kiB
4
Ю
Изобретеш е относится к электро технике, в частности к способам из- гото:вления статоров электрических машин, преимущественно с непосред- ственным жидкостным охлаждением маг- ipiTonpовода и обмотки статора,
Цель изобретехшя - повышение качества путем уменьшения напряжений 9 статоре,
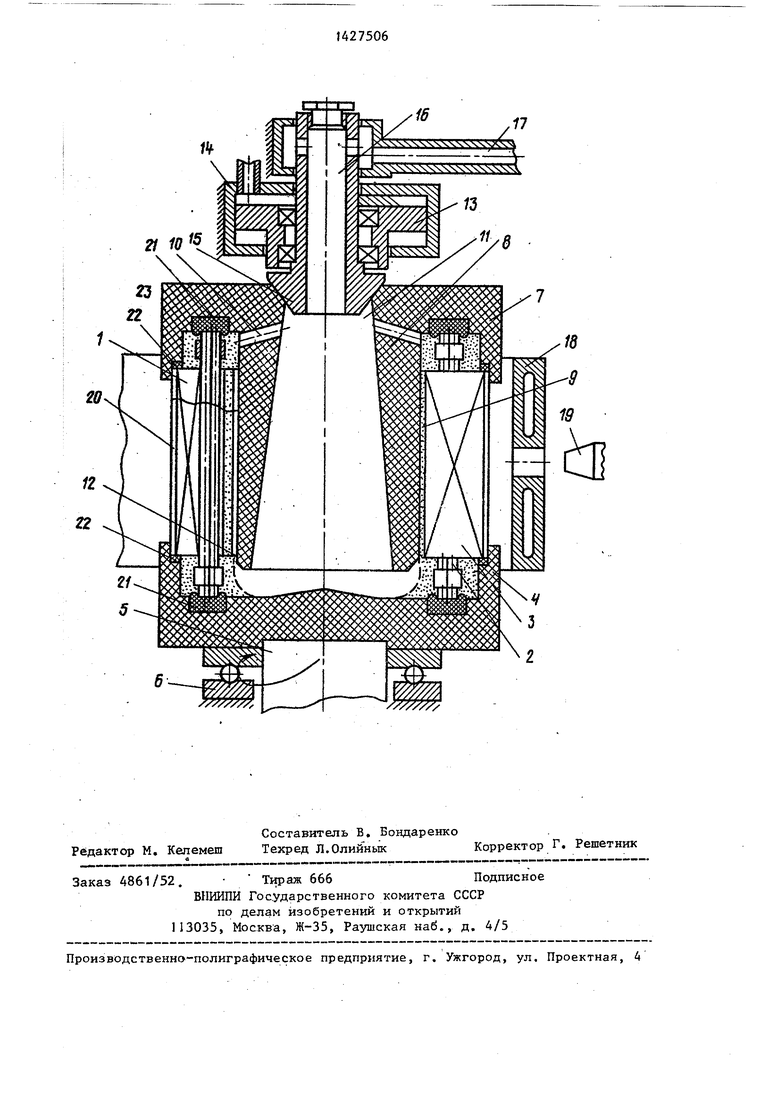
: На чертеже схематически изображено устройство для осуществления спо
СОбво
Устройство содержит пакет 1 желез d обмоткой 2 статора 3, установлен- фй в нижнюю центриругощзпо оправку 4, : |крепленную на валу 5 вертикальной
1: ентрифуги 6, верхнюю центрирунлцую Цправку 7, выполненную заодно с гиль зЬй 8, расположенной с зазором 9 Цнутри пакета 1 ,
i В оправке 7 выполнены радиальные оЬ.верстия 10 и центральное отверстие lil,. Гильза 8 выполнена так, чтобы гфк сборке оправки 7 со статором 3 край гильзы 8 не был распол-ожен выше чем нижняя кромка 12 пакета 1 статору 3 о Пакет 1 зажат между нижней 4; к верхней 7 оправками усилием иорш ня 13 пневмоциливдра 14 центром 15 с отверстием 16, сообщающимся с вакуумной системой 17о В зоне формооб разования залитого компаунда расположен индуктор 18 с термодатчиком 19 Оправки 4, 7 и гильзу В вьтолняют из диэлектрика, например из фторо™ пласта.
При изготовлении статора 3 электри ческой машины например, генератора с непосредственньК жидкостньм охлаж- дением, трубчатой обмотют 2 и пакета 1 шихтованного железа с пазами оправку 4 и оправку 7 снабжают элас- тичньа п-1 прокладками 21 и 22, закрьша ющими отверстия 23 в обмотке 2 и па- зы 20 в пакете 1
Изготовление статора например генератора моп;ностью 90 кВт, осуществляют в следующей последовательности
Пакет 1 шихтованного железа с за
ранее уложенной обмоткой 2, вьиолнен ной из трубчатых электропроводников, помещают в нижнюю оправку 4, установленную на валу 5 центрифуги, верХ нюю лобовую часть статора 3 .закрьша-. ют оправкой 7f при этом гильза 8 входит в пакет 1, образуя радиальный зазор 9 величиной, например, 0,3- 0,8 мм между гильзой 8 и пакетом 1,
г
0
5
0
5 0 5
0 5
0
5
На дно нижней оправки 4 через центральное отверстие 11 заливают определенную дозу нагретого до компаунда, например ЭТЗ-16, имеющего температуру полимеризации 120 С и температуру сушки 140°С. В центральное отверстие 11 верхней оправки 7 вставляют прижимное устройство (центр) 15, Пакет 1 сжимают вдоль оси усилием, например 400 кг, соответствующим удельному давлению на крайние листы пакета 5 кг/см, Этр усилие сохраняется в-течение всего процесса изго- товления статора. Прокладки 21 уплотняют торцы полых проводников обмотки 2, а прокладки 22 - торцы пакета 1 в зоне пазов 20 При сжатии учитывается допустимое удельное давление сжатия ,(в зависимости от материала пакета магнитопровода), чтобы предотвратить пластические деформации пакета.
