Изобретение относится к технологии оптического приборостроения, а именно к способам изготовления (сборки и юстировки) линзовых оптических систем, например, объективов.
Известен способ изготовления многолинзового объектива, основанный на установлении каждой линзы в от дельную оправу соосно их внешним поверхностям одного диаметра, при этом их контактирующие между собой торцовые поверхности обеспечивают воздушный промежуток между линзами. Оправы устанавливают заподлицо одна с другой и скрепляют клеем
Известен также способ изготовления (сборки и юстировки) оптических систем, заключающийся в том, что линзы разделяют прокладками, имеющими форму торцовых поверхностей, соответствующих поверхностям сопрягаемых линз и соосных между собой, при этом прокладку в процессе юстировки поворачивают вокруг центра кривизны первой ее поверхности до тех пор, пока первая линза и прокладка не будут иметь общую ось, затем разворачивают вторую линзу вокруг центра кривизны второй поверхности прокладки до тех пор, пока все три элемента не будут иметь общую ось и так далее.
Известен способ изготовления много- линзового объектива в оправе, при котором в литейную форму вводят последовательно линзы в осевом направлении, чередующиеся с разделительными кольцами, а центрирующие элементы вводят и выводят из отливки в радиальном направлении, причем выводят их после заливки формы пластмассой.
Известен способ изготовления многолинзового объектива в оправе, включающий зажим линз между центрирующими кромками половин пресс-формы, в промежутках между линзами в пресс-форме установку разделительных колец с центрирующими
-ч
СП
ел
ю
Јь
кромками и последующим введением в форму пластмассы.
Все эти способы - нетехнологичны, так как одной из операций их является центрирование, заключающееся в выверке с последующей регулировкой соосности каждой линзы с базовой поверхностью.
Наиболее близким к предлагаемому является способ изготовления линзовой системы, основанный на том, что в корпус вводят последовательно линзы, чередующиеся с разделительными кольцами, выпол- ненн ьшй одного диаметра расчетной толщины и контактирующими с линзами элементами, соосными базовому диаметру. Затем блок фиксируют в корпусе в осевом направлении с помощью резьбовых или разрезных колец.
Несмотря на то, что данный способ более технологичен по сравнению с известным, так как построен по принципу самоцентрирования, однако он не обеспечивает достаточного качества оптической системы из-за децентрировки линз в корпусе, обусловленной зазором между базовыми поверхностями разделительных колец и корпуса.
Поставленная цель достигается тем, что в предлагаемом способе изготовления линзовой оптической системы, заключающемся в форсировании оптического блока путем поочередной установки линз и разделительных конец, закреплении их в осевом направлении и контроле, формируют оптический блок вне корпуса, с использованием технологической призменной детали.
Разделительные кольца устанавливают с прижатием их в радиальном направлении к граням призмы, что обеспечивает их соосность в блоке, а линзы принуждают смещаться и поворачиваться за счет сжатия их в осевом направлении между контактирующими с ними элементами колец до тех пор, пока полностью ни устранится зазор между ними, что обеспечивает соосность линз и колец, и, следовательно соосность линз между собой.
К сформированному оптическому блоку подводят фиксирующее технологическое устройство, прилагают попеременно радиальные и осевые стягивающие усилия до полного сопряжения деталей сборки, после чего контролируют оптическую систему, закрепляют оптический блок связующим материалом, затем освобождают его от технологических деталей и устанавливают в корпус, сохраняя базой, определяющей положение оси системы, торцовые поверхности крайних колец.
Предлагаемый способ изготовления линзовой оптической системы соответствует критерию-новизне, так как изложенная совокупность признаков, характеризующая предлагаемый способ,не раскрыта в известных источниках науки и технике. Кроме того, анализ показывает, что в предлагаемом решении изготовления оптической системы, в отличии от известного, обеспечивается вы0 сокая соосность линз в оптической системе, обусловленная технологией сборки оптического блока, исключающая зазор между базовыми поверхностями, децентрирующими линзы в готовом изделии.
