Изобретение относится к способам резки хрупких неметаллических материалов и может быть использовано в различных областях производства для высокоточной и высокопроизводительной резки таких материалов, как любой тип стекла, включая кварцевое стекло, различные монокристаллы, например сапфир и кварц, все типы керамики, а также полупроводниковые материалы.
При этом резка может осуществляться как на всю толщину разрезаемого материала, так и на любую задаваемую глубину. Кроме того, возможно в процессе резки по одной линии реза чередование сквозных резов с несквозными резами на заданную глубину. Представляется высокоэффективным использование данного изобретения для сквозной резки стекла толщиной от 0,1 до 20 мм, в том числе в процессе выработки стекла. Кроме того, обеспечивается резка с пересекающимися линиями реза без ухудшения качества резки в точках пересечения. Также обеспечивается резка как однослойных материалов, так и склеенных пакетов, что чрезвычайно важно при резке таких изделий, как плоские дисплейные экраны (FPD), в том числе жидкокристаллические экраны (LCD). Еще одной особенностью настоящего изобретения является возможность сквозной резки как под прямым углом к поверхности материала, так и с наклоном к поверхности разрезаемого материала. Последний прием очень важен при резке дисков или других изделий с замкнутым контуром.
Известен способ резки хрупких неметаллических материалов, используемый в установке для лазерной обработки хрупких материалов, включающий нагрев одной из поверхностей листа разрезаемого материала лазерным пучком, обеспечивающий образование разделяющей трещины, а также используется дополнительное механическое воздействие на противоположную поверхность листа (см. Патент РФ 2139779, МКИ В 23 К 26/00, публ. 20.10.99). Однако как в случае применения постоянного механического воздействия на противоположную поверхность материала, так и в сочетании с постукиванием подвижным шариком по поверхности противоположной стороны листа по траектории перемещения лазерного пучка, эти приемы позволяют лишь сократить запаздывание сквозной трещины относительно положения лазерного пучка на поверхности материала, но не позволяют повысить скорость резки. Поэтому такой способ резки не нашел широкого практического применения из-за чрезвычайно низкой производительности.
Наиболее близким по технической сущности к предлагаемому изобретению является способ резки стекла, включающий нанесение надреза по линии реза с помощью резца и дополнительное воздействие на поверхность стекла с помощью акустических колебаний, при этом акустические колебания возбуждают параллельно поверхности стекла (см. Авторское свидетельство СССР 996347, МКИ5 С 03 В 33/02, приор. 01.10.80 г.). В данном способе образование сквозной трещины происходит за счет сообщения стеклу акустических колебаний в ультразвуковом диапазоне 2-5 кГц, при этом акустические колебания возбуждают параллельно поверхности стекла после нанесения надреза. Кроме того, для повышения эффективности процесса частоту акустических колебаний выбирают равной частоте собственных колебаний стекла для возникновения резонансной частоты колебаний.
Однако данный способ имеет ряд очень существенных недостатков, которые препятствуют его широкому практическому применению в промышленности. Во-первых, для того, чтобы придать всему листу стекла ультразвуковые колебания, способные привести к раскалыванию стекла вдоль нанесенного резцом надреза, требуется провести огромные энергетические затраты. Во-вторых, данный процесс резки очень инерционен, так как состоит из отдельных, разнесенных по времени технологических операций: нанесение надреза, установка в строго заданном месте относительно линии надреза вибратора и его плотная фиксация на поверхности стекла для обеспечения жесткого контакта, включение магнитострикционного или пьезоэлектрического преобразователя. Кроме того, в связи с тем, что после каждого очередного реза изменяются размеры исходной заготовки стекла, необходимо изменять частоту колебаний для получения резонансной частоты колебаний. Это требует предварительных трудоемких расчетов и постоянной корректировки частоты колебаний. В-третьих, плотный контакт вибратора с поверхностью стекла приводит к повреждению поверхности стекла, то есть к появлению царапин и выколок. Это приводит к появлению большого процента брака.
В основу настоящего изобретения положена задача повышения производительности и качества резки хрупких неметаллических материалов за счет возможности осуществления сквозной и несквозной резки как в одном, так и в разных технологических циклах при равной скорости резки, за счет обеспечения возможности осуществления пересекающихся резов, а также за счет возможности резки двухслойных пакетов материалов.
