О
сл
4; 0
4;
ас
ч
1 устанавливают n устройстпо 8 лля вращения статора и нключают нагреватель 9. R каналы 7 устанавливают уплотняющие пробки 10, одновременно начиная вакуумировать полость стато ра. Включают вращение статора и подают компаунд через патрубок в полость вращающегося статора. Заливку обмотки статора компаундом производят при вращении статора, не снимая вакуума при повышенной температуре.
9А148
После заливки производят разгермети- запию статора путем прекращения ва- куумироваиия, при этом под действием центробежных сил пробки 1C выталкиваются и излишки компаунда вытекают из полости статора. Повышают температуру нагрева статора и производят термообработку, не прекращая врашения 1Q статора до полного или частичного отверждения компаунда. 1 з.п. ф-лы. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ капсулирования обмотки статора погружного электродвигателя | 1984 |
|
SU1334297A1 |
| Способ капсулирования обмотки статора | 1991 |
|
SU1820981A3 |
| СПОСОБ КОМПАУНДИРОВАНИЯ ОБМОТОК СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2007 |
|
RU2330372C1 |
| Способ капсулирования обмотки статора взрывозащищенного электродвигателя и оснастка для его осуществления | 1991 |
|
SU1819367A3 |
| ПРОХОДКА ВОЛОКОННО-ОПТИЧЕСКАЯ | 2023 |
|
RU2807418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1030926A1 |
| СПОСОБ НАНЕСЕНИЯ ШЛИКЕРА МЕТАЛЛОКЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ СТАТОРА ТУРБИНЫ | 2008 |
|
RU2433208C2 |
| Способ изготовления статора электрической машины | 1986 |
|
SU1427506A1 |
| Смеситель установки для герметизации изделий полимерными материалами | 1980 |
|
SU889441A1 |
Изобретение относится к электротехнике ,в частности, к технологии капсулирования обмоток статоров электрических машин. Цель изобретения - повышение производительности и упрощение процесса капсулирования. На торцах статора 1 с капсулируемой обмоткой 2 устанавливают герметизирующие заглушки с вращающимися 3 и неподвижными 4 частями, в которых соосно со статором устанавливают герметичный ввод. Герметичный ввод снабжен патрубками для вакуумирования 5 и для подачи компаунда. Статор 1 устанавливают в устройство 8 для вращения статора и включают нагреватель 9. В каналы 7 устанавливают уплотняющие пробки 10, одновременно начиная вакуумировать полость статора. Включают вращение статора и подают компаунд через патрубок в полость вращающегося статора. Заливку обмотки статора компаундом производят при вращении статора, не снимая вакуума при повышенной температуре. После заливки производят разгерметизацию статора путем прекращения вакуумирования, при этом под действием центробежных сил пробки 10 выталкиваются и излишки компаунда вытекают из полости статора. Повышают температуру нагрева статора и производят термообработку, не прекращая вращения статора до полного или частичного отверждения компаунда. 1 з.п. ф-лы, 1 ил.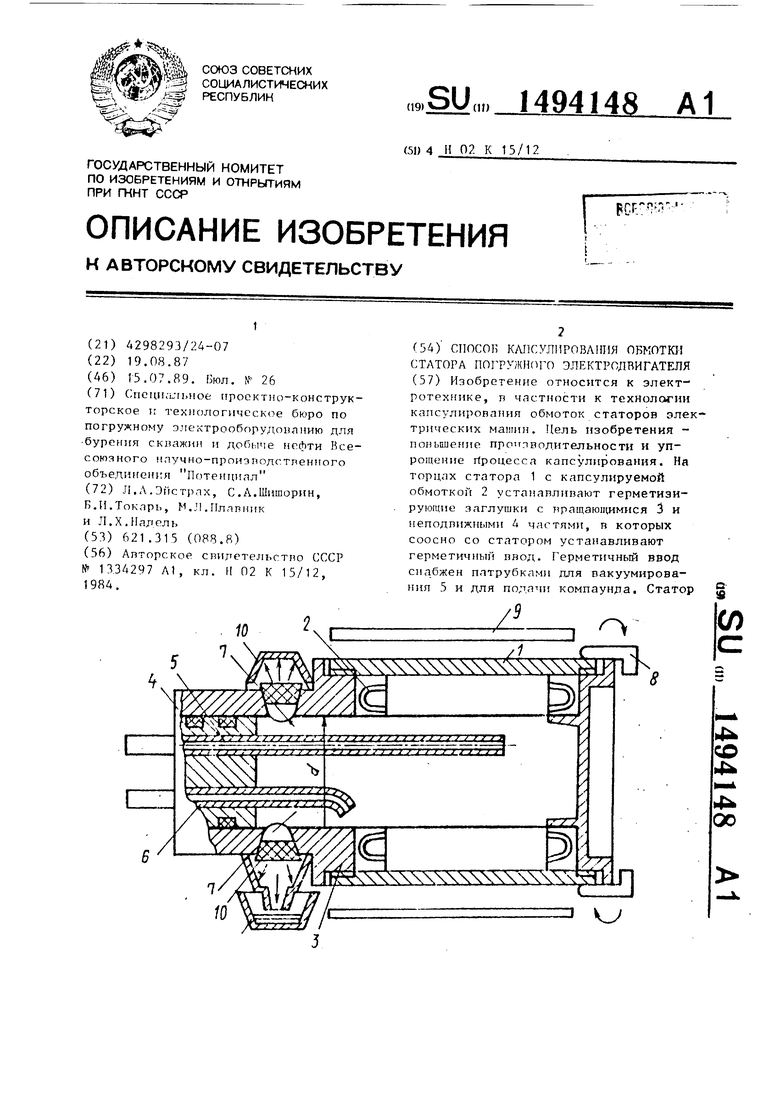
Изобретение относится к области электротехники, в частности к технологии капсул-ирования обмоток статров электрических машин.
