00 со
Изобретение относится к машинострое- и может быть использовано при созда- iliiin роботизированных комплексов для автоматизации различных производственных процессов, например, ориентирования резь- бовых деталей тина шпилек.
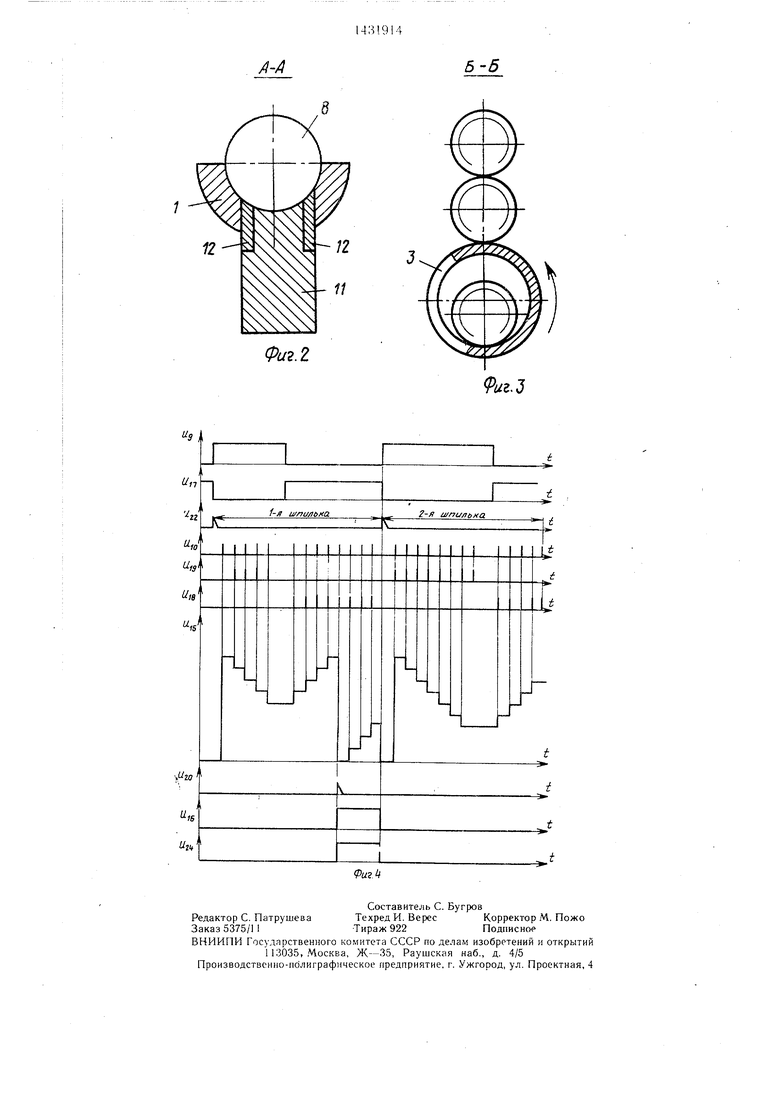
Цель изобретения - повышение производительности нутем автоматического опознавания положения детали при ее движении. На фиг. 1 показана общая схема устройства; на фиг. 2 - разрез А--А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на (}иг. 4 - временная диаграмма работы уст- |)ойства.
Устройство состоит из лотка 1 для за- |рузки деталей, бункера 2 загрузки с отсе- кателем 3, лотка 4 для выгрузки деталей, (Снабженного подвижным упором 5с электро- liai-HHTOM 6, пневмопилиндра 7 нодачи деталей 8 (пJrцfлeк) датчика 9 положения детали, датчика 10 например индукционного, витков резьбы, установленного на лотке 1 для загрузки деталей и состоящего из магнитопро- II, немагнитных вставок 12 и катушки (З индуктивности, блока 14 управления, который содержит реверсивный счетчик 15 (его фмкость должна быть больщей максимально- го числа витков резьбы детали), триггер 16, Элемент НЕ 17, первый и второй элемепты И 18 и 19, первый и второй и третий форми- |)ователи 20-22 импульсов, ключ (напри- lyiep, транзисторный) 23, соединенный с общей тиной и через обмотку 24 возбуждения Электромагнита 6 с второй шиыой блока пи- .
; Устройство работает следуюп1им образом ; Ориентируе.мая шпилька 8 подается из .|агрузочного бункера 2 на лоток 1. Толка- Телем пневмоцилиндра 7 шпилька 8 переме- (цается по лотку 1 и нри своем движении на- й имает на флажок датчика 9 положения детали. Датчик 9 срабатывает и на его выходе появляется напряжение логической единицы. Из переднего фронта напряжения на вы- коде датчика 9 формирователем 22 формируется короткий импульс, которым реверсивный счетчик 15 и триггер 16 устанавливают is исходпое состояние.
При дальнейшем движении шпилька резьбовым концом проходит над датчиком 10 витков резьбы. При этом витками резьбы шпилька периодически замыкает магни- топровод 11 датчика 10.
Магнитный поток в магнитопроводе 11 периодически изменяется и наводит в,катушке 13 индуктивности импульсное напряжение, количество импульсов которого равно числу витков резьбы.
И.мпульсы с выхода датчика 10 через формирователь 21 импульсов поступают на первые входы элементов И 18 и 19. При этом начипает выполняться условие совпадения для второго элемента И 19 и на его выходе появляются импульсы. Условие совпадения
0
5 5
. 0
0
5
для первого элемента И 18 не выполняется, так как на входе элемента НЕ присутствует напряжение логической единицы, а на выходе - логического нуля. Импульсы с выхода датчика 10 начинают поступать на вычитающий вход реверсивного счетчика 15 и в счетчике фиксируется отрицательное число импульсов, соответствующее количеству витков резьбы.