Поставленная задача решается тем, что в способе резки хрупких неметаллических материалов, включающем нанесение надреза по линии реза с помощью резца и дополнительное воздействие на поверхность материала, отличительным является то, что дополнительное воздействие на поверхность материала осуществляют в зоне нанесения надреза по крайней мере одним источником упругих волн, при этом упругие волны концентрируют в объеме материала в зоне надреза по линии реза, а амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки.
Для нанесения надреза в качестве резца используют алмазную пирамиду с режущей гранью, имеющей угол 70-140 угловых градусов.
Для нанесения надреза можно использовать в качестве резца вращающийся твердосплавный ролик с углом заточки 70-140 угловых градусов.
В ряде случаев воздействие упругой волны по линии надреза осуществляют после завершения процесса нанесения надреза, то есть углубление надреза или сквозная резка могут осуществляться одновременно с нанесением надреза в одном технологическом цикле, но могут осуществляться и в двух независимых циклах.
В случае необходимости воздействие упругих волн осуществляют только в заданных зонах материала по линии реза.
В ряде случаев линия воздействия источника упругих волн и линия надреза смещены друг относительно друга в плоскости, перпендикулярной поверхности материала. Этот прием обеспечивает получение наклонного реза.
Иногда концентрируют одновременно две упругие волны со стороны нанесения надреза вслед за резцом по обе стороны относительно линии надреза.
