертикальным разъемом для горячей безоблойной штамповки поковок типа угольников соединительной арматуры, и может быть использовано в металло- обрабатываюш.ей промышленности.
Целью изобретения является повышение производительности и качества получаемых деталей.
На чертеже схематично изображен ковочный пакет.
Ковочный пакет ц.ля горячей безоблойной штамповки поковок содержит пуансон 1, ковочные вставки 2, полуматрицы 3, матрица- держатели 4, цилиндрические опоры 5, рычаги 6, замкнутую обойму 7, опорную плиту 8, выталкивающую пластину 9, ви})Т 10, выталкиватель 11, два коаксиаль- но расположенных штока - верхний 12 и нижний 13, верхний 14 и нижний 15 поршни, гильзу пневмоцилиндра 16, горизонтальную перегородку 17, управляемый дроссель 18, нижнюю плиту 19, гибкие пневмопро- воды 20-22, пневмомагистрали 23 н 24 ц недаль 25.
Замкнутая обойма 7 смонтирована на нижней плите 19. К боковым сторонам замкнутой обоймы 7 крепятся по две цилиндрические опоры 5, на которые опираются рычаги 6. Противоположные концы рычагов 6 через такие же цилиндрические опоры 5 соединены с подвижными матрн- цедержателями 4, к которым крепятся полу- матрицы 3 и ковочные вставки 2.
Пуансон 1 крепится к верхней плите (не показана). В правой полу.матриуце 3 и матрицедержателе 4 расположен выталкиватель 11. Горизонтальная перегородка 17 разделяет гильзу пневмоцилиндра 16 на две полости. Внутренний шток 12 поршня 15 подвижно уплотнен в горизонтальной перегородке 17 и в наружном штоке 13 верхнего поршня 14. На конце внутреннего штока 12 смонтирована выталкивающая пластина 9, которая крепится винтом 10. Конец наружного штока 13 верхнего поршня 14 упирается в опорную плиту 8. Камеры давления А и Б параллельно соединены с пневмопроводами 22. На входе в камеру противодавления В установлен управляемый дроссель 18 и подсоединен к пневмопроводу 20. Камера противодавления Гсоединена с пневмопроводом 21. Пневмопроводы 20 и 21 подключены к пневмомагистрали 23, а пневмо- проводы 22 - к пневмомагистрали 24. Пневмомагистрали 23 и 24 подсоединены к ножной педали 25, а последняя подсоединена к воздушной цеховой магистрали.
Конечный пакет работает следуюшим образом.
Нагретую до ковочной температуры заготовку помещают в сомкнутые ковочные
вставки 2, которые образуют штамповочный ручей. Во время перемеш,ения пуансона вниз происходит деформация поковки. После завершения хода пресса пуансон 1 возвраш,ается в исходное положение. Нажатием на педаль 25 сжатый воздух по пневмомагистрали 24 и от нее по пневмопроводам 22 поступает в камеру давления А и Б. Шток 13 под давлением упирается в опорную плиту 8 и поднимает ее. Под дейст0 вием рычагов 6 матрицедержатели 4 разводят полуматрицы 3 и ковочные вставки 2 стороны. Выталкиватель 11, упираясь в рычаг 6, давит на поковку и выталкивает ее из ручья ковочной вставки 2.
После окончательного раскрытия полуматриц 3 отшампованная поковка падает на выталкивающую пластину 9. Получив возможность свободного продвижения вверх, внутренний шток 12 поднимает выталкивающую пластину 9 вместе с отштампо0 ванной поковкой и отлетевшей окалиной до упора. Отштампованная поковка и окалина свободно удаляются с выталкивающей пластины 9. Для возвращения матрице- держателей 4 в исходное положение снимается усилие с педали 25. Сжатый воздух
теперь уже по пневмомагистрали 23 и далее по пневмопроводу 21 поступает в камеру противодавления Г, тем самым обеспечивает продвижение нижнего поршня 15, который опускаясь вниз, тянет за собой выталкиваю„ щую пластину 9. Последняя опускается в еыемку в опорной плите 8. Как только выталкивающая пластина 9 упрется в опорную плиту 8, срабатывает управляемый дроссель 18 и нижний поршень 15 вместе с поршнем 14 опускаются в исходное положение. Ковочный пакет готов для следующего
5
цикла штамповки.
