(
О)
х
Изобретение относится к станкостроению и может быть использовано для ориентирования и выдачи резьбо- вьк шпилек требуемым концом с раа- личньм шагом резьбы.
Цель изобретения - расширение функциональных возможностей устройства за счет обеспечения ориентации шпилек в зависимости от шага резьбы на ее концах.
.На чертеже показано устройство для автоматического ориентирования резьбовых деталей.
Устройство содержит лоток 1 для загрузки деталей, бункер 2. загрузки с отсекателем 3, лоток 4 для выгрузк деталей, снабженный подвижным упором 5 с электромагнитом 6, пненмоцилиндр 7 подачи деталей, шпильки 8, датчик 9 положения детали, индкуционный датчик 10 витков резьбы, установленный на лотке 1 для загрузки деталей, состоящий из магнитопровода .11, немагнитных вставок 12, катушки 13 индуктивности, соединенной выводами с выходом датчика 10 витков резьбы, и блок 14 управления, включающий в себя реверсивный счетчик 15 иМ- пульсов, первый триггер 16, элемент НЕ 17, ключ 18, выходом подключённьй Через катушку 19 возбуждения электромагнита 6 к шине питания, а управляющим ,входом - к выходу первого триггера 16, S-вход которого через первый формирователь 20 импульсов подключен к выходу старшего разряда реверсивного счетчика 15 импульсов, суммирующий вход которого подключен к выходу первого элемента И 21, а вычитающий В Ход - к выходу второго элемента И 22; выход датчика 10 витков резьбы подключен к входу второго формирователя 23 импульсов, выход датчика 9 положения резьбовой детали подключен к второму входу второго элемента И 22, входу элемента НЕ 17, выход которого подключен к второму входу первого элемента И 21, и входу третьего формирователя 24 импульсов, выходом подключенного к установочным R-BXO- дам первого триггера 16 и реверсивного счетчика 15 импульсов, второй и третий триггеры 25, 26, третий элемент И 27, генератор 28 импульсов, элемент ИЛИ 29 и четвертый форми- роваргель 30 импульсов, входом подключенный к выходу элемента НЕ 17, а выходом к первому входу элемента
0
5
0
5
0
0
ШШ 29, второй вход которого подключен к выходу третьего формирователя 24 импульсов, а выход подсоединен к установочному S-входу второго триггера 25, выход которого подключен к D-входу третьего триггера 26, выходом соединенного с первым входом третьего элемента И 27 и К входом второго триггера 25, второй вход
. третьего элемента И 27 подключен к выходу генератора 28 импульсов, выход элемента И 27 соединен с первьгни входами первого и второго элементов И 21 и 22, а тактирующий вход третьего триггера 26 подключен к выходу второго формирователя 23 импульсов.
Устройство работает следующим об,разом.
Ориентируемая шпилька 8 подается из загрузочного бункера 2 на лоток
1. Толкателем п не в мо цилиндр а 7 в пиль- ка 8 перемещается по лотку 1 и при своем движении нажимает на флажок датчика 9 положения р-езьбовой детали. Датчик 9 срабатывает, и на его вы- ходе появляется напряжение 1. Из переднего фронта напряжения на вько- де датчика 9 формирователем 24 формируется короткий импульс, которым реверсивньш счетчик 15 импульсов и триггеры 16 и 25 устанавливаются в исходное положение.
При дальнейшем движении шпилька резьбовым концом проходит над датчиком 10 витков резьбы. При этом витками резьбы шпилька периодически замыкает магнитопровод 11 датчика 10. Магнитньш поток в магнитопроводе - периодически измэняется и наводит в
|катушке 13 индуктивности импульсное напряжение, количество импульсов которого равно числу витков резьбы, а период повторения импульсов определяется выражением
Ti
Si V
где Т, Q -
V период повторения импульсов на выходе датчика 10 витков резьбы; шаг резьбы;
скорость прохождения шпильки по лотку.
Импульсы с выхода датчика 10 витков резьбы поступают на тактирующий вход триггера 26, причем по переднему фронту первого импульса с выхода датчика 10 триггер 26 устанавливается 13 едиимчное состояние, на его , коходе появляется напряжение торым триггер 25 возвращается в нулевое состояние. При этом Fia выходе триггера 25 появляется напряжение О, которое поступает на D-вход триггера 26. Передним фронтом второго импульса с выхода датчика 10 триггер 26 также возвращается в нулевое состояние. При этом длительность импульса на выходе триггера 26 равна периоду следования импульсов датчика 10 витков резьбы.