В ряде случаев одновременно концентрируют упругую волну в объеме материала в зоне надреза, воздействуя концентратором упругой волны на противоположную поверхность материала в зоне, расположенной между зон воздействия двух других упругих волн, концентрируемых со стороны надреза.
Сущность изобретения поясняется чертежами, на которых представлены:
- фиг. 1 - схема углубления надреза в материале на заданную глубину с помощью упругой волны;
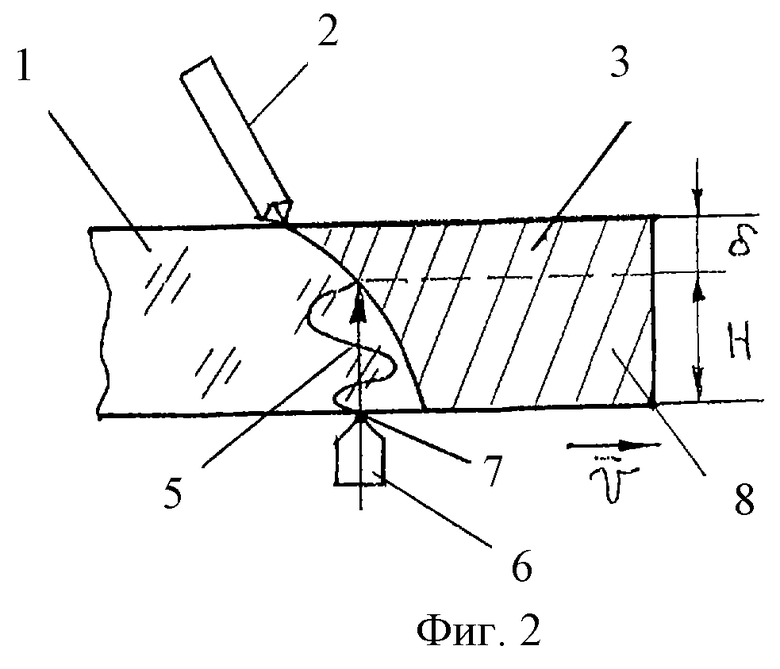
- фиг.2 - схема сквозного углубления надреза с помощью упругой волны;
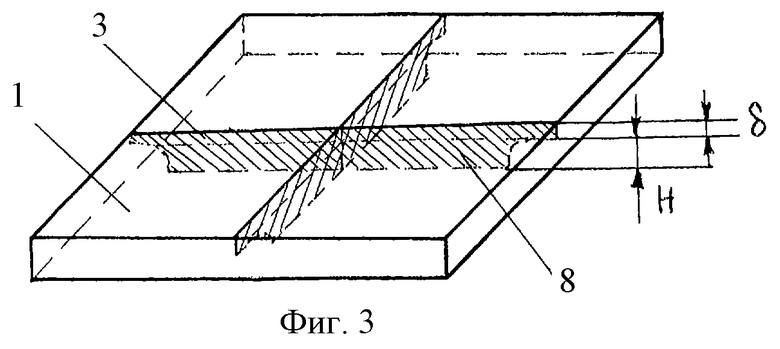
фиг. 3 - схема проведения в одном цикле несквозного и сквозного реза и двух сквозных пересекающихся резов;
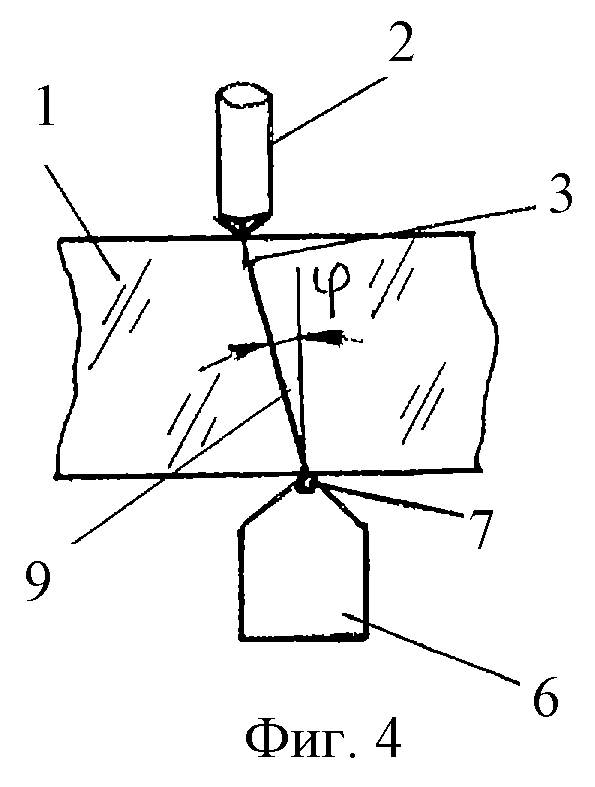
фиг. 4 - схема осуществления наклонного реза по отношению к поверхности материала;
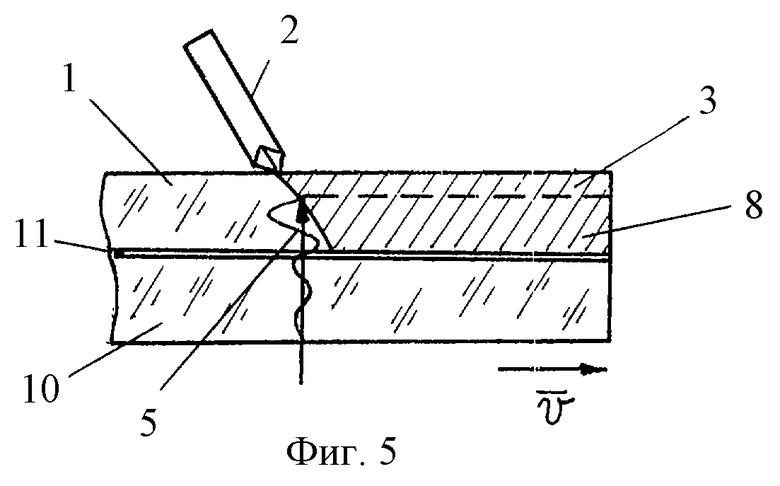
- фиг. 5 - схема сквозной резки одной из двух склеенных пластин;
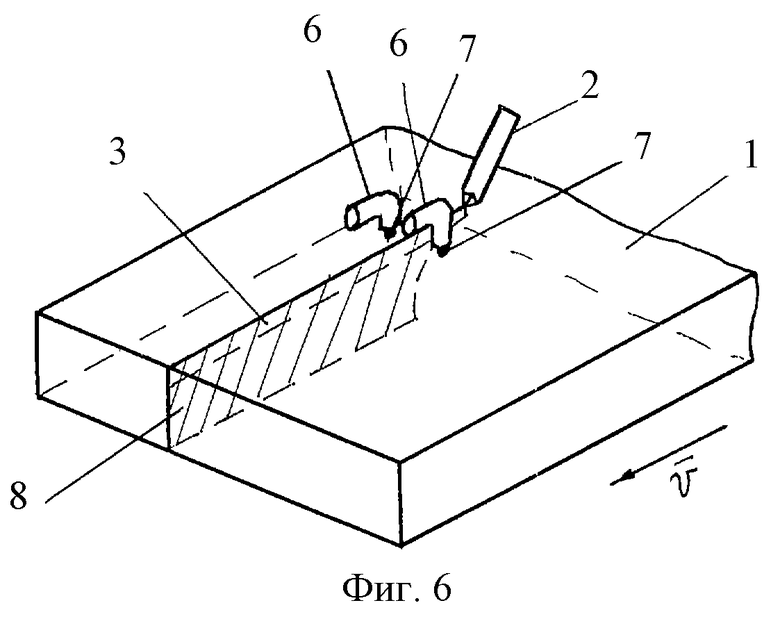
фиг.6 - схема докалывания пластины относительно надреза за счет концентрации двух упругих волн со стороны надреза;
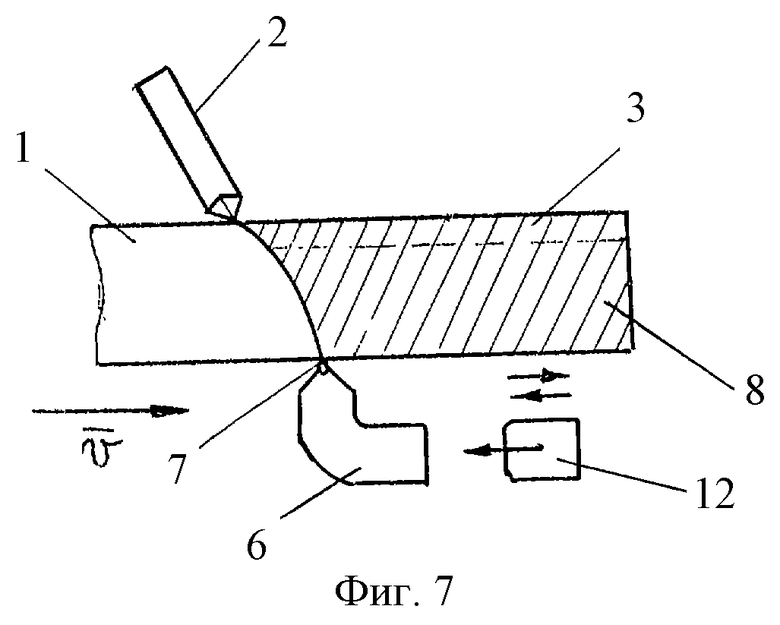
- фиг. 7 - схема сквозной резки с применением механического волновода и концентратора упругой волны, расположенных с противоположной стороны разрезаемого листа;
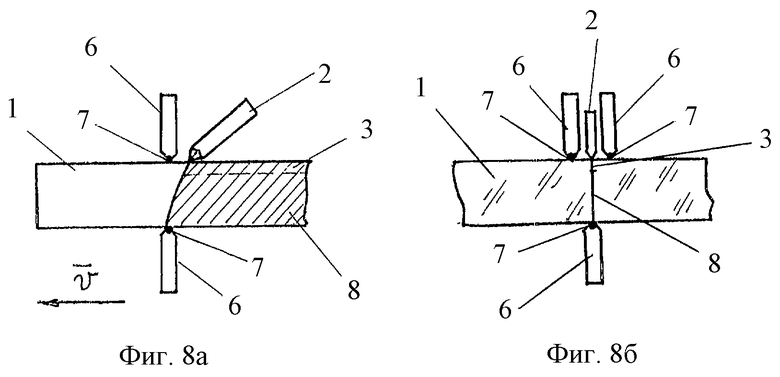
- фиг.8 - схема сквозной резки с применением трех концентраторов упругих волн: а - вид сбоку; б - вид спереди (сечение);
