Известны припои, применяемые для пайки твердосплавного инструмента, в состав которых входят марганец, никель, хром, титан, бор и медь (основа). Эти припои, содержащие в основном медь, образуют недостаточно прочные паяные соединения державки инструмента с пластиной твердого сплава и имеют высокую температуру плавления, что понижает механические свойства пластин и вызывает образование в них трещин. Кроме того, они имеют плохую смачиваемость поверхности пайки водой.
Предлагаемый припой не имеет этих недостатков- Припой состоит из 8-16% марганца, 3-8% никеля, 0,3-0,8% хрома, до 0,15% титана и бора, остальное - медь.
Марганец, никель и хром вводят для придания жаропрочности припою, а следовательно, и паяным швам. Кроме того, марганец значительно снижает температуру плавления меди. Титан и бор являются эффективными модификаторами, которые улучшают структуру припоя, а также его технологические свойства.
Температура плавления предлагаемого припоя почти на 100° ниже, чем у меди или известных припоев, что позволяет сократить общее время пайки. Кроме того, лрипой хорошо растекается по твердосплавным пластинам и образует более прочные и жаропрочные паяные швы.
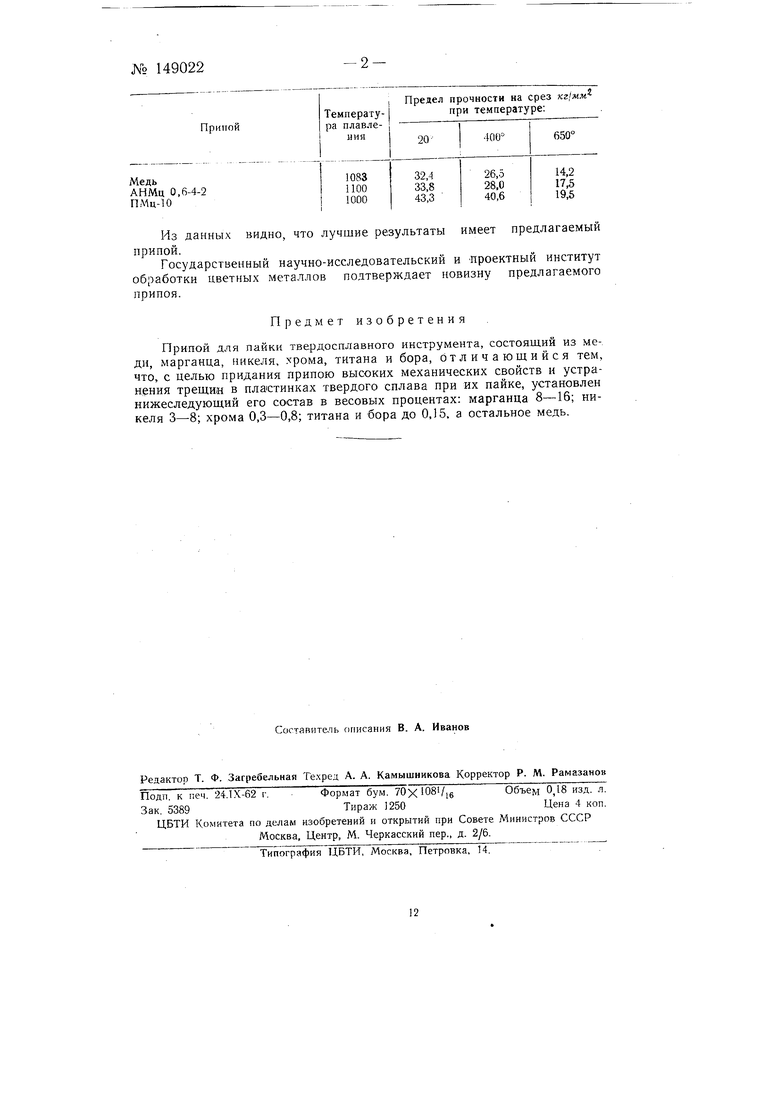
Для сравнения приведены результаты испытаний механических свойств соединений, паянных медью, припоем АНМц 0,6-4-2, который считается лучшим припоем для пайки инструмента, и свойства предлагаемого припоя:
ТемператуПриггойра плавлеМедь
АНМц 0,6-4-2
ПМц-10
Из данных видно, что лучшие результаты имеет предлагаемый припой.
Государственный научно-исследовательский и Проектный институт обработки цветных металлов подтверждает новизну предлагаемого припоя.
Предмет изобретения
Припой для пайки твердосплавного инструмента, состоящий из меди, марганца, никеля, хрома, титана и бора, отличающийся тем, что, с целью придания припою высоких механических свойств и устранения трещин в пластинках твердого сплава при их пайке, установлен нижеследующий его состав в весовых процентах: марганца 8-16; никеля 3-8; хрома 0,3-0,8; титана и бора до 0,15. а остальное медь.
Предел прочности на срез KZJMMпри температуре: ния
1083 1100 1000
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки стальных изделий | 1958 |
|
SU671963A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ИНСТРУМЕНТА | 1992 |
|
RU2076795C1 |
| Припой для пайки резцов из нитрида бора | 1977 |
|
SU624751A1 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| ТВЕРДЫЙ ПРИПОЙ НА ЖЕЛЕЗОХРОМОВОЙ ОСНОВЕ | 2009 |
|
RU2496626C2 |
| ПОРОШКОВЫЙ ПРИПОЙ для ПАЙКИ ЖАРОПРОЧНЫХ СТАЛЕЙ И СПЛАВОВ | 1972 |
|
SU351657A1 |
| ПРИПОЙ НА ОСНОВЕ МЕДИ | 2004 |
|
RU2279957C1 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| ПРИПОЙ ДЛЯ ПАЙКИ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 1993 |
|
RU2051017C1 |
| ПРИПОЙ НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2254972C1 |
