Изобретение относится к обработке металлов давлением, а именно к холодной правке полых осесимметричных тонкостенных деталей, и может быть использовано при изготовлении корпусных оболочек, работающих под внутренним давлением, в различных отраслях народного хозяйства.
Одним из основных требований, предъявляемых к таким деталям, является обеспечение кривизны до 0,25 мм на погонный метр, что связано с функционированием деталей при эксплуатации. Кривизну их устраняют путем пластического изгиба, перегибая ее в направлении, противоположном имеющейся кривизне [см. Яковлев В.В., Ломаченко А.Н., Липкий Я.Н. Подручный вальцовщика станов холодной прокатки труб. М.: Металлургия, 1970, 184 с., стр.114...115].
Правка по характеру процесса подразделяется на однократную (периодическую) и многократную (непрерывную). Однократная правка производится на специальных правильных прессах следующим образом. Трубу укладывают на ролики так, чтобы выпуклая часть приходилась под штемпель. Штемпель, совершая возвратно-поступательное движение, надавливает на трубу и выправляет ее. Недостатком этого способа является невысокая точность правки (кривизна не менее 1,5 мм на один погонный метр трубы) и необходимость иметь специальный правильный пресс.
Многократная правка осуществляется на валковых правильных станах. Труба в процессе правки вращается и передвигаясь в осевом направлении, подвергается многократному упругопластическому изгибу. На этих станах достигается исправление кривизны до 0,5-1,0 мм на один погонный метр трубы, но невозможно осуществить правку труб переменного сечения и тонкостенных осесимметричных изделий.
Наиболее близким по технической сути и достигаемому техническому результату является способ правки цилиндрических изделий [А.С. СССР 1761333, кл. В 21 D 3/02, 1992 г. ] , включающий установку изделия в правильные валки с винтовым профилем, направленным в противоположные стороны от середины валка и вращение его вокруг собственной оси с упругопластическим изгибом. Причем валки выполнены с шагом винтовых выступов, равным 3,5-5,0 и диаметром 4,5-6,0 диаметра обрабатываемого изделия, принятый авторами за прототип.
Таким образом, задачей данного решения (прототипа) являлось повышение качества правки цилиндрических изделий. Недостаток способа заключается в необходимости иметь для правки специальный стан с определенным соотношением валков и диаметра изделия.
Общими признаками, с предлагаемым авторами способом правки, являются обкатка в валках с приложением растягивающих усилий. В отличии от прототипа, в предлагаемом авторами способе, правку производят на станке для ротационной вытяжки, при этом деталь надевают на оправку с зазором не менее 0,02 диаметра детали, центрируют на концевых участках и деформируют со степенью деформации 0,5...2,0 процента валками с шириной калибрующего пояска не менее 8 мм с подачей не менее 3 мм на оборот.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа, на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является повышение точности правки полых осесимметричных деталей и расширение технологических возможностей оборудования для ротационной вытяжки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем обкатку в валках с приложением растягивающих усилий, особенность заключается в том, что правку производят на станке для ротационной вытяжки, при этом деталь надевают на оправку с зазором не менее 0,02 диаметра детали, центрируют на концевых участках и деформируют со степенью деформации 0,5...2,0 процента валками с шириной калибрующего пояска не менее 8 мм с подачей не менее 3 мм наоборот.
Применение ротационной вытяжки позволило осуществлять правку полых осесимметричных деталей на том же оборудовании, что и для изготовления этих же деталей и тем самым расширить его технологические возможности.
Установка детали на оправку с зазором не менее 0,02 ее диаметра позволяет осуществлять перераспределение внутренних напряжений при правке без пластического деформирования, т.е. в диапазоне упругих деформаций. При величине зазора менее 0,02 диаметра возможно соприкосновение детали с оправкой и ее пластическое деформирование.
Центрирование на концевых участках и деформирование со степенью деформации 0,5...2,0 процента позволяет обеспечить равномерный зазор между деталью и оправкой. При нарушении центрирования детали изменяется зазор и деформирование в пределах 0,5...2,0 процента. При деформировании со степенью деформации более 2,0 процентов происходит пластическое деформирование детали, а со степенью деформации менее 0,5 процента процесс правки не осуществляется.
Деформирование валками с шириной калибрующего пояска не менее 8 мм и подачей не менее 3 мм на оборот позволяет создать необходимые растягивающие усилия без ухудшения качества поверхности детали. При ширине калибрующего пояска менее 8 мм и подаче менее 3 мм на оборот растягивающие усилия не достаточны для перераспределения напряжений в детали.
Таким образом новая совокупность приемов и операций позволяет повысить точность правки полых осесимметричных деталей и расширить технологические возможности оборудования для ротационной вытяжки.
Сущность изобретения заключается в том, что правку осуществляют обкаткой в валках с приложением растягивающих усилий на станке для ротационной вытяжки, при этом деталь надевают на оправку с зазором не менее 0,02 диаметра детали, центрируют на концевых участках и деформируют со степенью деформации 0,5...2,0 процента валками с шириной калибрующего пояска не менее 8 мм с подачей не менее 3 мм на оборот.
