Изобретение относится к промышленности строительства и стройматериалов, а именно к стекольной промышленности, касается производства стекол сложной конфигурации, например автомобильных, и является усо- ве ршенствованием изобретения по авт.св. № 966046.
Цель изобретения повышение качества резания.
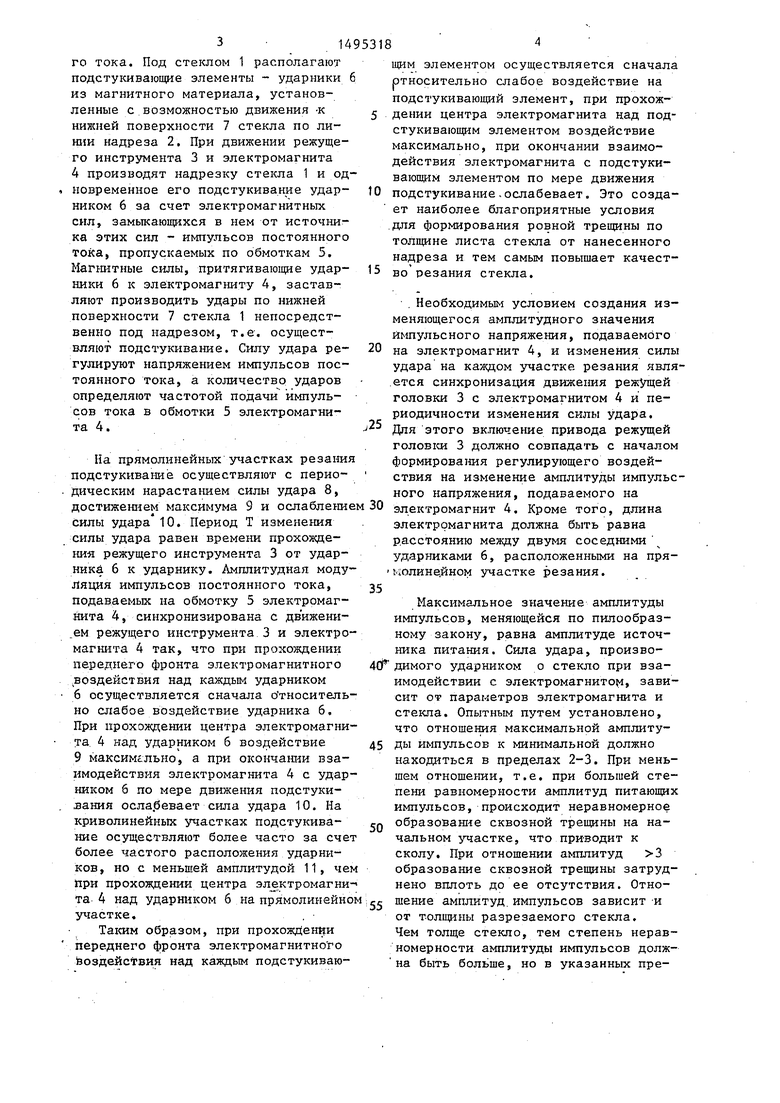
На фиг.1 изображена схема осуществления предлагаемого способа; на фиг.2 - циклограмма изменения силы удара подстукивающего элемента (ударника) на нижнюю поверхность стекла.
Сущность способа заключается в следующем.
Резку стекла осуществляют путем надреза с одновременным подстужи- ванием подстукивающими элементами, взаимодействующими с электромагнитными силами. Подстукивающее воздействие осуществляют периодически изменяющейся по величине силой с периодом изменения максимального воздействия, равньм расстоянию между подстукивающими элементами, при этом частота воздействия равна частоте импульсов электромагнитных сил.
При нанесении на стекло 1 надреза 2, производимого режущим инструментом 3, позади последнего располагается электромагнит 4, обмотки 5 которого питают импульсами постоянно4
СО О1
с
00
3 1495318 го тока. Под стеклом 1 располагают подстукивающие элементы - ударники б из магнитного материала, установленные с возможностью движения -к г нижней поверхности 7 стекла по линии надреза 2, При движении режущего инструмента 3 и электромагнита 4 производят надрезку стекла 1 и одновременное его подстукивание удар- ю НИКОМ 6 за счет электромагнитных сил, замьткающихся в нем от источника этих сил - импульсов постоянного тока, пропускаемых по обмоткам 5, Магнитные силы, притягивающие удар- 15 НИКИ 6 к электромагниту 4, заставляют производить удары по нижней поверхности 7 стекла 1 непосредственно под надрезом, т.е. осуществляют подстукивание. Силу удара ре- 20 гулируют напряжением импульсов постоянного тока, а количество ударов определяют частотой подачи импульсов тока в обмотки 5 электромагнита 4 .-/25
На прямолинейных участках резания подстукивание осуществляют с периодическим нарастанием силы удара 8,
щим элементом осуществляется сначал ртносительно слабое воздействие на подстукивающий элемент, при прохождении центра электромагнита над под стукивающим элементом воздействие максимально, при окончании взаимодействия электромагнита с подстуки- ваюшдм элементом по мере движения подстукивание,ослабевает. Это созда ет наиболее благоприятные условия для формирования ровной трещины по толщине листа стекла от нанесенного надреза и тем самым повышает качест во резания стекла.
. Необходимым условием создания из меняющегося амплитудного значения импульсного напряжения, подаваемого на электромагнит 4, и изменения сил удара на каждом участке резания явл ется синхронизагщя движения режущей головки 3 с электромагнитом 4 и периодичности изменения силы удара. Для этого включение привода режущей ГОЛОВ1СИ 3 должно совпадать с начало формирования регулирующего воздействия на изменение амплитуды импуль ного напряжения, подаваемого на
достижением максимума 9 и ослаблершем 30 электромагнит 4. Кроме того, длина
силы удара 10. Период Т изменения силы удара равен времени прохождения режущего инструмента 3 от ударника 6 к ударнику. Амплитудная модуляция импульсов постоянного тока, подаваемых на обмотку 5 электромагнита 4, синхронизирована с дв ижени- ем режущего инструмента 3 и электромагнита 4 так, что при прохождении переднего фронта электромагнитного воздействия над каждым ударником 6 осуществляется сначала о тноситель- но слабое воздействие ударника 6. При прохождении центра электромагнита, 4 над ударником б воздействие 9 максимально, а при окончании взаимодействия электромагнита 4 с ударником б по мере движения подстуки- .вания ослабевает сила удара 10. На криволинейных участках подстукивание осуществляют более часто за счет более частого расположения ударников , но с меньшей амплитудой 11, чем при прохождении центра эле ктромагни-электромагнита должна быть равна расстоянию между двумя соседними ударниками 6, расположенными на пря колине.йном участке резания.
35
Максимальное значение амплитуды импульсов, меняющейся по пилообразному закону, равна амплитуде источника питания. Сила удара, произво- 4СГ димого ударником о стекло при взаимодействии с электромагнитом, зави сит от параметров электромагнита и стекла. Опытным путем установлено, что отношения максимальной амплитуды импульсов к минимальной должно находиться в пределах 2-3. При мень шем отношении, т.е. при большей сте пени равномерности амплитуд питающи импульсов, происходит неравномерное образование сквозной трещины на начальном участке, что приводит к сколу. При отношении амплитуд 3 образование сквозной трещины затруд нено вплоть до ее отсутствия. Отно45
50
та 4 над ударником 6 на прямолинейномi шение амплитуд, импульсов зависит-и
участке,
Тахшм образом, при прохождении переднего фронта электромагнитно го воздействия над каждым подстукиваюот толщины разрезаемого стекла. Чем толще стекло, тем степень нерав номерности амплитуды импульсов долж на быть больше, но в указанных прещим элементом осуществляется сначала ртносительно слабое воздействие на подстукивающий элемент, при прохождении центра электромагнита над под- стукивающим элементом воздействие максимально, при окончании взаимодействия электромагнита с подстуки- ваюшдм элементом по мере движения подстукивание,ослабевает. Это создает наиболее благоприятные условия для формирования ровной трещины по толщине листа стекла от нанесенного надреза и тем самым повышает качество резания стекла.
. Необходимым условием создания изменяющегося амплитудного значения импульсного напряжения, подаваемого на электромагнит 4, и изменения силы удара на каждом участке резания является синхронизагщя движения режущей головки 3 с электромагнитом 4 и периодичности изменения силы удара. Для этого включение привода режущей ГОЛОВ1СИ 3 должно совпадать с началом формирования регулирующего воздействия на изменение амплитуды импульсного напряжения, подаваемого на
электромагнит 4. Кроме того, длина
электромагнита должна быть равна расстоянию между двумя соседними ударниками 6, расположенными на пря- колине.йном участке резания.
5
Максимальное значение амплитуды импульсов, меняющейся по пилообразному закону, равна амплитуде источника питания. Сила удара, произво- СГ димого ударником о стекло при взаимодействии с электромагнитом, зависит от параметров электромагнита и стекла. Опытным путем установлено, что отношения максимальной амплитуды импульсов к минимальной должно находиться в пределах 2-3. При меньшем отношении, т.е. при большей степени равномерности амплитуд питающих импульсов, происходит неравномерное образование сквозной трещины на начальном участке, что приводит к сколу. При отношении амплитуд 3 образование сквозной трещины затруднено вплоть до ее отсутствия. Отно5
0
от толщины разрезаемого стекла. Чем толще стекло, тем степень неравномерности амплитуды импульсов должна быть больше, но в указанных пре149531
делах. Предлагаемый способ резки позволяет надежно получать сквозную трещину непосредственно во время на- несения надреза путем осуществления подстукивания, производимого в авто- матическом режиме. Способ существенно повьшает качество резания стекла и позволяет автоматизировать в полном объеме процесс вьфезки стекол Q как простой, так и сложной конфигурации .
