Фиг.З
Изобретение относится к производ- ству изделий сборного бетона и железобетона.
Цель изобретения - обеспечение удобства настройки при формировании изделий различных типоразмеров.
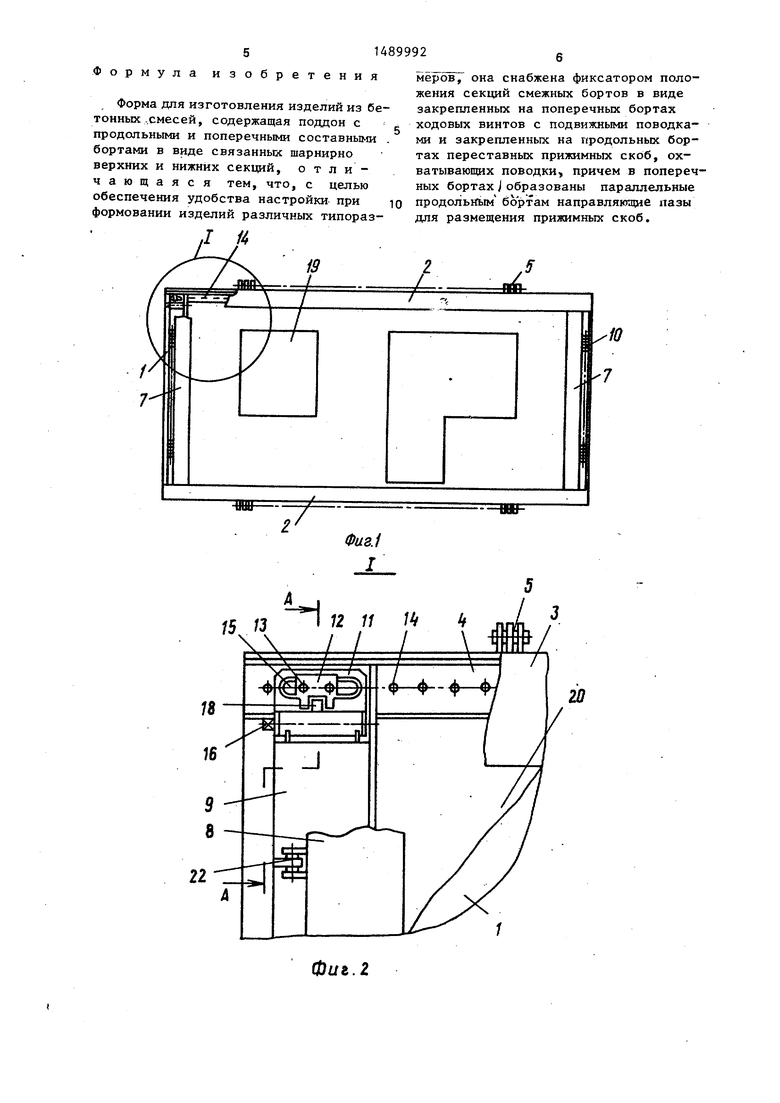
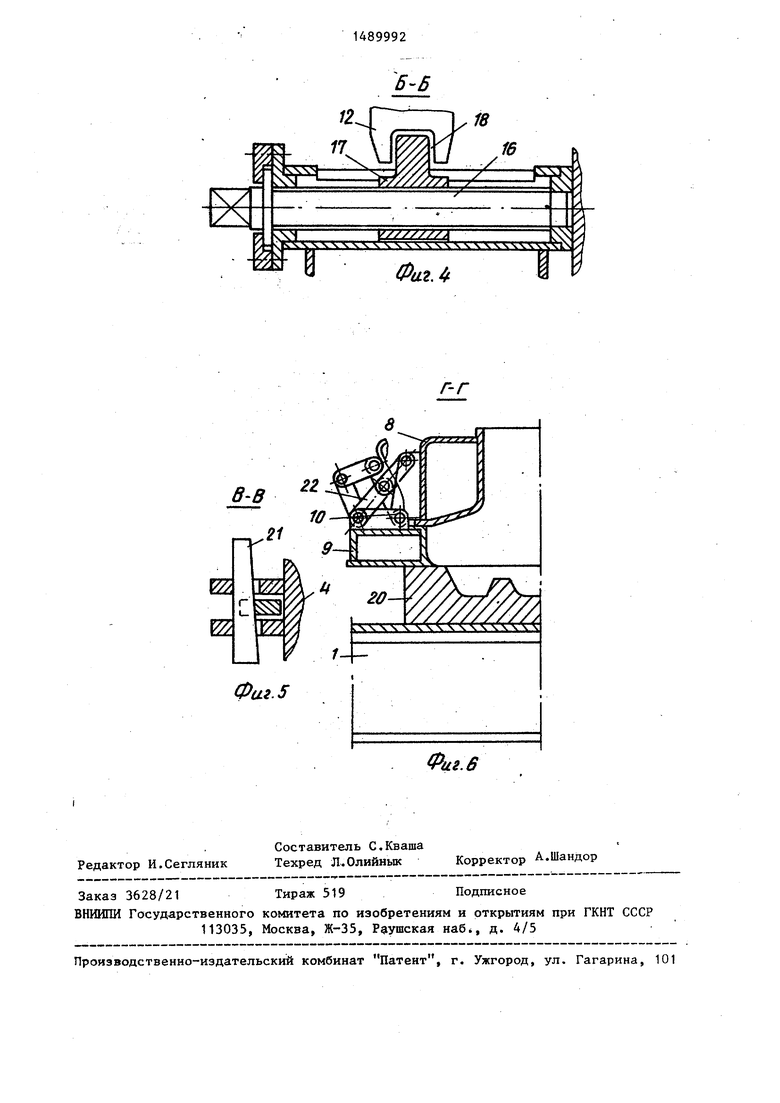
На фиг. 1 схематично изображена форма для изготовления изделий из бетонных смесей, общий вид на фиг. 2 - узел I крепления поперечного бортаJ на фиг. 3 - разрез А-А на фиг. 2J на фиг. А - разрез Б-Б на фиг. 3J на фиг. 5 - сечение В-В на фиг с 3J на фиг. 6- разрез Г-Г на фиг. 3.
Форма для изготовления наружных стеновых панелей состоит из поддона 1 продольных бортов.2, каждый из которых сортоит из верхней откидной секции 3 и нижней секции k соединенные между собой шарниром 5, прич ем нижняя секция 4 продольного борта 2 закреплена на поддоне 1 с помощью стяжек 6 поперечных бортов 7, каждый из которых состоит из верхней откидной секции 8 и нижней секции 9, соединенных между собой шарниром 10, при этом нижняя секция 9 борта 7 закреплена на нижней секции 4 продольного борта 2 при помощи кронштейна 11, прижимной скобы 12 и болтов 13, отверстия 14 под которые вьшолнены по всей длине нижней секции 4 про- дольного борта 2 с определенным шагом} кронштейны 11 выполнены на каждом из поперечных бортов с двух концов и имеют направляющие пазы 15, в которых размещены скобы 12, прикрепленные к нижней секции 4 продольных бортов 2. Крепление скоб осуществляется болтами 13. На кронштейнах 11 укреш1ены ходовые винты 16, имеющие - ползуны 17, с поводками 18, входящими в шлицы скоб 12.