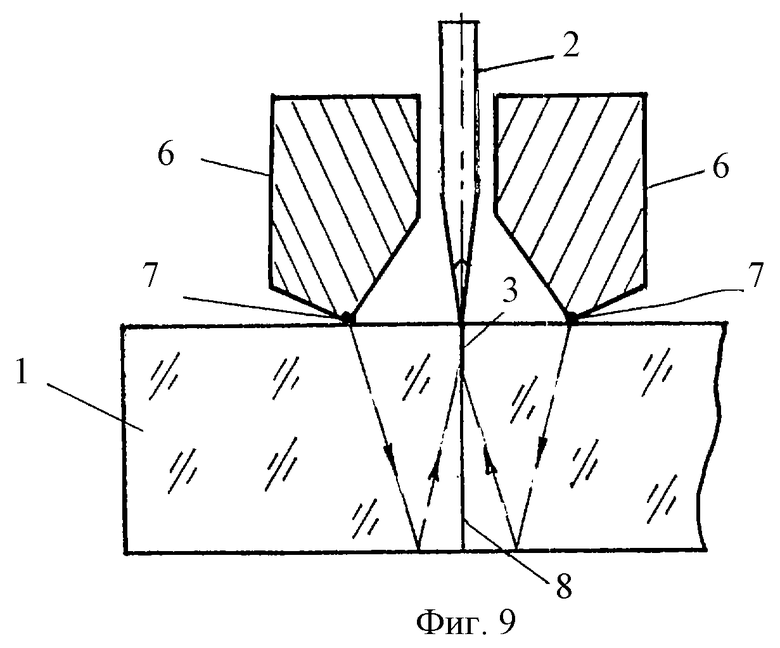
- фиг. 9 - вариант концентратора упругой волны, воздействующего со стороны надреза.
Способ резки хрупких неметаллических материалов за счет осуществления надреза с помощью резца и воздействия в зоне надреза упругих волн заключается в следующем.
При воздействии на поверхность стекла или другого хрупкого неметаллического материала 1 с помощью резца 2 при их относительном перемещении со скоростью υ в объеме материала наносится надрез 3 глубиной δ (фиг.1). Основным отличием предлагаемого изобретения является концентрация упругой волны 5 с помощью волновода 6 и концентратора 7 в объеме материала 1 в зоне образования надреза 3.
Следует сразу подчеркнуть, что в этом способе практически отсутствует какое-либо заметное механическое воздействие на поверхность материала, а также в отличие от прототипа нет вибрации материала. При этом в зависимости от условий воздействия упругой волны (амплитуды и частоты колебаний), связанных с основными параметрами нанесения надреза: скоростью и глубиной надреза δ, можно легко осуществить углубленный рез 7 на заданную глубину h (фиг.1). Изменяя параметры процесса, легко получить сквозной рез 8 глубиной Н в материале 1 (фиг.2).
Рассмотрим основные физические принципы образования и распространения упругой волны в твердом упругом теле и условия углубления надреза вплоть до сквозного реза за счет воздействия упругой волны в зоне надреза.
