Изобретение относится к обработке металлов давлением, в частности к производству полых профилей методом прессования, и может быть использовано при производстве труб из специальных сталей и сплавов.
Известен способ прессования труб, включающий нагрев технологической шайбы до регламентированной температуры ниже температуры нагрева заготовки, подачу шайбы на иглу, подачу заготовки на ось прессования, выпрессовку трубы, удаление пресс-остатка из контейнера и использование его в качестве задней технологической шайбы при последующем прессовании (патент РФ №2184633, В21С 23/08, опубл. 10.07.2002).
Недостатками известного способа являются расход металла за счет образования пресс-остатка, а также снижение выхода годного металла из-за неравномерной осадки при подпрессовке в контейнере, приводящее к смещению иглы и увеличению разностенности трубы.
В практике производства труб методом прессования широко распространен способ прессования труб из высокопрочных легированных сплавов, выбранный в качестве прототипа, содержащий подачу в контейнер пресса подогретой гильзы с нанесенной технологической смазкой, установку матрицы со смазочной шайбой на ней, введение в гильзу иглы и выдавливание пресс-штемпелем металла в отверстие матрицы. Затем штемпель, иглу и контейнер отводят назад и пилой отрезают пресс-остаток от трубы, который вместе с пресс-шайбой выталкивают в специальный лоток (Гуляев Г.И. и др. Прессование стальных труб и профилей. - М.: Металлургия, 1973, с.70).
Недостатками данного способа являются образование пресс-остатка и снижение выхода годного, а также увеличение трудоемкости технологического процесса за счет удаления пресс-остатка.
Известно устройство для прессования полых профилей, содержащее контейнер, матрицу с центрирующей втулкой, в контейнере расположен пресс-штемпель с пресс-шайбой и иглой, на рабочей части которой размещена дополнительная центрирующая втулка, контактирующая с заготовкой. При этом поверхности втулок, контактирующие с заготовкой, выполнены конусными, а сами центрирующие втулки изготовлены из материала заготовки (а.с. СССР №252272, В21С 25/04, опубл. 22.09.1969).
Недостатком устройства является разовое использование центрирующих втулок, только для одного изделия. Увеличивается расход металла и повышаются затраты на изготовление центрирующих втулок. Кроме того, при распрессовке заготовки в контейнере происходит изменение формы центрирующих втулок, что ведет к смещению пресс-иглы и, соответственно, увеличению разностенности изделия.
Наиболее близким техническим решением, принятым за прототип, является устройство для прессования полых профилей, содержащее контейнер, пресс-штемпель, иглу и матрицу, игла снабжена центрирующим элементом в виде пробки, наружная поверхность которого соприкасается с рабочими стенками (внутренней поверхностью) матрицы, при этом центрирующий элемент выполнен из обычной малоуглеродистой стали. При распрессовке заготовки в контейнере игла жестко фиксируется одним концом в отверстии пресс-шайбы. Рабочий конец иглы через центрирующий элемент входит в очко матрицы, что позволяет произвести распрессовку заготовки в контейнере, не нарушая центровку иглы (патент РФ №2314887, В21С 25/00, опубл. 20.01.2008).
Недостатками прототипа являются сложность установки центрирующего элемента в отверстии матрицы и необходимость приложения дополнительных усилий в начальной стадии процесса прессования, требуемых для выталкивания центрирующего элемента из отверстия матрицы. Кроме того, данное устройство не обеспечивает полную выпрессовку пресс-остатка из матрицы, что приводит к увеличению расхода металла.
Техническая задача, решаемая изобретением, заключается в полной выпрессовке полого профиля без образования пресс-остатка и повышении коэффициента выхода годного при прессовании.