5 Действительно, прижатие к граням призмы базовой поверхности колец обеспечивает однозначное расположение их осей в пространстве. Сжимающее действие соос- но расположенных кромок разделительных
0 колец заставляет линзы смещаться и поворачиваться до тех пор, пока ни устранится зазор между линзами и кольцами. При полном устранении зазоров центры кривизны всех поверхностей линз оказываются на оси
5 контактирующих кромок колец, соосных, в свою очередь, базовому диаметру колец. Таким образом, прямые, соединяющие центры кривизны обеих поверхностей линз, являющиеся оптическими осями линз, устанавли0 ваются на оси базового диаметра разделительных конец, и оптическая системе оказывается сцентрированной.
Оптическая система сохраняет свое сцентрированное состояние после фикса5 ции оптического блока и склейки линз к разделительных колец между собой до того, как блок установят в корпус, поэтому зазор между корпусом и оптическим блоком не децентрирует систему. Кроме того, в гото0 вом изделии базой, опоеделяющей положение оптической оси системы, являются торцовые поверхности крайних колец.
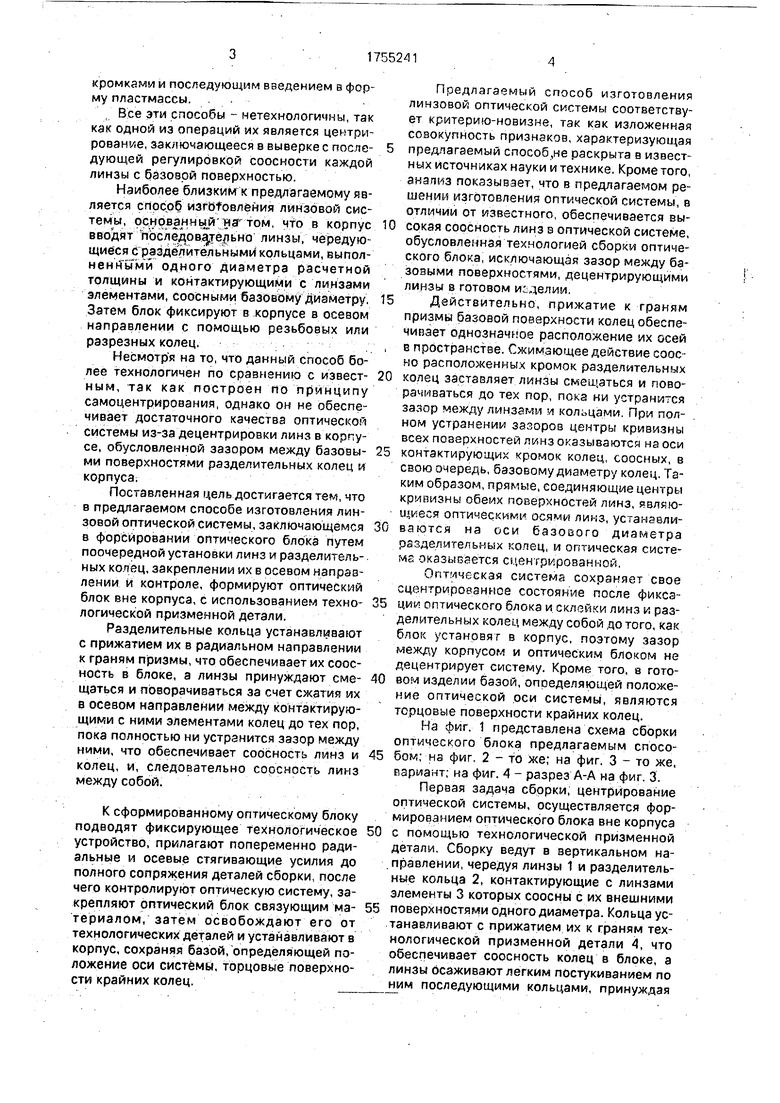
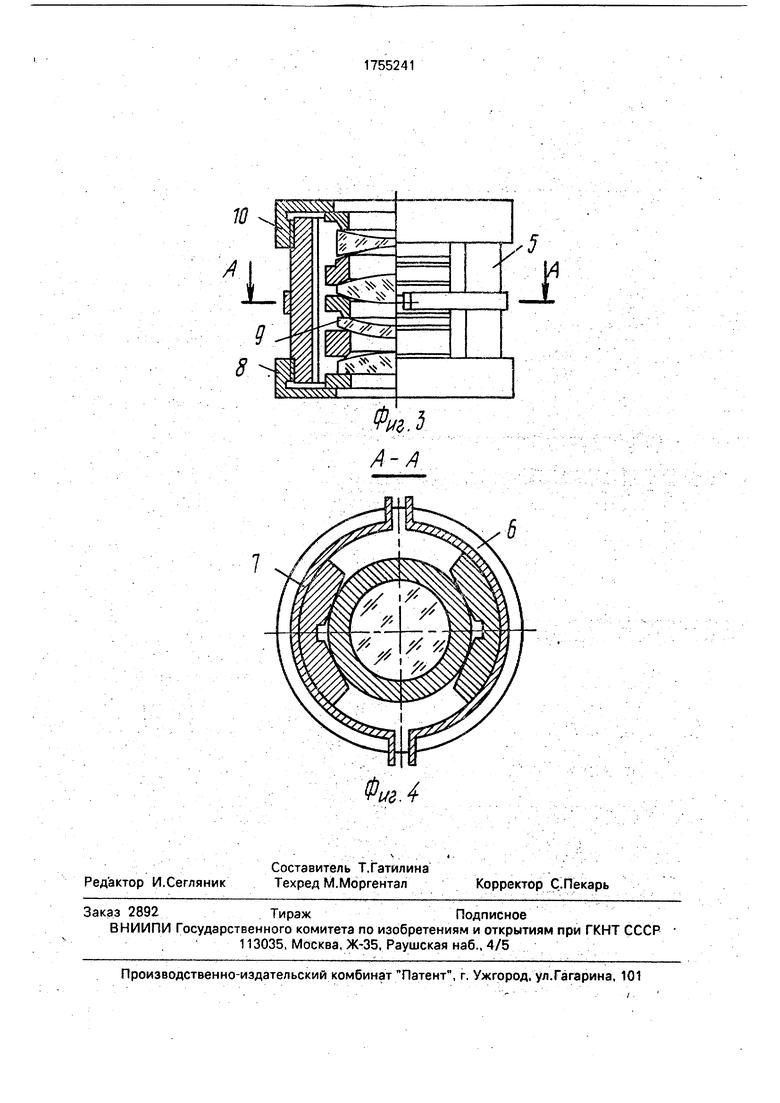
На фиг. 1 представлена схема сборки оптического блока предлагаемым спосо5 бом; на фиг. 2 - то же; на фиг. 3 - то же, вариант; на фиг. 4 - разрез А-А на фиг. 3.
Первая задача сборки, центрирование оптической системы, осуществляется формированием оптического блока вне корпуса