Б течение действия импульса на выходе триггера 26 выполняется условие совпадения для элемента И 27, и на его выходе появляются импульсы с выхода генератора 28, частота которых стабильна во времени. С выход элемента И 27 импульсы генератора поступают на первые входы элементов И 22, 21, При этом вьтолняется условие совпадения для элемента И 22, импульсы с выхода генератора 28 начинают поступать на вьмитающий вход реверсивного счетчика 15 импульсов и в счетчике фиксируется отрицательное Число импульсов, пропорционально периоду следования импульсов с выхода датчика 10 витков резьбы, т.е. шагу резьбы на первом конце шпильки
При дальнейглем движении шпилька освобождает флажок датчика 9 положения резьбовой детали, на выходе последнего появляется напряжение О, а на выходе элемента НЕ 17 - напряжение. 1, Из переднего фронта напряжения на выходе элемента НЕ 17 форми- ровате.лем 30 импульсов формируется короткий импульс, которым триггер 25 вновь устанавливается в единичное состояние.
дальнейшем своем движении щпилька 8 вторым резьбовым концом
10
15
969865
больше, чем нп перв(1М, то выходе старшег(; разряда реверсивно счетчика 15 появляется импульс, по заднему фронту которого формирователем 20 5 фop я pyeтcя короткий импульс, устанавливающий триггер 16 в едт1Н чное состояние. На выходе триггера 16 появляется напряжение 1, ключ 18 открывается и подключает катушку 19 возбуждения электромагнита 6 к шине питания. Электромагнит 6 срабатывает и перемещает упор 5 в правое положение.
В результате взаимодействия с упором 5 и скосом лотка 4 шпилька под действием собственного веса скатывается в канал 31 вьщачи требуемьп концом.
Если же на втором конц шпильки шаг резьбы меньше, чем на первом, то на выходе старшего разряда реверсивного счетчика импульс не появляется, триггер остается в нулевом положении, „с ключ НС открывается, электромагнит не срабатывает, упор 5 остается в исходном положении, обеспечивая подачу шлилъки в канал 31 выдачи требуемым концом.
Цикл ориептирования закончен, толкатель пневмоциликдра возвращается в исходное состояние. Осуществляется выдача из бункера 2 очередно шпиль20
30
ки, ориентирование которой осуществляется аналогичным образом. 35 Форму л а изобретения
Устройство для автоматического ориентирования резьбовых деталей, содержащее механизм контроля резьбового элемента детали, лотки для загрузки и выгрузки деталей, подвижны упор с электромагнитом, датчик положения детали, датчик витков резьбы, установленный на лотке для загрузки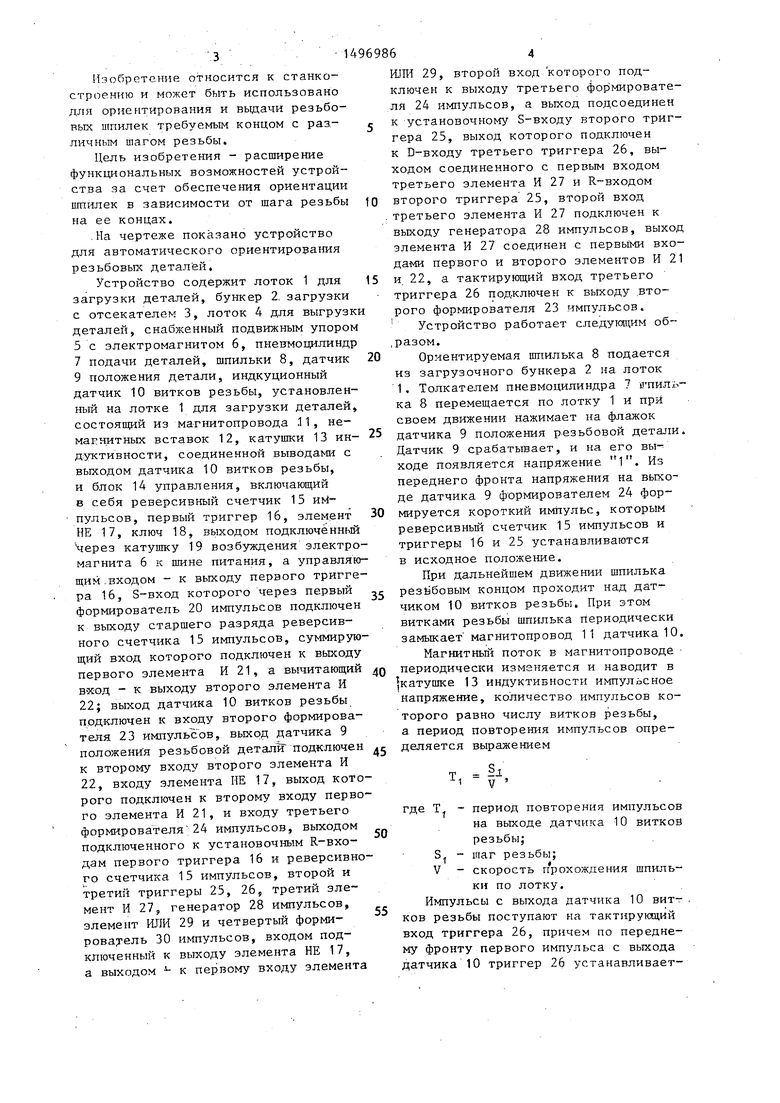

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ориентирования резьбовых деталей | 1986 |
|
SU1431914A1 |
| Цифровой следящий частотомер | 1980 |
|
SU892335A1 |
| Устройство для формирования поисковой развертки | 1984 |
|
SU1311587A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2381098C2 |
| Устройство для считывания информации с печатных плат | 1982 |
|
SU1072072A1 |
| Система индикации положения регулирующего органа | 1982 |
|
SU1116300A1 |
| Устройство для измерения глубины скважины в процессе бурения | 1991 |
|
SU1810519A1 |
| Устройство для контроля аналоговых объектов | 1988 |
|
SU1522239A1 |
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2579343C1 |
| Система углового ориентирования шпинделя гайковерта | 1985 |
|
SU1279807A1 |