Формула изобретения
Q 1. Ковочный пакет для горячей безоблойной штамповки, содержащий полуматрицы с вертикальным разъемом, механизм запирания полуматриц в виде рычажной системы, матрицедержатели, ковочные вставки, систему выталкивания в виде рычага, вы5 талкивателя, опорной плиты, соединенной со штоком вертикально раз.мещенного пневмоцилиндра, а также пневмосистему, отличающийся те.м, что, с целью повышения производительности и качества получаемых деталей, он снабжен выталкивающей пласти0 ной, пневмоцилиндр снабжен дополнительным порп1ем, шток которого размещен внутри штока основного поршня и жестко связан с выталкивающей пластиной, неподвижной перегородкой, горизонтально размещен- - ной в его полости между поршнями, а также управляемым дросселем, установленным HP входе в его камеру противодавления, при этом камеры пневмоцилиндра
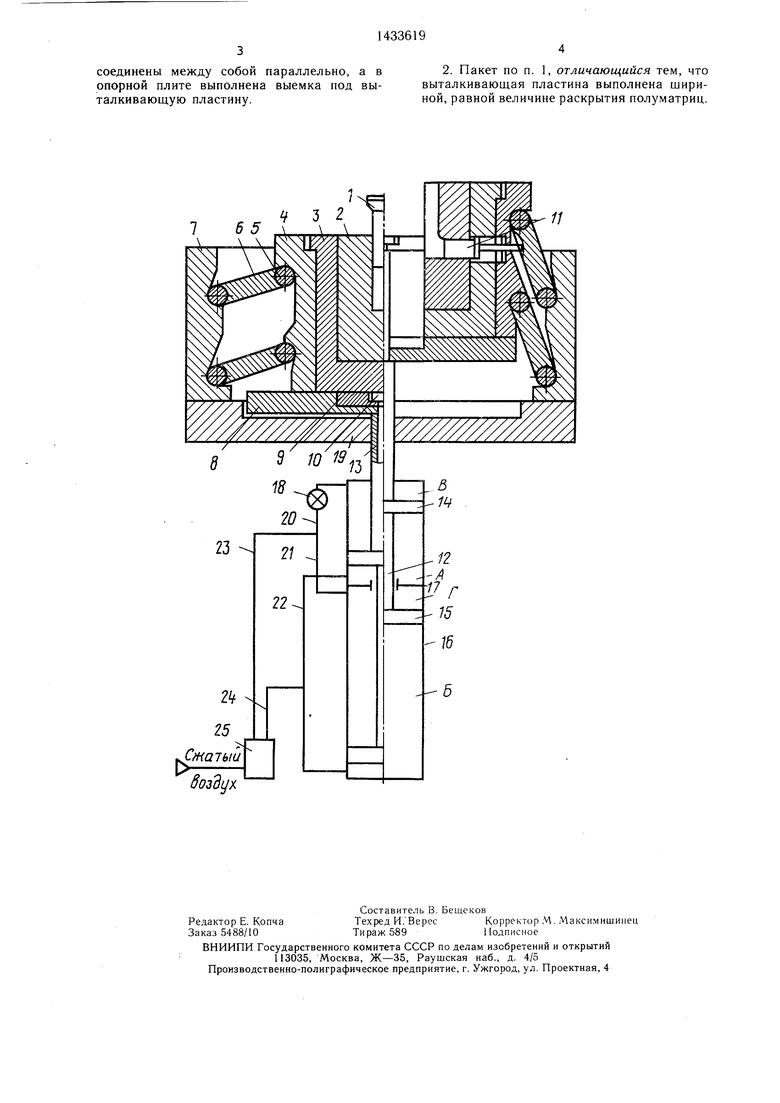
соединены между собой параллельно, а в опорной плите выполнена выемка под выталкивающую пластину.
2. Пакет по п. 1, отличающийся тем, что выталкивающая пластина выполнена щири- ной, равной величине раскрытия полуматриц.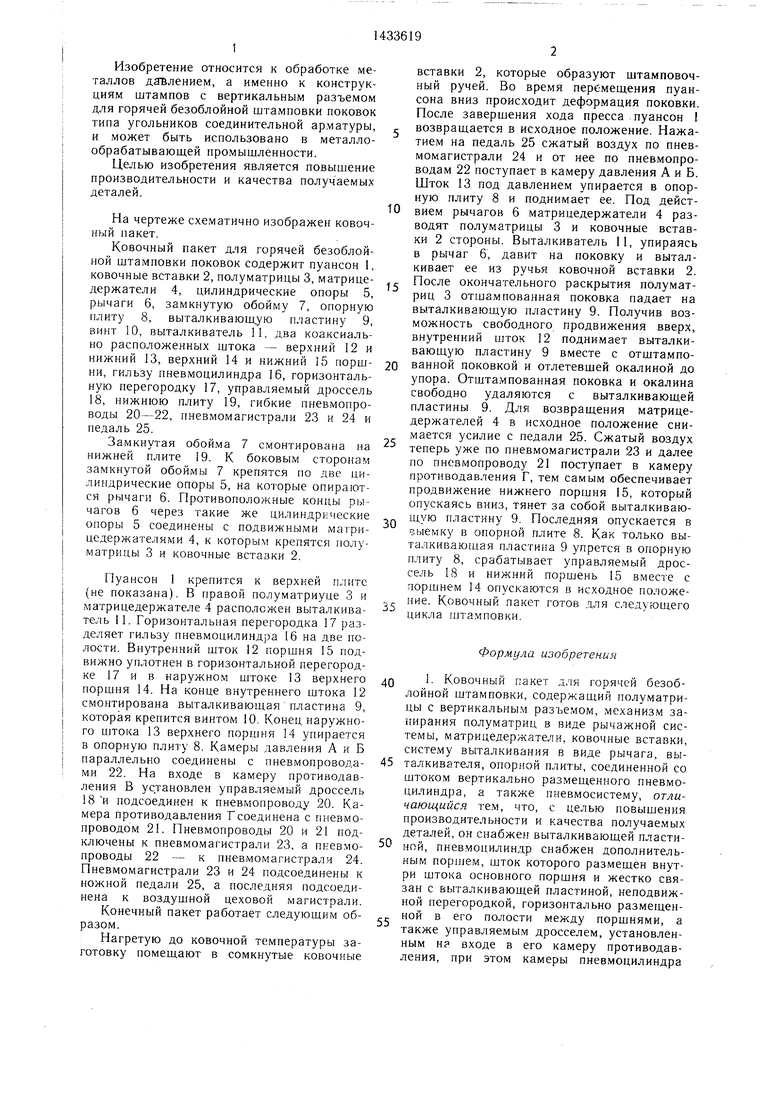
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Штамп для безоблойной штамповки | 1984 |
|
SU1266633A1 |
| Штамп для безоблойной штамповки поковок | 1976 |
|
SU585910A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| ПАТЕНТНО- ТЕХНИЧЕСКАЯ КИКЛИПТЕКА10 | 1969 |
|
SU247759A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для безоблойной штамповки. Цель - повышение производительности и качества получаемы.х деталей. После деформирования заготовки в ковочных вставках сжатый воздух по команде подается в камеру давления пневмоцилиндра, шток которого поджимает опорную плиту. Полуматрицы разводятся. Выталкиватель через рычаг выталкивает деталь из ручья вставки. Деталь падает на выталкиваюш,ую пластину. Внутренний шток дополнительного поршня пневмоцилиндра поднимает выталкиваюш.ую пластину с деталью до упора, где она удаляется из рабочей зоны. 1 з.п.ф-лы, I ил.
воздух
| Кузнечно-штамповочное производство, 1979, JSfo 7, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| рис | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