0 с помощью технологической призменной детали. Сборку ведут в вертикальном направлении, чередуя линзы 1 и разделительные кольца 2, контактирующие с линзами элементы 3 которых соосны с их внешними
5 поверхностями одного диаметра. Кольца устанавливают с прижатием их к граням технологической призменной детали 4, что обеспечивает соосность колец в блоке, а линзы осаживают легким постукиванием по ним последующими кольцами, принуждая
их смещаться и поворачиваться до тех пор, пока ни устранится зазор между линзами и контактирующими элементами соседних колец.
Полное сопряжение поверхности линзы и контактирующей кромки кольца обеспечивают установление центра кривизны этой поверхности на оси контактирующей кромки. В результате сжатия линз между кольцами центры кривизны всех поверхностей линз оказываются на осях контактирующих с ними кромок колец, соосных, в свою очередь, с базовым диаметром колец. Таким образом, оптические оси линз устанавливаются в оптическом блоке соосно базовому диаметру, и оптическая система оказывается сцентрированной.
В некоторых случаях, когда воздушный промежуток между линзами мал, и разделительное кольцо в блоке отсутствует, эти линзы сначала центрируют с помощью технологического разделительного кольца тем же способом, затем склеивают линзы с соседними разделительными кольцами, после чего снимают одну склейку, удаляют тех- нологическое кольцо и устанавливают склейку на место, выдерживая воздушный промежуток с помощью прокладки.