Цель изобретения - повышение производительности, упрощение процесса капсулирования и уменьшение расхода компаунда.
На чертеже изображен статор в процессе его заливки.
Капсулирование обмотки по предлагаемому способу осуществляют след тощим образом.
На торцах статора 1 с капсулиру- емой обмоткой 2 устанавливают гер- метизируюпц1ё заглушки, в которых соосно со статором с одной или двух сторон установлены гермети шые вводы. На чертеже показан герметичный ввод, установленньш в одной из сторон статора в заглушке, включающей вращающуюся 3 и неподвижную 4 части. Герметичньгй ввод снабже) патрубками для вакуумированпя 5, подачи компаунда 6, расположенными в неподвижной части 4 герметизирующей заглушки.
В качестве патрубка для слива излишков компаунда используют внутреннюю цилиндрическую полость во вращающейся части 3 герметизирующей заглушки, минимальньй диаметр (d) полости по крайней мере на границе Капсулирования равен задранному диаметру заливки. Эта полость сообщается с радиальными каналами 7, расположенными под углом до 90 к оси статора с вершиной, обращенной к полости статора, и имеющими форму конуса, меньшее основание которого наравлено к оси статора.
Статор 1 устанавливают в устройство 8 для вращения статора и включают нагреватель 9 для предварительного нагрева статора 1.
В выходные .отверстия каналов 7 Щ1я слива компаунда устанавливают уплотняющие пробки 10, одновременно начиная вакуумировать полость статора
Затем начинают вращать статор
вместе с установленной герметизирующей заглушкой. При этом патрубки для вакуумирования 5 и подачи компаунда 6 связаны через краны либо устройства их заменяющие соответственно с системами вакуумирования и емкостью с компаундом. Одновременно на статоре при помощи нагревателя 9 поддерживается температура, требуемая для обеспечения качественной заливки компаунда. .
Эту температуру выбирают из условия достижения оптимальной вязкости компаунда при заливке.
Производят подачу компаунда в ва-- куумированную полость вращающегося
статора непосредственно к пазам статора через патрубок 6, устаиов- ленньш в неподвижной (невращающейся) части 4 герметичного ввода и продолжают вакуумировать вращающийся
статор.
Обмотку вращающегося статора заполняют жидким компаундом в количестве, несколько превышающем рас- четное. После этого производят разгерметизац} ю статора путем прекращения яакуумирования полости статора и одновременный слив излишков компаунда. Эта одновременность дог5
тигает я тем, ;то при прекрлшоини на куумиропсяния под, дейстнием центробежных сил вытсглкипаются пробки 10, уплотнявшие каналы для слива излиш- ков компаунда.
Излишки компаунда под действием центробежных сил вытекают из полости статора до уровня, определяемого минимальным диамптром цилиндрической полости подвижной части гпрметишгрую щей заглушки-. Затем порьгшают температуру нагрева статора и производят термообработку статора в процессе его вращения до полного или частично го отверждения компаунда.
Приме р. Залиику статора по- гружиогч) электродвигателя ПЭДД2,5- -117/Д производят гшоксиди1 1м наполненным компаундом марки ЭЗК8/А. Числ оборотов, необходимое для создания давления в компаунде в процессе вращения, определенное по размерам стл- тора и удельному весу компаунда 150 об/мим. Температура статора при заливке, необходимая для поддержания компаунда в шщком состоянии, 70 С. Полость статора вакуумируют до остаточного давления АО рт.ст.
В качестве материапа для изготов- ления пробок использована резина марки 3826 на основе бутадиен-нитрильно го каучука с плотностью 1350- 1АОО кг/м .
После заполнения статора компаун- дом н количестве, превышающем расчетное на 0,3-0,5 кг его выдерживают в процессе вращения при остаточном давлении не выше 40 мм рт.ст. в течение 3-5 мин, при 70-80 С, после чего прекращают вакууьшрование, что одновременно вызывает выпадение пробок из каналов во вращающейся части герметичных вводив и слив излишков компаунда до уровня, определяемого минимальным диаметром цилиндрической полости используемого в качестве патрубка для слива 46 мм. Время слива компаунда 10-12 мин. Затем статор нагревают до 120-130°С во ара- щении (в течение 0,5-0,7 ч) и термо- обрабатывают, поддерживая эту температуру в течение 3 ч. Затем вращение прекращают. Статор помещают в печь
с 150-160 С, где производят оконча
ц
5
0
0
5 О 5 0
5
.8б
трльную термг обработку в течение 10 ч.
Способ может быть использован для капсулироваиия обмоток статоров электрических машин.
Изобретение позволит уменьшить трудоемкость капсулирования ввиду отсутствия сложной и требующей периодической очистки (мойка, выключение) системы кранов, повысить производительность благодаря сокращению времени капсулиронания за счет уменьшения времени слива компаунда и совмещения операций слива и разгерметизации. Кроме того, способ обеспечивает экономию компаунда, излишки которого но остаются в патрубке в процессе слипа.
Формула изобретения
| Насос | 1917 |
|
SU13A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