Форма содержит также комплект проемообразователей 19 и сменной рельефообразующей матрицы 20, установленной между поддоном 1 и нижними сек1щями 4 и 9 бортов 2 и 7 и проемообразователями 19.
Для запирания между собой верхних частей 3 и 8 с нижними секциями 4 и 9 бортов 2 и 7 могут применяться различные замковые устройства, например, клин 21 или система рычагов 22.
Для использования в конвейерной линии форма может быть снабжена катками (не показаны).
, Работа состоит в следующем.
После распалубки готовой панели , нарзгжной стены форму чистят, смазывают, закрывают верхние откидные секции 3 и 8 бортов 2 и 7, запира0 ют их клиньями 21 или системой рычагов 22 и у,станавливают проемообразо- ватели 19. .Затем форму укомплектовывают армокаркасами, закладными деталями и др., укладывают в нее бе5 тонную смесь, вибрируют, заглаживают верхнюю поверхность и проводят тепловую обработку бетона. После тепловой обработки извлекают проемо- образователи 19 и открывают верхние
0 секции 3 и 8 бортов 2 и 7. Готовые .изделия извлекают из формы краном и, если надо формовать такие же марки изделий, весь процесс повторяется снова.
25 Если же надо изготавливать изделия других размеров, то форму следует переналадить.