При распространении упругой волны в твердом теле возникают механические деформации сжатия (растяжения) и сдвига, которые переносятся волной из одной точки материала в другую. При этом имеет место перенос энергии упругой деформации в объеме твердого тела. В изотропном твердом материале могут распространяться упругие волны двух типов - продольные и сдвиговые. Продольные волны вызывают деформации, представляющие собой комбинацию сжатия (растяжения) и чистого сдвига. В сдвиговых волнах деформация является чистым сдвигом. Упругая волна характеризуется амплитудой и направлением колебаний, переменным механическим напряжением и деформацией, частотой колебаний, длиной волны, фазовой и групповой скоростями, а также законом распределения смещений и напряжений по фронту волны. Эти параметры следует учитывать для определения оптимальных условий углубления надреза, а именно концентрации упругой волны в объеме материала в зоне надреза.
Для передачи упругой волны от его источника к зоне надреза можно использовать акустические волноводы. Например, в пластине или стержне, представляющих собой твердые акустические волноводы, могут распространяться волны, представляющие собой комбинации продольных и сдвиговых волн, распространяющихся под острыми углами к оси волновода и удовлетворяющих граничным условиям: отсутствию механических напряжений на поверхности волновода. Волновод может заканчиваться концентратором, обеспечивающим концентрацию упругой волны в определенной зоне объема материала.