Поставленная задача решается за счет того, что в устройстве для прессования полых профилей, содержащем контейнер, пуансон с пресс-шайбой, матрицу, снабженную центрирующим стаканом, смазочную шайбу, пресс-иглу, рабочий конец которой размещен в центрирующем стакане, согласно изобретению с возможностью перемещения внутри пуансона соосно размещен вспомогательный пуансон, устройство содержит удлинитель цилиндрической формы с диаметром, равным наружному диаметру вспомогательного пуансона, выполненный с возможностью установки внутри пуансона для выпрессовки пресс-остатка, при этом в пресс-шайбе установлена малая пресс-шайба, диаметр которой равен меньшему внутреннему диаметру отверстия матрицы, формирующей полый профиль, причем с одной стороны в малой пресс-шайбе закреплена пресс-игла, а с другой - вспомогательный пуансон. Кроме того, пуансон снабжен внутренней втулкой.
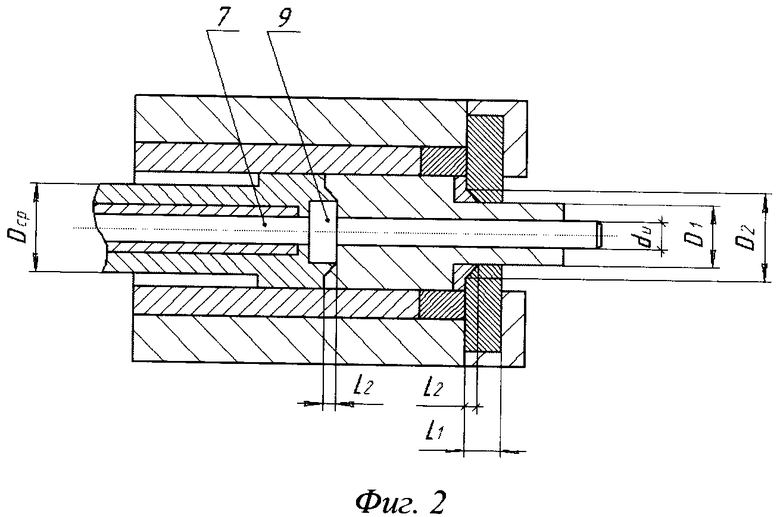
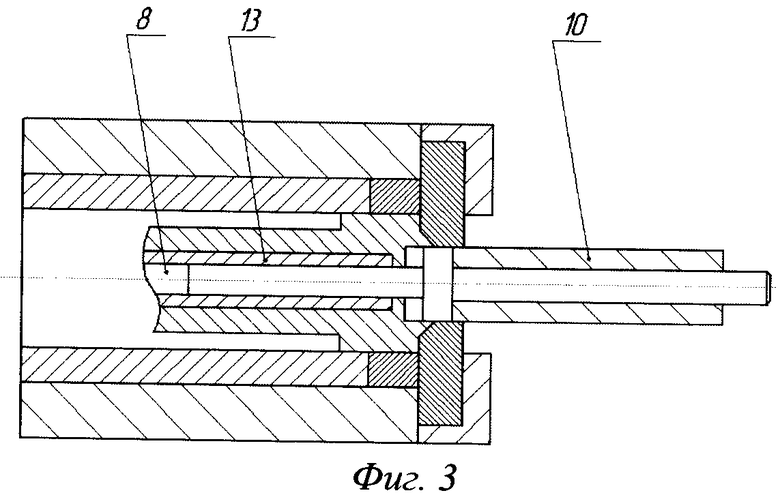
Изобретение поясняется чертежами, где на фиг.1 схематично показано в разрезе устройство для прессования, в частности центрирование пресс-иглы, на фиг.2 показано устройство в начальной стадии процесса прессования, а на фиг.3 - на стадии выпрессовки пресс-остатка.
Устройство для прессования полых профилей (фиг.1) содержит контейнер 1, матрицу 2, в которой размещен центрирующий стакан 3, пуансон 4 с размещенной на конце пресс-шайбой 5, пресс-иглу 6, рабочий конец которой размещен в центрирующем стакане 3. Внутри пуансона 4 соосно размещены вспомогательный пуансон 7 и удлинитель цилиндрической формы 8, а в пресс-шайбе 5 размещена малая пресс-шайба 9.