При дальнейшем движении шпилька освобождает флажок датчика 9 положения детали, на его выходе появляется напряжение логического нуля, а на выходе элемента НЕ 17 - напряжение логической единицы.
При дальнейшем .своем движении шпилька вторым резьбовым концом проходит над датчиком 10. При этом условие совпадения начинает выполняться для первого элемента И 18 и на его выходе появляются импульсы. Эти импульсы поступают на суммирующий вход реверсивного счетчика 15. При этом, если на второ.м конце ц ппльки больше витков резьбы, то на выходе старшего разряда реверсивного счетчика 15 появляется импульс, из заднего фронта которого формирователем 20 формируется короткий импульс, устанавливающий триггер 16 в исходное состояние. На выходе триггера 16 появляется напряжение логической единицы, ключ 23 открьпзается и noдклю ает обмотку 24 возбуждения электро.магнита 6 к блоку питания. Электромагнит 6 срабатывает и перемещает упор 5 в правое положение.
В результате взаимодействия с упором 5 и скосом этого лотка шпилька под действием собственного веса переориентируется и скатывается в канал 25 выдачи требуе- .мым концом.
Если же на втором конце шпильки витков резьбы меньше, чем на первом, то на выходе старпдего разряда реверсивного счетчика импульса не появляется, триггер 16 остается в нулевом состоянии, ключ не открывается, электромагнит не срабатывает, упор 5 остается в исходном состоянии, обеспечивая подачу шпильки в канал 25 выдачи требуемым концом, т.е. без переориентации.
Цикл ориентирования закончен, толкатель пневмоцилиндра возврапдается в исходное положе1ше. Осуществляется выдача из бункера 2 очередной шпильки, ориентиро- ванпе которой осуществляется аналогичным образом.
Формула изобретения
Устройство для автоматического ориентирования резьбовых деталей, преимущественно шпилек, содержащее механизм контроля резьбового элемента детали, лотки для загрузки и выгрузки деталей, подвижный упор с электромагнитом и датчик положения детали, отличающееся тем, что, с целью повышения производительности, механизм контроля резьбового элемента выполнен в виде датчика витков резьбы, установленного на лотке для загрузки деталей и связанного с дополнительно введенным блоком управления, включающим в себя реверсивный счетчик, триггер, элемент НЕ, два элемента И. три формирователя импульсов и ключ, управляющий вход которого соединен с выходом триггера, вход S которого через первый формирователь импульсов подключен к выходу старшего разряда реверсивного счетчика, суммирующий вход которого соединен с выходом первого элемента И, а вычитающий
вход - с выходом второго элемента И, при этом первые входы элементов И соединены с выходом второго формирователя импульсов, вход которого подключен к выходу датчика витков резьбы, второй вход первого элемента И через элемент НЕ: и второй вход второго элемента И соединены с выходом датчика положения детали, входы R реверсивного счетчика и триггера через-третий формирователь импульсов также подключены к выходу датчика положения детали, а обмотка электромагнита связана с пи1ной питания через ключ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ориентирования резьбовых деталей | 1987 |
|
SU1496986A1 |
| Устройство для автоматического ориентирования резьбовых деталей | 1980 |
|
SU891335A1 |
| Автомат для контроля и сортировки деталей и устройство управления автоматом для контроля и сортировки деталей | 1983 |
|
SU1135500A1 |
| Автомат для контроля и разбраковки деталей | 1987 |
|
SU1470363A1 |
| Телевизионное ориентирующее устройство | 1985 |
|
SU1298956A1 |
| СИСТЕМА УПРАВЛЕНИЯ УДАРНЫМ ГАЙКОВЕРТОМ | 2005 |
|
RU2299799C1 |
| Устройство управления процессом разбраковки и ориентации деталей | 1988 |
|
SU1639784A1 |
| Система углового ориентирования шпинделя гайковерта | 1985 |
|
SU1279807A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |

Изобретение относится к машиностроению и может быть использовано для автоматизации процессов ориентирования и выдачи резьбовых деталей, например шпилек. Целью изобретения является повышение производительности устройства за счет автоматического распознавания положения детали при ее движении. В устройство, содержащее механизм контроля резьбового элемента детали, лотки для загрузки и выгрузки деталей, подвижный упор с электромагнитом и датчик положения детали, введен блок управления, а механизм контроля резьбового элемента детали выполнен в виде датчика витков резьбы, который установлен на лотке для загрузки деталей. При движении детали по лотку для загрузки она своим резьбовым концом взаимодействует с датчиком витков резьбы. На выходе датчика формируются импульсы, количество которых равно числу витков резьбы. Импульсы с выхода датчика витков резьбы поступают в блок управления. При этом, если резьбовая деталь проходит вперед, например, концом с большим числом витков резьбы, срабатывает электромагнит, который перемещает упор в крайнее правое положение. В результате взаимодействия с упором и скосом лотка для выгрузки деталь под действием собственного веса скатывается в канал выдачи, переворачиваясь при этом требуемым концом вперед. Если резьбовая деталь проходит вперед концом с мены шим числом витков резьбы, то электромагнит не срабатывает, упор остается в исходном состоянии, обеспечивая подачу детали в канал выдачи требуе.мым концом. 4 ил. а SS (Л
/
. чХ УЧУЧ ЧЧХ У
7
/77777
/
/7
f8
22
у
5
/
+
(ue.-f
Фач.г
5-5
9иг.З
| Устройство для автоматического ориентирования резьбовых деталей | 1980 |
|
SU891335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