Изобретение относится к станкостроению и может быть использовано для ориентирования и выдачи резьбовых шпилек требуемым концом с различным шагом резьбы. Цель изобретения - расширение функциональных возможностей устройства за счет возможности ориентации шпилек в зависимости от шага резьбы на ее концах. Для этого в устройстве с помощью тригеров 25, 26, элементов И 27, генератора 28 импульсов, элемента ИЛИ и формирователя 30 импульсов и их связей осуществляется измерение шага резьбы на обоих концах шпильки, их сравнение, а в случае неправильной ориентации с помощью ключа 18 и электромагнита 6 производится переворот шпильки на 180°С. 1 ил.
проходит над датчиком 10 витков резь- 5 деталей, и блок управления, включаюбы. При этом на выходе триггер а 26 формируется импульс длительностью, равной периоду следования импульсов с выхода датчика 10 витков резьбы.
а на выходе элемента И 27 формирует- 50 рез катушку возбуждения электромагнита ая пачка импульсов, количество которых пропорционально шагу резьбы на втором конце шпильки. С выхода элемента И 27 импульсы генератора 28
к 11шне питания, а управляющим вхо дом - к выходу первого триггера, установочный S-вход которого через первый фop яipoвaтeль импульсов подк 11шне питания, а управляющим вхо дом - к выходу первого триггера, установочный S-вход которого через первый фop яipoвaтeль импульсов подпоступают через элемент И 21, для ко- 55 ключей к выходу старшего разряда торого выполняется условие совпаде- реверсивного счетчика импульсов, суммирующий вход которого подключен к выходу первого элемента И, а вычиго счетика импульсов. При этом если на вторам конце шпильки шаг резьбы
тающий вход подключен к выходу второщий в себя реверсивный счетчик импульсов, первый триггер, элемент НЕ, два элемента И, три формирователя импульсов и ключ, выходом подключенный через катушку возбуждения электромагнит
к 11шне питания, а управляющим вхо дом - к выходу первого триггера, установочный S-вход которого через первый фop яipoвaтeль импульсов подключей к выходу старшего разряда реверсивного счетчика импульсов, сум мирующий вход которого подключен к выходу первого элемента И, а вычитающий вход подключен к выходу второго элемента И, вьпсод датчика витков резьбы подключен к входу второго формирователя HNmynbcoB, выход датчика положения резьбовой детали подключен к первому входу второго элемента И и входу элемента НЕ, выход которого подключен к первому входу первого элемента И и входу третьего фор мрователя импульсов, выход которого подключен к установочным R-BXO- дам первого триггера и реверсивного счетчика имтульсов,, отличаю- (Щ е е с я тем, что, с целью расширения функциональных возможностей, |устройство снабжено вторым и третьим триггерами, 7 петьим элементом И, генератором импульсов, элементов, ИЛИ и четвертым формирователем импуль-
5
сов, вход которого подключен к выходу элемента НЕ, а его выход - к первому входу элемента ИЛИ, второй вход которого подключен к выходу третьего формирователя импульсов, а выход - к установочному S-входу второго триггера, выход которого подключен к D-входу третьего триггера, выход которого соединен с первым входом третьего элемента И и R-BXO- дом второго триггера, второй вход третьего элемента И подключен к выходу генератора импульсов, вторые входы первого и второго элементов И объединены и подключены к выходу третьей схемь И, а тактирующий С-вход третьего триггера подключен к выходу второго формирователя импульсов.
| Устройство для автоматического ориентирования резьбовых деталей | 1986 |
|
SU1431914A1 |