Объем, образованньй . верхней оправкой 7, статором 3 и нижней оправкой 4, вакуумируют, создавая разрежение 2« 10 мм рт.ст., обезга- живают KOf-шаунд и поверхности, огра- 1П1чивак.яие указанньй объем. Пакет 1 с обмоткой 2 нагревают токами высокой частоты с помощью индуктора 18 до температуры залитого материала Статор приводят во вращение. Компаунд под воздействием центробежных сип, вытесняя остатки воздуха через радиальные отверстия 10,-заливает лобовые части статора 3, его пазы между проводниками обмотки 2 и зазор 9. Температуру нагрева доводят до температуры полимер изацни залитого материала. При этом нагревается прежде всего па- - кет я проводники, так как они электро- проводны. Полимёризуется прежде всего слой компаунда, прилегающий к поверхности пакета и проводников. Далее процесс полимеризации смещается к периферии от поверхности нагрева. При этом происходит подпитка и поджим компаунда за счет давления от воздей- ствия центробежных сил, Полимеризован- ньй слой постоянно поджат к поверхности пакета и обмотки.
Таким образом, полимеризация залитого материала идет как бы изнутри его объема. Это улучшает адгезию его с пакетом и с проводниками обмотки, снижает вероятность образования воздушных полостей. После полимеризации залитого компаунда температу зу
нагрева пакета 1 доводят до температуры сушки компаунда, например до 140 С, и поддерживают ее постоянной до окончания процесса сушки. При это воздействие центробежных сил повыша- ет плотность полимеризированного материала, что способствует исключению воздушных включений. После окончания процесса сушки вакуумирование, нагре и вращение прекращают. Прижимное устройство отводят и статор извлекают из оправок.
Изготовление статора с центробежной заливкой компауйда с одновремен- ным сжатием постоянным усилием.пакета магнитопровода, одновременным нагревом пакета и обмотки до.температуры полимеризации и сушки залитого материала и вакуумирование полости статора позволяют повысить качество изделия с
Так, при изготовлении статора генератора мощностью 90 кВт с непосредственным жидкостным охлаждением про- водников обмотки и пакета, заливкой по технологии в соответствий с изобретением компаундом ЭТЗ-16, с соответствующей вьщержкой по времени и режимако нагрева при полимеризации и сушке обеспечивается требуемая герметизация статора и повьш1ается его долговечность на 10-15%.
Формула изобретения
1.Способ изготовления статора электрической малины, при котором центрируют пакет магнитопровода с обмоткой на вертикальном валу центрифуги путем установки верхней, и юск- ней оправок, опирающихся на пакет, сжимают его вдоль оси, создают герметичную полость мезвду оправками и пакетом, сообщаюцуюся радиальными отвер- стияйи с центральным отверстием в шерхней оправке, заливают компауцд
в центральное отверстие верхней оправки и вращают статор вокруг его оси до затвердевания залитого компаунда, отличающийся тем, что, с целью повышения качества путем ут еньшения напряжений в статоре. При вращении статора поддерживают постоянным значение усилия, сжимающего пакете
2.Способ по п. 1, отличающийся тем, что после заливки компаунда и в процессе вращения производят вакуумированне полости статора.
П
21 I
16
/
17
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1030926A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
| Торцевой генератор | 1980 |
|
SU930496A1 |
| Экранированный статор электрической машины и способ его изготовления | 1989 |
|
SU1721713A1 |
| Статор электрической машины и способ его изготовления | 1983 |
|
SU1092650A1 |
| ПОГРУЖНОЙ ЛИНЕЙНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2013 |
|
RU2538377C2 |
| СИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АНИЗОТРОПНОЙ МАГНИТНОЙ ПРОВОДИМОСТЬЮ РОТОРА | 2018 |
|
RU2687080C1 |
| Вентильный электродвигатель | 2021 |
|
RU2775058C1 |
| Способ нанесения порошкового полимерного изоляционного покрытия на поверхности шихтованных магнитопроводов электрических машин | 1989 |
|
SU1612355A1 |
Изобретение относится к электротехнике, в частности к способам изготовления электрических машин с непосредственным жидкocтнымJэxлaждeни- ем обмотки статора и пакета магнито- провода. Пель изобретения - повьшение качества путем уменьшения напряжений в статоре. При вращении статора внутрь пакета магнитопровода вводят отверждающ ся компаунд. В процессе вращения стато1 а усилие, сжимающее пакет, выдерживают постоянным и производят нагрев пакета и обмотки до температуры полимеризации залитого материала Процесс залквки, полимеризации и сушки ведут при вакуумирова- НИИ полости статора, t з.п.ф-лы 1 ИЛо
| Способ пропитки обмотки статора электрической машины | 1978 |
|
SU775829A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
