(Л
с: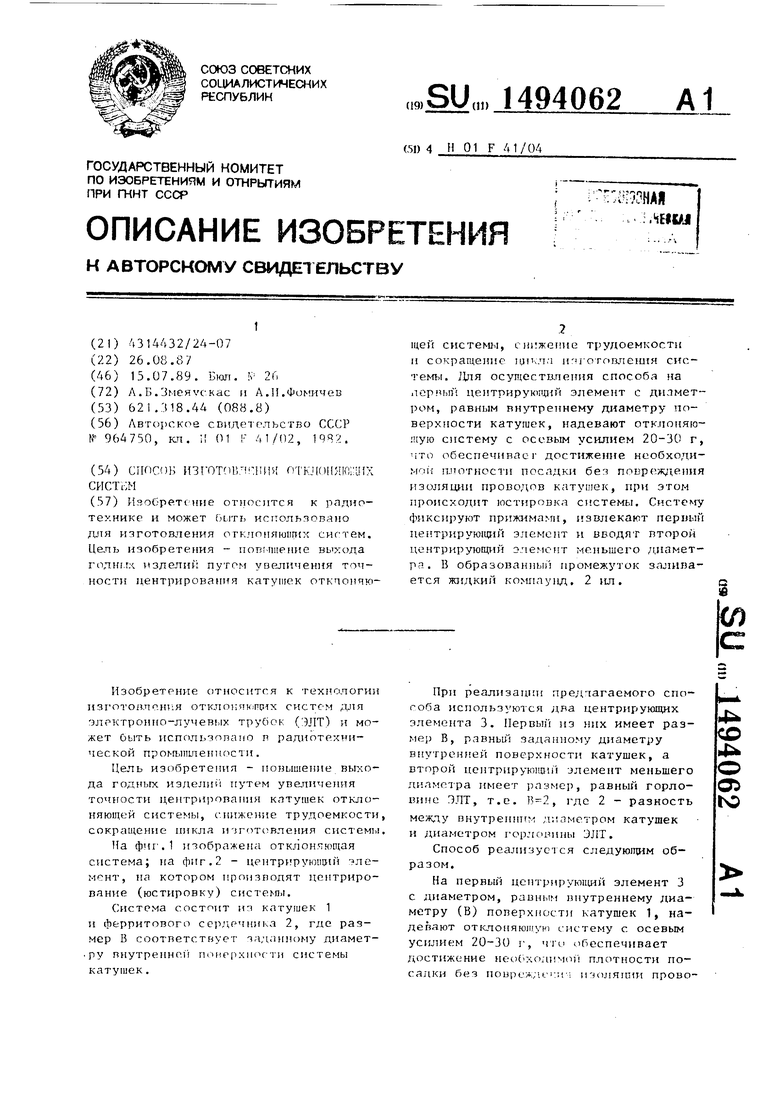
| название | год | авторы | номер документа |
|---|---|---|---|
| Электромагнитная отклоняющая система | 1984 |
|
SU1239765A1 |
| Устройство для отображения погрешности позиционирования луча на экране электронно-лучевой трубки | 1984 |
|
SU1193725A1 |
| ОПТИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2021 |
|
RU2786485C1 |
| Способ изготовления линзовой оптической системы | 1990 |
|
SU1755241A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2005 |
|
RU2296038C2 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| Способ сборки объектива | 1989 |
|
SU1721576A1 |
| СПОСОБ ПРАВКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2201828C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Способ изготовления вилки разъемного оптического соединителя | 1991 |
|
SU1789956A1 |
Изобретение относится к радиотехнике и может быть использовано для изготовления отклоняющих систем. Цель изобретения - повышение выхода годных изделий путем увеличения точности центрирования катушек отклоняющей системы, снижение трудоемкости и сокращение цикла изготовления системы. Для осуществления способа на первый центрирующий элемент с диаметром, равным внутреннему диаметру поверхности катушек, надевают отклоняющую систему с осевым усилием 20-30 г, что обеспечивает достижение необходимой плотности посадки без повреждения изоляции проводов катушек, при этом происходит юстировка системы. Систему фиксируют прижимами, извлекают первый центрирующий элемент и вводят второй центрирующий элемент меньшего диаметра. В образованный промежуток заливается жидкий компаунд. 2 ил.