Задача центрирования оптической системы решается указанным способом даже в случае, если система включает линзы малого диаметра или линзы с поверхностями, не поддающимися самоцентрированию. Тогда решение находят при проектировании оптической системы с учетом условия самоцентрирования линз. Линза поддается самоцентрированию, если угол сдвигания линзы, т.е. угол между касательными к поверхностям линзы в точках соприкосновения с центрирующими элементами превышает 17°. Например, линзу, у которой угол сдвигания мал, можно просто дополнить рабочей фаской 9 (фиг. 3).
Вторая задача сборки, сохранение оптической системы в центрированном состоянии, решается фиксированием оптического лока и склейкой линз и колец между собой.
На фиг. 4 представлен пример конструкции технологического устройства, стягивающего сформированный оптический блок.
К сформированному оптическому блоку прижимают вторую призменную деталь 5, затем попеременно стягивают блок в радиальном направлении с помощью прижимных полуколец 6 и 7 осевом направлении - с помощью торцевых крышек 8 и 10, навинчивающихся на цилиндрические части
призменчых деталей, до полного сопряжения всех деталей. Зафиксированный оптический блок контролируют, скрепляют линзы м кольца между собой связующим
материалом, освобождают его от технологических деталей и укрепляют в корпусе, сохраняя базой для определения положения оптической оси системы торцовые поверхности крайних колец.
Материалами для склейки линз и колец могу быть клеи К-153НК-5.ТКМ-15, эластичные гернзтики ЧТ-34, ВИТЭФ-1. Материалом для изготовления призменных деталей можно использовать СТ-45, для разделительных колец - АМГ-3, АМГ-6, латунь (360) и др.
Использование предлагаемого способ изготовления линзовой оптической системы позволяет по сравнению с существующими
получить высокое качество оптической системы при производительной сборке и т ехно- логичном центрировании оптического блока без применения высококвалифицированного труда и сложных оптических приборов
(микроскопов, автокоплиматоров, индикаторов и др).
Кроме того, точность центрирования зависит только от точности изготовления металлических деталей, а изготовление линз
упрощается, так как не требуется точного центрирования их при округливании и фасе- тировке.
Не накладывают ограничений на предлагаемый способ изготовления диаметры
линз и их форма.
Формула изобретения Способ изготовления линзовой оптической системы, заключающийся в формировании оптического блока путем
поочередной установки линз и разделительных колец, фиксировании его и контроля, отличающийся тем, что, с целью повышения качества линзовой системы за счет уменьшения децентрировки линз, при