Очень серьезным преимуществом предлагаемого изобретения является возможность воздействия упругой волны только в заданных зонах линии надреза, что позволяет в одном цикле резки чередовать несквозной надрез и сквозной рез. Один из примеров такой резки показан на фиг.3, где в одном цикле начало и завершение резки производят с помощью несквозного надреза 3, то есть без углубляющего воздействия упругой волны, а остальную часть резки осуществляют насквозь с образованием сквозной трещины 8. Во-первых, этот прием позволяет осуществлять сквозные пересекающиеся резы без ухудшения качества резки в местах пересечений и без применения дополнительных насечек в местах пересечений. Во-вторых, это позволяет обеспечивать высокую точность и качество резки, так как до полного завершения резки всей пластины на отдельные элементы она сохраняет свои первоначальные габариты и целостность.
Еще одним достоинством предлагаемого способа резки хрупких неметаллических материалов является возможность осуществления сквозного реза под некоторым углом по отношению к плоскости, перпендикулярной поверхности материала. Это может быть обеспечено за счет того, что линия воздействия источника 6 упругих волн и линия воздействия резца 2 смещены относительно плоскости, перпендикулярной поверхности материала 1 (фиг.4). В результате такого смещения линия сквозного реза 9 наклонена под углом ϕ к направлению, перпендикулярному поверхности материала. Такой способ резки дает очень хорошие результаты при резке дисков или других изделий с замкнутым контуром резки, так как позволяет достаточно легко извлекать вырезанную деталь из общей заготовки. При этом этот уклон может быть настолько мал, что практически не влияет на точность резки.
Предлагаемый способ резки хрупких неметаллических материалов может быть использован для резки не только однослойных материалов, но и склеенных пластин. На фиг. 5 показана схема резки пластины 1, склеенной с пластиной 10 посредством клеевого соединения 11. В этом случае упругая волна 5 распространяется со стороны пластины 10 и, достигнув зоны надреза 3, углубляет надрез до сквозного реза 8 пластины 1.
В ряде случаев размещение волновода и концентратора упругой волны с противоположной поверхности материала затруднено или не представляется возможным. Однако можно направлять упругие волны в объем материала и со стороны надреза 3 в пластине 1 (фиг.6). Все зависит от конструкции и типа используемого источника упругой волны. В данном случае одновременно концентрируют с помощью двух волноводов 6 и двух концентраторов 7 две упругие волны со стороны воздействия резца 2 по обе стороны от линии надреза 3 (фиг.6). Дополнительное воздействие двух концентраторов упругой волны по обе стороны от линии надреза создают дополнительные растягивающие объемные напряжения, которые приводят к углублению надреза или к сквозному резу 8.
Рассмотрим один из простейших вариантов реализации предлагаемого способа, а именно: углубление надреза 3 или осуществление сквозной резки за счет применения механического волновода 6 и концентратора 7 упругой волны, возникающей под действием механического воздействия ударника 12 (фиг. 7). Механический волновод 6 может быть выполнен, как прямолинейным, так и криволинейным, как показано на фиг.7. Такое исполнение волновода исключает передачу механического удара от ударника 12 непосредственно на поверхность материала 1. В данном случае волновод 6 выполнен в виде изогнутого металлического стержня, заканчивающегося концентратором - конусом с определенным углом у вершины, при этом вершина конуса имеет форму полусферы, что может быть реализовано за счет запрессованного стального шарика. Это обеспечивает точечный контакт концентратора 7 с поверхностью материала 1. Концентратор 7 устанавливается перпендикулярно поверхности материала 1 и расположен строго под линией надреза 3 в зоне его образования. При этом постоянное механическое воздействие концентратора 7 силой P1 на поверхность материала 1 должно быть минимальным и не должно вызывать никаких деформаций материала, а должно обеспечивать лишь контакт концентратора 7 с поверхностью материала 1. Упругая волна в волноводе 6 и концентраторе 7 создается за счет взаимодействия ударника 12 с торцом волновода 6 с силой Р2. При ударе по волноводу 6 в нем образуется упругая волна деформаций, которая распространяется по волноводу 6 и накапливается в концентраторе 7. В точке контакта концентратора 7 с поверхностью материала 1 энергия упругой деформации переносится в объем материала 1 и, достигнув вершины надреза 3, поперечные волны вызывают развитие надреза 3 вглубь материала вплоть до сквозного реза 8.