Устройство для прессования полых профилей работает следующим образом. С одной стороны контейнера 1 в матрицедержателе устанавливают матрицу 2, в которой размещают центрирующий стакан 3. Коническое отверстие матрицы 2 имеет два диаметра D1 и D2 (фиг.2), меньший из которых D1 соответствует сечению прессуемого полого профиля 10 (фиг.3), а больший диаметр D2 - среднему диаметру DCP пресс-шайбы 5. После этого производят установку смазочной шайбы 11. Затем нагретую до заданной температуры заготовку 12 с осевым отверстием размещают в контейнере 1. После размещения заготовки в контейнер 1 вводят пуансон 4, на конце которого размещена пресс-шайба 5 с пресс-иглой 6, рабочий конец которой закрепляют в центрирующем стакане 3. Пресс-шайба 5 предохраняет пуансон 4 от термических воздействий и уменьшает трение о внутреннюю втулку контейнера 1. Пресс-шайба 5 имеет конструкцию, предназначенную для полной выпрессовки материала полого профиля: в ней размещена малая пресс-шайба 9, диаметр которой равен меньшему внутреннему диаметру D1 отверстия матрицы 2, формирующей полый профиль 10.
Малая пресс-шайба 9 закреплена, например, с помощью резьбового соединения на вспомогательном пуансоне 7, размещенном соосно внутри полого пуансона 4. Кроме того, с другой стороны в малой пресс-шайбе 9 закреплена пресс-игла 6, которую вводят в осевое отверстие заготовки 12. Пуансон 4 передает давление пресса на пресс-шайбу 5 и заготовку 12 и заставляет металл вытекать в отверстие матрицы 2. Операцию прессования осуществляют до момента образования в контейнере 1 части металла, называемой пресс-остатком. Объем пресс-остатка VПР.ОСТ. можно рассчитать по двум формулам в зависимости от заданных параметров. Соответственно, если задан диаметр иглы dИ, то предлагается использовать формулу

где VПР.ОСТ. - объем пресс-остатка, мм3;
D1 - меньший внутренний диаметр отверстия матрицы, мм;
L1 - ширина матрицы, мм;
L2 - ширина части матрицы для размещения смазочной шайбы, мм.
Если задана толщина стенки bСТ готового полого профиля, то для расчета объема пресс-остатка VПР.ОСТ. предлагается использовать формулу

где bСТ - толщина стенки выпрессованного полого профиля, мм.
Затем производят операцию выпрессовки пресс-остатка. Для этого шток пресса (не показан) отводят в первоначальное положение и производят установку в осевое отверстие пуансона 4 удлинителя 8 цилиндрической формы и длиной (L1-L2), диаметр которого равен наружному диаметру вспомогательного пуансона 7. Под действием давления штока пресса на удлинитель 8 и, соответственно, на вспомогательный пуансон 7, которые размещены соосно внутри пуансона 4 и пресс-шайбы 5, происходит отделение малой пресс-шайбы 9 от пресс-шайбы 5 и перемещение ее вдоль оси прессования на расстояние (L1-L2). В результате этого малая пресс-шайба 9 продавливает пресс-остаток и получают готовое изделие 10. Для предохранения внутренних поверхностей пуансона 4 и пресс-шайбы 5 от абразивного износа, возникающего под действием сил трения при перемещении вспомогательного пуансона 7, внутри них устанавливают, например, цилиндрическую втулку 13.
В контейнере 1 может быть размещена втулка 14, которая в процессе эксплуатации испытывает термические напряжения и в результате трения подвергается абразивному износу. Особенно интенсивно износу подвергается выходная сторона втулки, что вызывает необходимость расточки втулки на больший диаметр по всей длине. Выполнение втулки, например, сборной конструкции устраняет эту необходимость, что позволяет снизить затраты на расточку втулки и снижает трудоемкость процесса.