Для этого вывинчивают болты 13, отсоединяя скобы 12 от нижней секции
30 продольных бортов 2, и поперечные борта 7 переставляют на необходимый размер, предварительно отвинчивания заглушки в отверстиях 14. Затем устанавливают скобы 12 в кронштейн 11 и предварительно фиксируют болтами 13. Окончательную установку поперечных бортов 7 производят вращением винтов 16, при котором ползуны 17 перемещают борт 7 вперед или назад, 40 от скобы 12. После этого окончательно затягивают болты 13, обеспечивая надежное крепление поперечных бортов 7.
Изменение рельефа фасадной поверхности изготавливаемых изделий достигается сменой рельефообразующих матриц 20, для чего снимают поперечные борта 7, а затем, вывинтив стяжки 6 и продольные борта 2. Заменив одну рельефообразующую матрицу 20 на другую, производят сборку формы в обратном порядке
В случае изготовления плоских панелей наружных стен, матрицу 20 не устанавливают, а продольные борта 2 при помощи стяжек 6 крепят непосредственно к поддону 1.
Формула изобретения
, Форма для изготовления изделий из бетонных ..смесей, содержащая поддон с продольными и поперечными составными бортами в виде связанных шарнирно верхних и нижних секций, отличающаяся тем, что, с целью обеспечения удобства настройки при формовании изделий различных типораз,/ /4
/5 и « ,
мёров, она снабжена фиксатором положения секций смежных бортов в виде закрепленных на поперечных бортах ходовых винтов с подвижными поводками и закрепленных на продольных бортах переставных прижимных скоб, охватывающих поводки, причем в поперечных бортах j образованы параллельные продолылш бо ртам направляющие пазы для размещения прижимных скоб.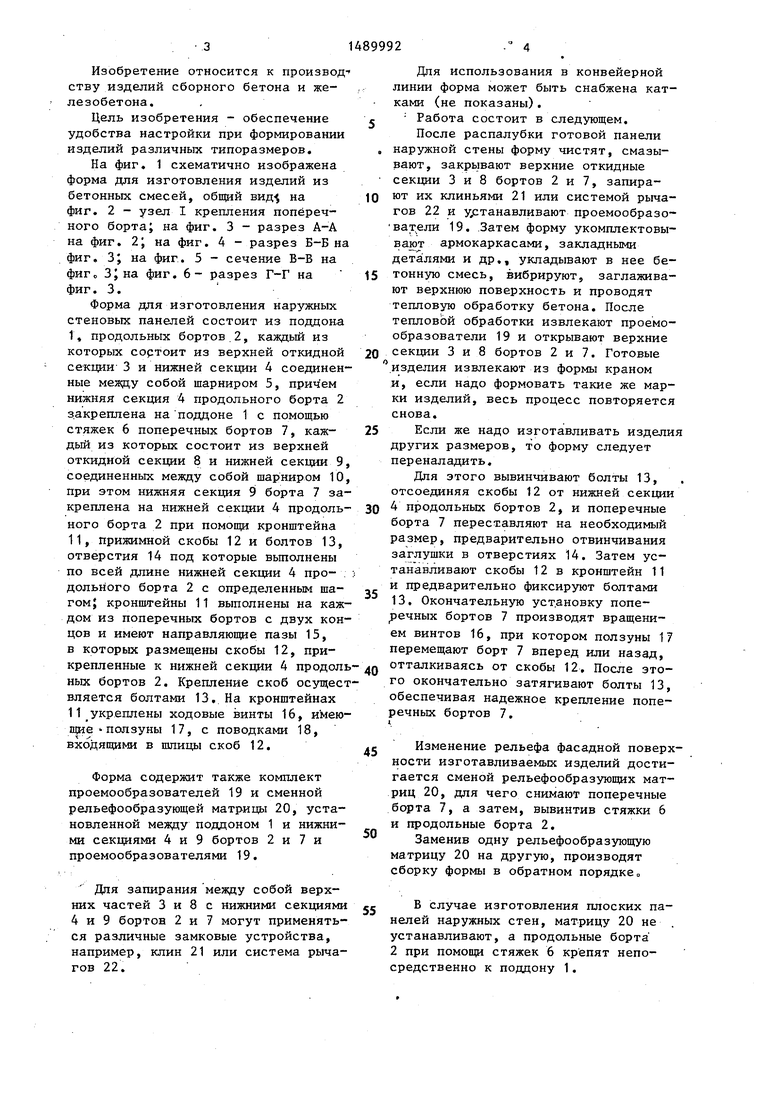