В ряде случаев эффективной представляется комбинация воздействия волноводов 6 с концентраторами 7 упругой волны одновременно с двух сторон разрезаемого материала 1 (фиг.8а, б). Этот случай наиболее эффективен для сквозной резки толстых листовых материалов.
На фиг. 9 изображен один из вариантов волноводов 6 с концентраторами 7 для воздействия на материал 1 со стороны надреза 3.
Диапазон частот упругих волн, которые могут обеспечить углубление надреза, может быть чрезвычайно широким: от нескольких Гц до высокочастотных колебаний. В качестве источников упругой волны могут быть использованы самые различные варианты. При этом источник упругой волны может быть расположен как со стороны надреза, так и с противоположной поверхности, в зависимости от типа используемого источника упругой волны и конструктивных особенностей используемого оборудования.
Ниже приведены конкретные примеры резки в соответствии с предлагаемым изобретением.
Пример 1. В качестве материала для резки использовались пластины из стекла толщиной 0,7 мм. Для нанесения надреза использовался скрайбер, содержащий в качестве режущего инструмента алмазную пирамиду с углом режущей грани 120 угловых градусов. В качестве средства перемещения стекла был использован двухкоординатный стол с ходом 500•400 мм, обеспечивающий скорость перемещения до 500 мм/с. На противоположную поверхность пластины воздействовали источником упругой волны. Для этого в контакт с поверхностью материала напротив зоны воздействия лазерного пучка устанавливался концентратор механической волны, представляющий собой круглый стержень диаметром 5 мм, заканчивающийся конусом, вершина которого заканчивалась полусферой диаметром 1,5 мм. Усилие прижима концентратора к поверхности кварцевого стекла составляло P1=2...4 Г и предназначалось для обеспечения постоянного контакта концентратора и материала во время резки, то есть для отслеживания концентратором микронеровностей поверхности пластины. На торец волновода воздействовали ударником с силой Р2=45 Г и частотой 200 Гц, который формировал упругую волну деформаций в концентраторе. При перемещении образца стекла со скоростью 350 мм/с алмазная пирамида осуществляла надрез в виде царапины глубиной 0,07 мм, а воздействие упругой волны в зоне образования надреза обеспечивало углубление надреза до сквозного реза. При воздействии ударником на торец волновода с силой 25 Г и частотой 250 Гц было обеспечено углубление надреза на глубину 0,5 мм при скорости 350 мм/с.
Пример 2. Производили резку листового стекла толщиной 1,1 мм на диски с наружным диаметром 65 мм и с внутренним диаметром 20 мм. В качестве инструмента для нанесения надреза по заданному контуру использовали твердосплавный ролик диаметром 7 мм и с углом заточки 95 угловых градусов. В качестве источника упругой волны использовали устройство, описанное в предыдущем примере. При этом твердосплавный ролик и концентратор упругой волны смещены друг относительно друга в плоскости, перпендикулярной поверхности материала, на величину 0,025 мм в сторону большего допуска на заданный геометрический размер. Это обеспечивало образование сквозного наклонного реза, в свою очередь обеспечивающего отделение облоя внутренней и наружной части диска без повреждения материала основной рабочей части диска.
Пример 3. Производили резку кварцевого листового стекла толщиной 2,2 мм. В качестве резца для нанесения надреза использовался твердосплавный ролик с углом заточки 115 угловых градусов. Для углубления надреза глубиной 0,15 мм воздействовали со стороны нанесения надреза вслед за роликом одновременно двумя концентраторами упругой волны, расположенными на расстоянии 3 мм друг от друга по обе стороны относительно линии надреза. На торцы волноводов воздействовали ударником с силой 80 Г и частотой 150 Гц. При скорости резки 300 мм/с происходила резка со сквозным докалыванием.