Выполнение в заявляемом устройстве пресс-шайбы сборной конструкции - с малой пресс-шайбой, размещение внутри пуансона вспомогательного пуансона и возможность установки удлинителя цилиндрической формы позволяют снизить усилия прессования на этапе выпрессовки материала полого профиля и осуществить полную выпрессовку пресс-остатка, что повышает коэффициент выхода годного. Предлагаемая конструкция пресс-шайбы повышает срок ее эксплуатации, т.к. при перемещении в контейнере в результате скольжения только боковая поверхность пресс-шайбы испытывает истирающий износ, а на этапе выпрессовки износу подвергается торцевая поверхность малой пресс-шайбы. Таким образом, действие сил трения на пресс-шайбу распределено равномерно, что увеличивает эксплуатационный срок пресс-шайбы и повышает надежность технологического процесса прессования полых профилей.
Устройство для прессования полых профилей было опробовано на вертикальном гидравлическом испытательном прессе ПММ-125 усилием 1,25 МН. Реализация предлагаемого устройства потребовала изменения конструкции прессового инструмента и дооснащения пресса специальными приспособлениями - вспомогательным пуансоном, удлинителем цилиндрической формы и составной пресс-шайбой.
Основной пуансон с наружным диаметром 44 мм выполнен с центральным осевым отверстием диаметром 22 мм, в котором расположена цилиндрическая втулка, внутренний диаметр которой составляет 12 мм. Внутри нее соосно размещен вспомогательный пуансон, наружный диаметр которого равен 11 мм. Наружный диаметр пресс-шайбы равен 58 мм, а внутренний соответствует наружному диаметру цилиндрической втулки, что обеспечивает ее размещение внутри пресс-шайбы. Наружный диаметр малой пресс-шайбы составляет 23 мм.
Цилиндрическую заготовку из стали марки Ст. 20 диаметром 60 мм и высотой 100 мм с центральным осевым отверстием диаметром 16 мм, предварительно нагретую до температуры 1100°С, загружали в контейнер диаметром 60 мм. В матрице диаметром 25 мм устанавливали смазочную шайбу (стекло-шайба) диаметром 58 мм. Затем в осевое отверстие заготовки устанавливали пресс-иглу диаметром 11,3 мм с последующим ее центрированием. Контейнер устанавливали на ось прессования и при перемещении пуансона производили распрессовку заготовки и последующее прессование трубы. После достижения торцевой поверхностью основной пресс-шайбы поверхности матрицы начинался процесс выпрессовки пресс-остатка. Для этого шток пресса отводили в первоначальное положение и устанавливали в осевое отверстие пуансона удлинитель цилиндрической формы длиной 32 мм, диаметр которого равен наружному диаметру вспомогательного пуансона. Под действием штока пресса выдвигался вспомогательный пуансон, к рабочей части которого резьбовым соединением была присоединена малая пресс-шайба, которая, перемещаясь на расстояние 32 мм, выдавливала из отверстия матрицы пресс-остаток.
Таким образом, был реализован процесс прессования с полной выпрессовкой материала заготовки и изготовлена труба с наружным диаметром 25 мм, внутренним диаметром 11 мм и длиной 678,1 мм. Масса выпрессованного пресс-остатка составила 0,1 кг, что обеспечило 3-5% экономии металла.