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1057285A1 |
| Форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1329981A1 |
| Форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1391900A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1065203A1 |
| Многоместная форма для изготовления изделий из бетонных смесей | 1986 |
|
SU1386468A1 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1414648A2 |
| Форма для изготовления изделий из бетонных смесей | 1988 |
|
SU1588553A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ФАСОННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033919C1 |
| Форма для изготовления объемных блоков из бетонных смесей | 1988 |
|
SU1544577A1 |
| Форма для изготовления изделий из бетонных смесей | 1983 |
|
SU1130482A1 |
Изобретение относится к производству изделий сборного бетона и железобетона и позволяет повысить удобство настройки формы для изготовления изделий при формировании изделий различных типоразмеров. Это достигается тем, что она снабжена фиксатором положения секций смежных бортов в виде закрепленных на поперечных бортах ходовых винтов 16 с подвижными поводками 18, а закрепленные на продольных бортах переставные прижимные скобы 12 охватывают поводки 18. В поперечных бортах образованы параллельные продольным бортам направляющие пазы 15 для размещения прижимных скоб. 6 ил.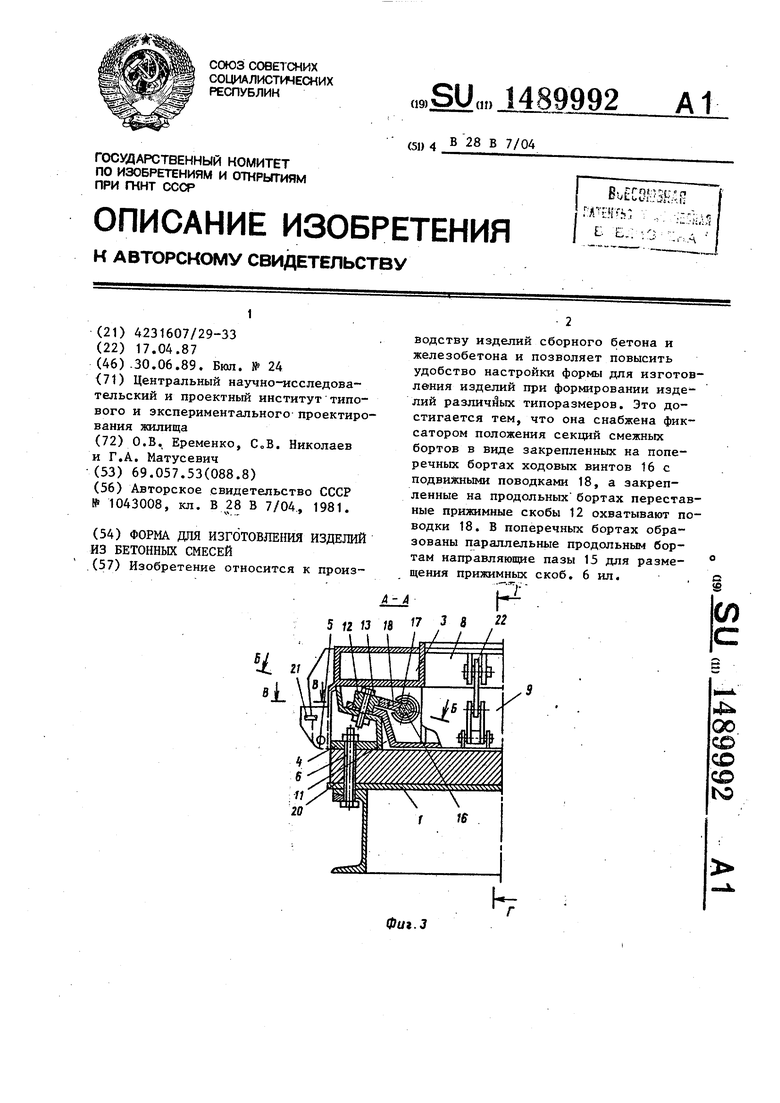
Фий.2
kviaf
;
i4,
ff-ff
Фаг. 5
18
7
viaf
;z:
/
Ю
й SL
Фаг. 4
Фигб
| Форма для изготовления изделий из бетонных смесей | 1981 |
|
SU1043008A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