1495318
Формула, из обретения
Способ резки стекла по авт.св. № 966046, отличающийся тем, что, с целью повьппения качества резания, подстукивающее воздействие на прямолинейных участках осуществляют периодически изменяющейся по величине силой по гармоническому закону с периодом, равным времени прохождения электромагнита между под- стукивающими элементами.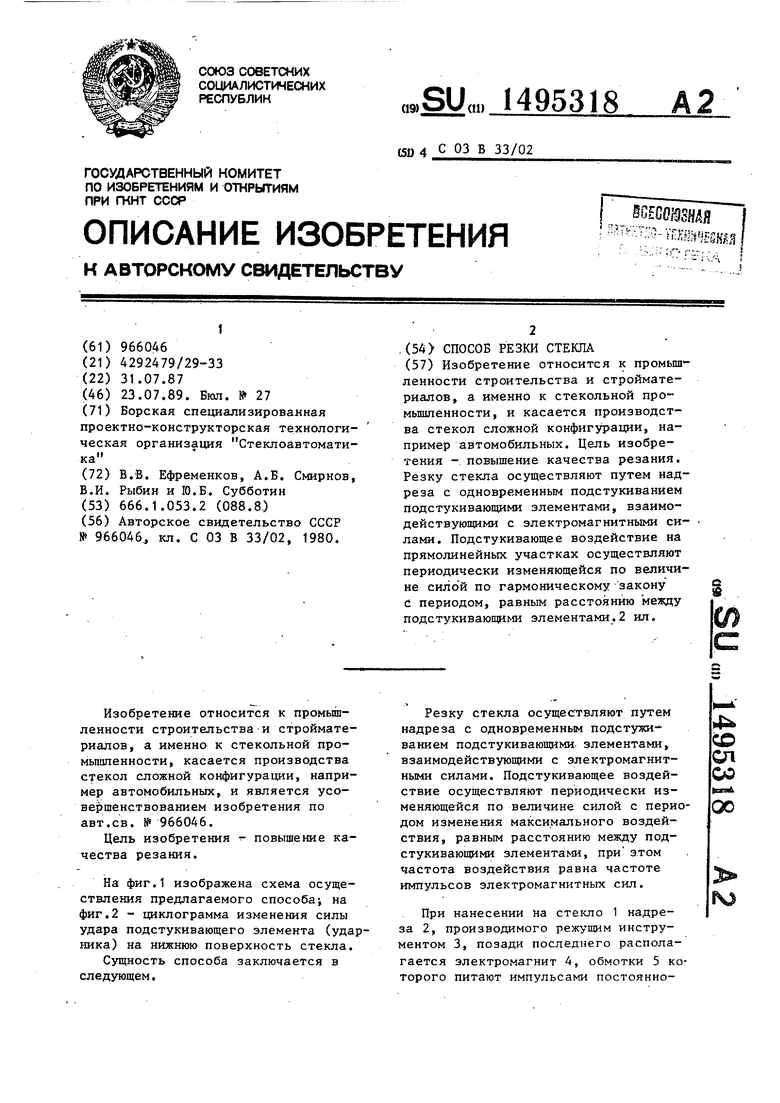

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки стекла | 1980 |
|
SU966046A1 |
| Устройство для фигурной резки стекла | 1981 |
|
SU952783A1 |
| Устройство для фигурной резки стекла | 1982 |
|
SU1035008A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕЗКИ СТЕКЛА | 2003 |
|
RU2248944C1 |
| ЭЛЕКТРОМАГНИТНЫЙ ВЫРУБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОБУВИ | 2009 |
|
RU2424110C1 |
| СПОСОБ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2168722C2 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206527C2 |
| ЭЛЕКТРОМАГНИТНЫЙ УДАРНЫЙ ИНСТРУМЕНТ | 1991 |
|
RU2047477C1 |
| Ручной стеклорез | 1981 |
|
SU996348A1 |
| СПОСОБ РЕЗКИ ХРУПКИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2001 |
|
RU2206525C2 |
Изобретение относится к промышленности строительства и стройматериалов, а именно к стекольной промышленности, и касается производства стекол сложной конфигурации, например автомобильных. Цель изобретения - повышение качества резания. Резку стекла осуществляют путем надреза с одновременным подстукиванием подстукивающими элементами, взаимодействующими с электромагнитными силами. Подстукивающее воздействие на прямолинейных участках осуществляют периодически изменяющейся по величине силой по гармоническому закону с периодом, равным расстоянию между подстукивающими элементами. 2 ил.
5 If
rifM
.1
Фие.Ч
| Способ резки стекла | 1980 |
|
SU966046A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