Изобретение относится к технологии изгото«лон1;Я отклоняк по1х систем ;у я электронно-лучев,1х трубок (ЭЛТ) и может быть использопано п радиотехнической промышленности.
Цель изобретения - повышение выхода годных изделий путем увапичения точности цeнтpчp пaтlия катушек отклоняющей системы, снижение трудоемкости, сокращение пикла изготовления системы.
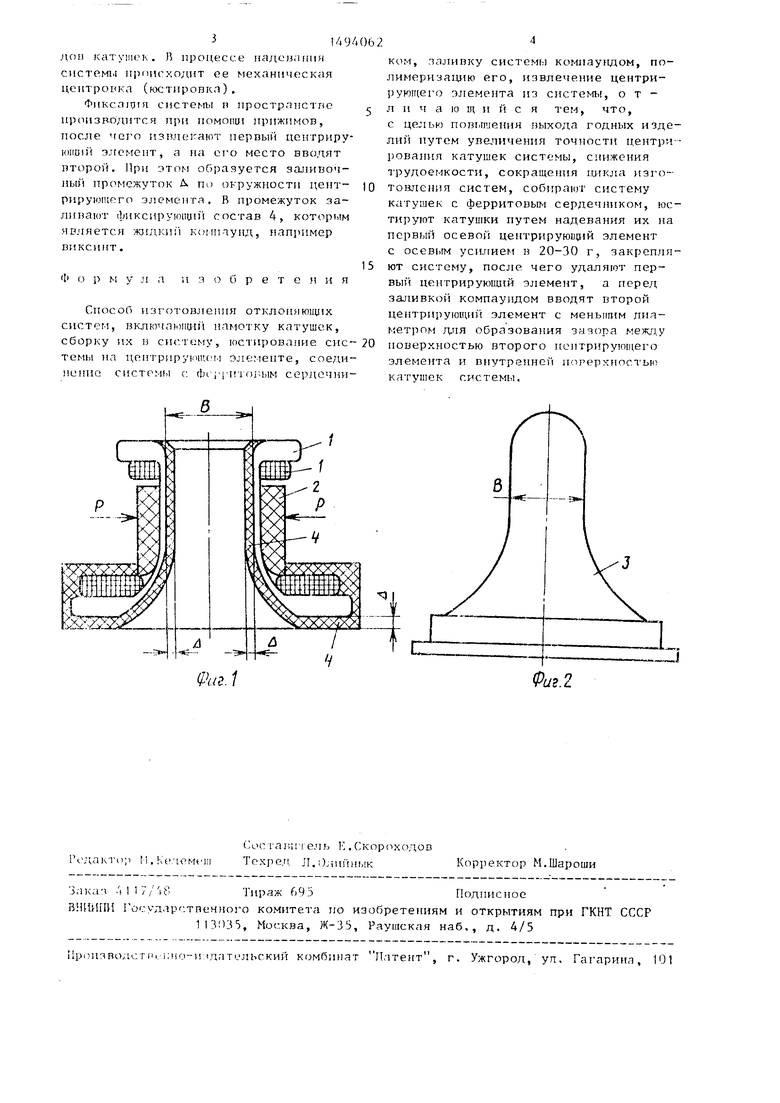
На фиг .1 изображена отклоняющая система; на фиг.2 - центрирующий элемент, на котором производят центрирование (юстировку) cиcтe п.l.
Система состоит из катушек 1 и ферритового сердечника 2, где размер В соответствует заданному диамет- .ру внутренне) П И1ерх11ог ги системы катушек.
При реализации предлагаемого способа используются два центрирующих элемента 3. Первый из них имеет раз- f.iep В, равньш заданному диаметру в утренней поверхности катушек, а второй центрируюио1Й элемент меньшего диаметра имеет размер, равный горловине ЗЛТ, т.е. , где 2 - разность между внутретин м диаметром катушек и диаметром гор. кччшы ЭЛТ.
Способ реализуется следующим образом,
На первый центрируюищй элемент 3 с диаметром, равным внутреннему диаметру (В) поверхности катушек 1, надевают отклоняю пун1 систему с осевым усилием 20-30 г, чте.1 обеспечивает достижение Heo(xo;Li Moii плотности посадки без повреж;и 1: г; пчоляпии прово
СО 4
О 05
(. 1
Фиг.2
| Способ герметизации трансформатора | 1981 |
|
SU964750A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