Во всех трех вышеприведенных примерах были использованы источники и концентраторы упругих волн деформаций, образующихся за счет механического воздействия ударника на торец волновода. При этом, как уже подчеркивалось выше, не происходит механическое воздействие на поверхность материала со стороны концентратора. В то же время были опробованы и получены положительные результаты при использовании целого ряда других источников упругих волн. Весьма интересным представляется образование упругих волн для углубления надреза в материале за счет нагрева поверхности или объема материала импульсным лазерным излучением. Хоть это и приводит к некоторому удорожанию применяемого оборудования, однако в ряде случаев такой шаг представляется оправданным.
При этом, поскольку резка осуществляется насквозь и, следовательно, отпадает необходимость в проведении дополнительного разламывания заготовки на вырезанные элементы, то качество и точность полученных деталей значительно возрастают.
Изобретение относится к способам резки хрупких неметаллических материалов, в частности к способам лазерной резки таких материалов, как любой тип стекла, включая кварцевое стекло, различные монокристаллы, все типы керамики, а также полупроводниковые материалы. Техническая задача изобретения - повышение производительности и качества резки хрупких неметаллических материалов за счет возможности осуществления сквозной и несквозной резки, пересекающихся резов, резки двухслойных пакетов материалов. В способе резки хрупких неметаллических материалов, включающем нанесение надреза по линии реза с помощью резца и дополнительное воздействие на поверхность материала, дополнительное воздействие на поверхность материала осуществляют в зоне нанесения надреза по крайней мере одним источником упругих волн. При этом упругие волны концентрируют в объеме материала в зоне надреза по линии реза, а амплитуду и частоту упругих волн выбирают из условия углубления надреза на заданную глубину или сквозной резки. Для нанесения надреза в качестве резца используют алмазную пирамиду с режущей гранью, имеющей угол 70-140 угловых градусов. Кроме того, для нанесения надреза можно использовать в качестве резца вращающийся твердосплавный ролик с углом заточки 70-140 угловых градусов. В ряде случаев воздействие упругой волны по линии надреза осуществляют после завершения процесса нанесения надреза. В случае необходимости воздействие упругих волн осуществляют только в заданных зонах материала по линии реза. В ряде случаев линия воздействия источника упругих волн и линия надреза смещены относительно друг друга в плоскости, перпендикулярной поверхности материала. Иногда концентрируют одновременно две упругие волны со стороны нанесения надреза вслед за резцом по обе стороны относительно линии надреза. 7 з.п.ф-лы, 9 ил.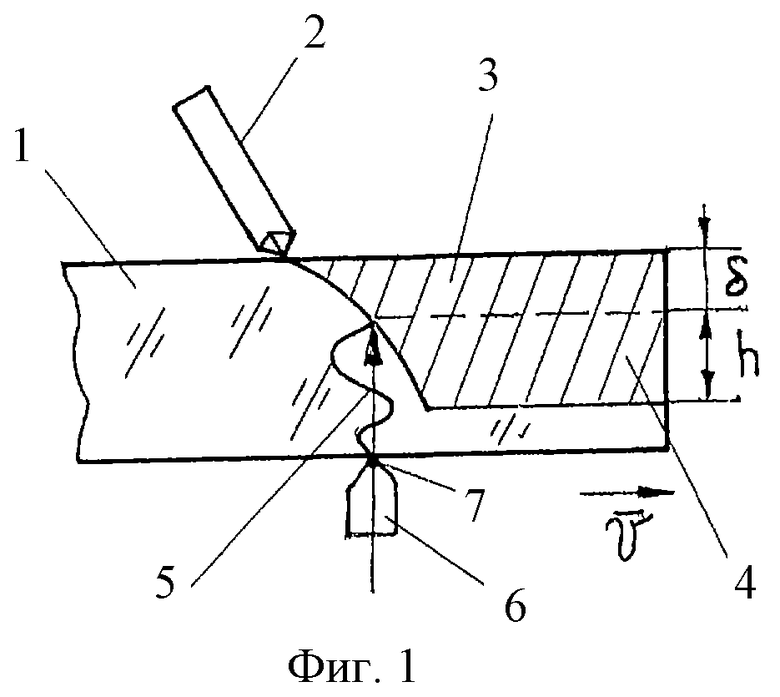
| Способ резки стекла А.А.Малышева | 1980 |
|
SU996347A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ ХРУПКИХ МАТЕРИАЛОВ | 1998 |
|
RU2139779C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| US 5237150 А, 05.08.1993 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |