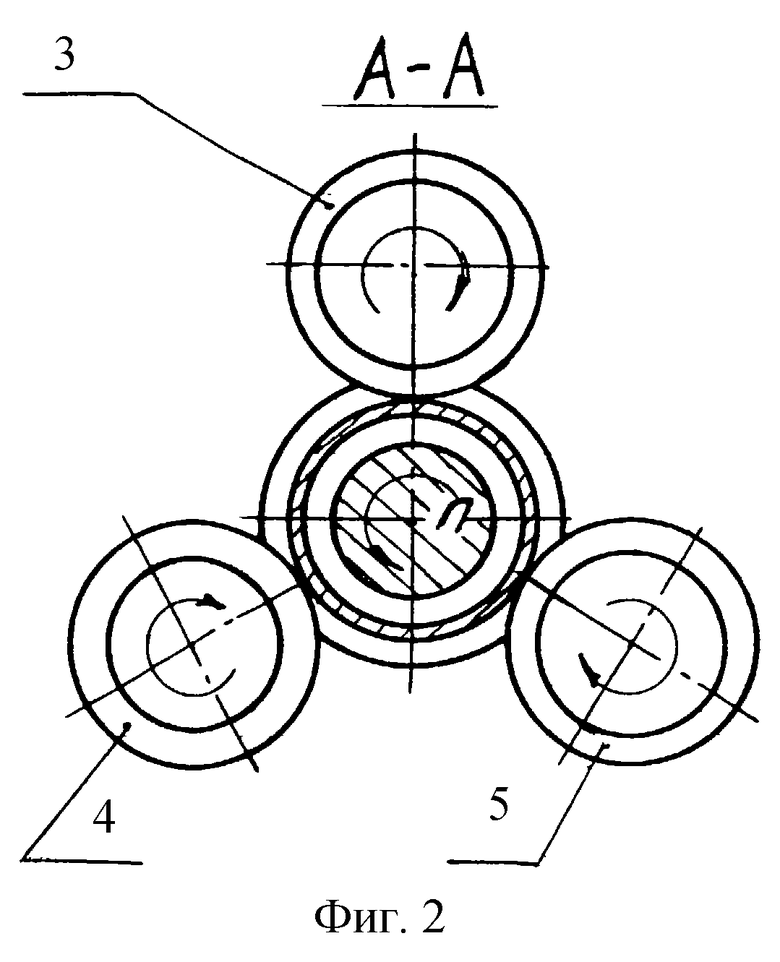
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема процесса правки, на фиг.2 - схема расположения роликов, оправки и детали в сечении А-А.
На фиг.1 и фиг.2 приняты следующие обозначения: 1 - оправка, 2 - деталь, 3, 4, 5 - валки, а, b - концевые участки для центрирования детали на оправке, Z - зазор между оправкой и деталью, t - ширина калибрующего пояска, S - осевая подача валков, n - обороты оправки.
Правку детали предлагаемым способом осуществляют следующим образом. На оправку 1 надевают деталь 2 с определенным зазором Z и центрируют на концевых участках "а" и "b". Для исключения проворота детали на оправке, она в торец поджимается специальным центром (на фиг. не показан). Затем дают вращение оправке, деформирующие валки 3; 4; 5 с калибрующим пояском "t" сводят в радиальном направлении. При осевом перемещении валков с подачей "S" мм на оборот осуществляют деформирование по наружному диаметру со степенью деформации 0,5-2,0 процента. После окончания правки выключают осевую подачу валков, разводят их в исходное положение, отводят центр и снимают деталь с оправки. Затем устанавливают на оправку следующую деталь и цикл правки повторяется.
Так как в процессе правки размеры готовой детали (диаметр, толщина стенки, линейные размеры) не должны изменяться, то она осуществляется в пределах упругой деформации металла. Для выполнения этого условия по предлагаемому способу обеспечивается необходимый зазор "Z" между деталью и оправкой, который зависит от размеров и кривизны детали и принимается не менее 0,02 ее диаметра. При правке вращающейся детали в пределах упругой деформации валками, перемещающимися в осевом направлении, происходит перераспределение напряжений, имеющихся в ней после холодной пластической деформации. В результате перераспределения напряжений в сечениях по длине детали уменьшается ее кривизна.
Приведенные пределы ширины калибрующего пояска валков "t", величины их подачи на оборот детали "S", получены при проведении опытных работ и зависят от диаметра детали и ее кривизны. Причем величина калибрующего пояска валка "t" не должна быть меньше величины его подачи "S" в осевом направлении, что приводит к появлению на поверхности детали винтового следа.
Таким образом приведенные интервалы ширины калибрующего пояска валков, величины его осевой подачи и степени деформации детали по диаметру являются оптимальными, так как обеспечивают высокую точность правки и достижение поставленной задачи предлагаемого способа.
Предлагаемый способ опробован при правке полых стальных тонкостенных осесимметричных деталей и реализуется следующим образом.