Использование предлагаемого устройства для прессования полых профилей обеспечивает полную выпрессовку полого профиля в отверстие матрицы, отсутствие пресс-остатка и повышение коэффициента выхода годного. Изобретение может быть использовано при производстве труб ответственного назначения из специальных сталей и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2535831C1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
| Устройство для прессования прецизионных труб и способ прессования прецизионных труб с его использованием | 2015 |
|
RU2608110C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВНУТРЕННИМ ВИНТООБРАЗНЫМ ОРЕБРЕНИЕМ | 2014 |
|
RU2554261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
Изобретение относится к обработке металлов давлением. Устройство содержит контейнер, пуансон с пресс-шайбой, матрицу, смазочную шайбу и пресс-иглу. Матрица снабжена центрирующим стаканом. Один конец пресс-иглы закреплен в пресс-шайбе, а другой размещен в центрирующем стакане. Внутри пуансона соосно размещен вспомогательный пуансон с возможностью его перемещения. Также устройство содержит удлинитель цилиндрической формы. Упомянутый удлинитель выполнен с возможностью установки внутри пуансона для выпрессовки пресс-остатка. Диаметр упомянутого удлинителя равен наружному диаметру вспомогательного пуансона. В пресс-шайбе установлена малая пресс-шайба, диаметр которой равен меньшему внутреннему диаметру отверстия матрицы, формирующей полый профиль. С одной стороны в малой пресс-шайбе закреплена пресс-игла, а с другой - вспомогательный пуансон. В результате обеспечивается полная выпрессовка полого профиля без образования пресс-остатка и повышение коэффициента выхода годного. 1 з.п. ф-лы, 3 ил.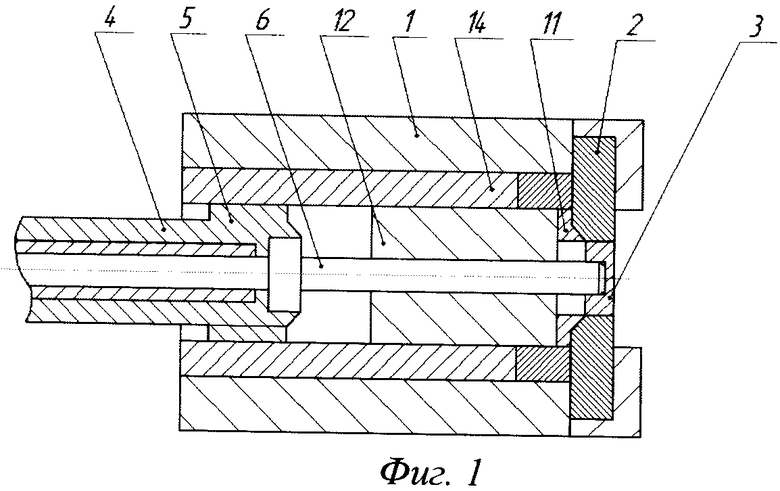
1. Устройство для прессования полых профилей, содержащее контейнер, пуансон с пресс-шайбой, матрицу, снабженную центрирующим стаканом, смазочную шайбу, пресс-иглу, рабочий конец которой размещен в центрирующем стакане, отличающееся тем, что с возможностью перемещения внутри пуансона соосно размещен вспомогательный пуансон, устройство содержит удлинитель цилиндрической формы с диаметром, равным наружному диаметру вспомогательного пуансона, выполненный с возможностью установки внутри пуансона для выпрессовки пресс-остатка, при этом в пресс-шайбе установлена малая пресс-шайба, диаметр которой равен меньшему внутреннему диаметру отверстия матрицы, формирующей полый профиль, причем с одной стороны в малой пресс-шайбе закреплена пресс-игла, а с другой - вспомогательный пуансон.
2. Устройство по п.1, отличающееся тем, что пуансон снабжен внутренней втулкой.
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2006 |
|
RU2314887C2 |
| Инструмент для прессования заготовок из труднодеформируемых материалов | 1988 |
|
SU1690881A1 |
| УСТРОЙСТВО для ЭКСПАНДИРОВАНИЯ полых ЗАГОТОВОК | 0 |
|
SU385643A1 |
| DE 10257585 A1, 24.06.2004 | |||
| ПАНЕЛЬ ДЛЯ ОТДЕЛКИ ИНТЕРЬЕРА ВОЗДУШНОГО СУДНА И ВОЗДУШНОЕ СУДНО, ОТДЕЛАННОЕ ТАКИМИ ПАНЕЛЯМИ | 2012 |
|
RU2607210C2 |