формировании оптического блока разделительные кольца устанавливают с прижатием их к граням дополнительно введенной приз- менной детали, линзы перемещают сжатием их соседними кольцами до устранения
зазоров между линзами и кольцами, фиксируют оптический блок с использованием дополнительно введенного технологического устройства, стягивай его попеременно в радиальном и осевом направлениях до полного сопряжения всех деталей, а после контроля скрепляют блок связующим материалом, освобождают от технологических деталей и устанавливают в корпус.
A I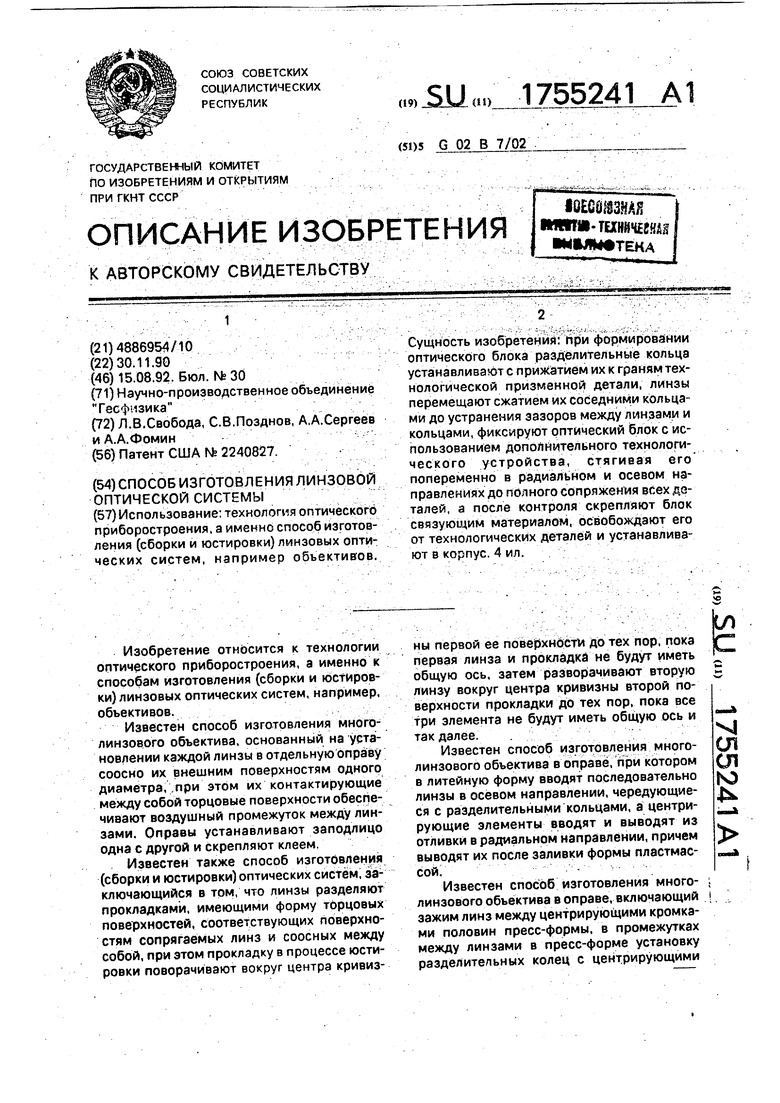
| название | год | авторы | номер документа |
|---|---|---|---|
| Оптическое устройство в оправе и способ его сборки | 1989 |
|
SU1767462A1 |
| Способ центрирования в оправе линз, работающих в инфракрасной области спектра | 2016 |
|
RU2634078C1 |
| Способ изготовления многолинзового объектива в оправе | 1988 |
|
SU1628039A1 |
| Способ сборки объектива | 1989 |
|
SU1721576A1 |
| СПОСОБ СБОРКИ СКЛЕИВАЕМЫХ ЛИНЗ И ОПРАВЫ | 1975 |
|
SU533198A1 |
| СПОСОБ СБОРКИ ОБЪЕКТИВОВ, РАБОТАЮЩИХ В ИНФРАКРАСНОЙ ОБЛАСТИ СПЕКТРА | 2007 |
|
RU2355002C1 |
| Способ позиционирования оптических узлов и функциональных поверхностей с прерывностями в зоне оптической оси | 1978 |
|
SU962826A1 |
| ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ СФОКУСИРОВАННОГО ЛАЗЕРНОГО ПУЧКА | 2008 |
|
RU2474795C2 |
| Способ центрирования линзы в оправе и оправа для его осуществления | 2016 |
|
RU2641320C1 |
| СПОСОБ ЮСТИРОВКИ ОБЪЕКТИВА ДЛЯ МИКРОСКОПА И ОБЪЕКТИВ ДЛЯ МИКРОСКОПА | 2012 |
|
RU2497164C1 |
Использование1 технология оптического приборостроения, а именно способ изготовления (сборки и юстировки) линзовых оптических систем, например объективов. Сущность изобретения: при формировании оптического блока разделительные кольца устанавливают с прижатием их к граням технологической призменной детали, линзы перемещают сжатием их соседними кольцами до устранения зазоров между линзами и кольцами, фиксируют оптический блок с использованием дополнительного технологического устройства, стягивая его попеременно в радиальном и осевом направлениях до полного сопряжения всех деталей, а после контроля скрепляют блок связующим материалом, освобождают его от технологических деталей и устанавливают в корпус. 4 ил.
А-А
Ь
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ, СПОСОБЫ ЕЕ ПРИГОТОВЛЕНИЯ, СТАБИЛЬНЫЕ ВОДОНЕРАСТВОРИМЫЕ КОМПЛЕКСЫ, СПОСОБ ПРЕВРАЩЕНИЯ ТЕРАПЕВТИЧЕСКИ АКТИВНОГО СОЕДИНЕНИЯ И ТЕРАПЕВТИЧЕСКИ АКТИВНОЕ СОЕДИНЕНИЕ | 1999 |
|
RU2240827C2 |