Пример. Осесимметричную тонкостенную деталь, полученную методом ротационной вытяжки с наружным диаметром 120 мм, толщиной стенки 1,7 мм на цилиндрическом участке длиной 1600 мм и имеющую утолщения на концевых участках, правили на станке для ротационной вытяжки. Максимальная кривизна образующей перед началом правки 3 мм, требуемая точность правки - кривизна образующей не более 0,25 мм на погонный метр. Исправляемую деталь надевали на специально изготовленную оправку, позволяющую центрировать ее по концевым участкам "а" и "b", и обеспечить зазор для ведения процесса правки в пределах упругой деформации. Зазор между оправкой и внутренней поверхностью детали составлял 3 мм. Затем деталь для исключения проворота на оправке поджималась специальным центром (на фиг.1 не показан). Далее включали вращение оправки с частотой вращения n=100 мин-1, валки с шириной калибрующего пояска 8 мм сводили в радиальном направлении до диаметра 118,0 мм, включали осевое перемещение валков с подачей S=4 мм на оборот и начинался процесс правки детали. Деформирование по диаметру на приведенной детали осуществлялось со степенью деформации 1,5 процента. После прохождения участка с толщиной стенки 1,7 мм выключали осевую подачу валков, вращение оправки, разводили валки в исходное положение, отводили центр, снимали деталь с оправки и проверяли кривизну детали.
После правки кривизна детали составила 0,4 мм на длине 1600 мм.
Использование предлагаемого способа обеспечивает снижение брака по кривизне на 15...20 процентов без применения специального оборудования для правки.
Изобретение может быть использовано при изготовлении тонкостенных осесимметричных деталей переменного сечения.
Указанный положительный эффект подтвержден при изготовлении опытной партии тонкостенных изделий по способу в соответствии с изобретением.
В настоящее время разработана технологическая документация, проведены испытания, намечено производство изделий по предлагаемому способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ | 2005 |
|
RU2295416C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2106217C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРОВАННОЙ КУМУЛЯТИВНОЙ ОБЛИЦОВКИ | 2011 |
|
RU2502038C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ изготовления полых осесимметричных тонкостенных деталей | 1989 |
|
SU1690931A1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК ИЗ ТРУБНЫХ ЗАГОТОВОК И ТРУБНАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК РОТАЦИОННОЙ ВЫТЯЖКОЙ | 2009 |
|
RU2405646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
Изобретение относится к обработке металлов давлением, а именно к холодной правке полых осесимметричных тонкостенных деталей, и может быть использовано при изготовлении корпусных оболочек, работающих под внутренним давлением в различных отраслях народного хозяйства. Полые осесимметричные детали обкатывают в валках с приложением растягивающих усилий на стенке для ротационной вытяжки, при этом деталь надевают на оправку с зазором не менее 0,02 диаметра детали, центрируют на концевых участках и деформируют со степенью деформации 0,5...2,0% валками с шириной калибрующего пояска не менее 8 мм с подачей не менее 3 мм на оборот. Изобретение обеспечивает повышение точности правки полых осесимметричных деталей, снижение брака по кривизне на 15-20% без применения специального оборудования для правки и позволяет расширить технологические возможности оборудования для ротационной вытяжки. 2 ил.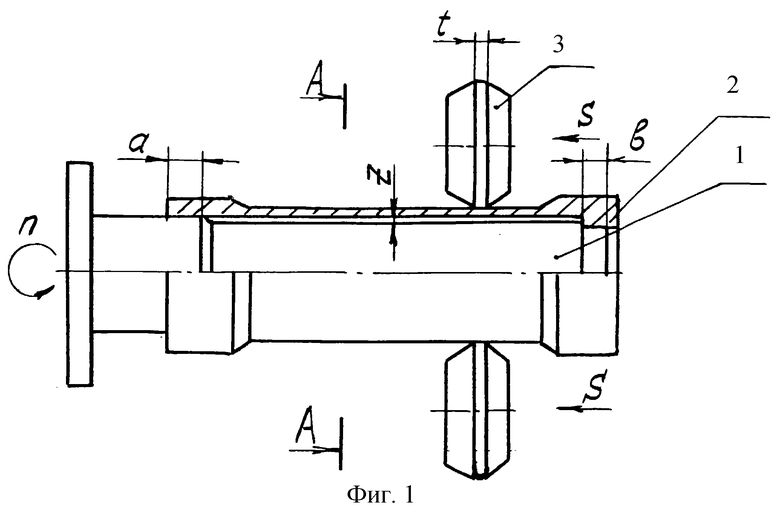
Способ правки полых осесимметричных деталей, включающий обкатку в валках с приложением растягивающих усилий, отличающийся тем, что правку производят на станке для ротационной вытяжки, при этом деталь надевают на оправку с зазором не менее 0,02 диаметра детали, центрируют на концевых участках и деформируют со степенью деформации 0,5...2,0% валками с шириной калибрующего пояска не менее 8 мм с подачей не менее 3 мм на оборот.
| Способ правки цилиндрических изделий | 1989 |
|
SU1761333A1 |
| SU 1169256 А1, 27.10.1996 | |||
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2006312C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ПОЛИСТИРОЛА И СОПОЛИМЕРОВ СТИРОЛА | 0 |
|
SU357274A1 |
| DE 3416687 А1, 16.01.1986. | |||

