1
(21)4318457/31-02
(22)31.08.87
(46) 30.07.89. Вкш. № 28
(71)Куйбышевский политехнический институт им. В.В.Куйбышева
(72)Д.Г.Громаковский, Л.Н,Кириленко, В.И.Отражий и В.Н.Курицын
(53)621.785.53(088,8)
(56)Прогрессивные методы термической и химико-термической обработки. М.: Машиностроение, 1972.
Авторское свидетельство СССР № 981400, кл. С 2Л D 9/22, 1981.
(54)СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ
(57)Изобретение относится к металлургии и может быть использовано для поверхностного упрочнения узлов трения. Целью изобретения является повышение износостойкости и интенсивности процесса. На шлифованную поверхность образцов из стали ВКС-4 путем поверхностного пластического деформирования наносят сетку каналов гексагональной формы шириной и глубиной 0,2-0,3 1-ш с расстоянием между каналами 1,6-2,0 мм. После нанесения сетки образцы азотируют при температуре 500-600 С в течение 18 ч. Применение способа позволяет повысить износостойкость деталей и интенсифицировать процесс химико-термической обработки. 1 ил., 2 табл.
СО
С

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2198954C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2777058C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2023 |
|
RU2795620C1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2786244C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2677908C1 |
| Способ химико-термической обработки металлических изделий | 1990 |
|
SU1752826A1 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2023 |
|
RU2812940C1 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2022 |
|
RU2787278C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| Способ подбора дозы микрошариков для дробеструйной обработки, обеспечивающей поверхностное пластическое деформирование детали из легированной стали для активации поверхности детали перед азотированием | 2023 |
|
RU2806001C1 |
Изобретение относится к металлургии и может быть использовано для поверхностного упрочнения узлов трения. Целью изобретения является повышение износостойкости и интенсификация процесса. На шлифованную поверхность образцов из стали ВКС-4 путем поверхностного пластического деформирования наносят сетку каналов гексагональной формы шириной и глубиной 0,2-0,3 мм с расстоянием между каналами 1,6-2,0 мм. После нанесения сетки образцы азотируют при температуре 500-600°С в течение 18 ч. Применение способа позволяет повысить износостойкость деталей и интенсифицировать процесс химико-термической обработки. 1 ил., 2 табл.
Изобретение относится к металлургии и может быть использовано для поверхностного упрочнения узлов трения.
Цель изобретения - повьппение износостойкости и интенсификация процесса.
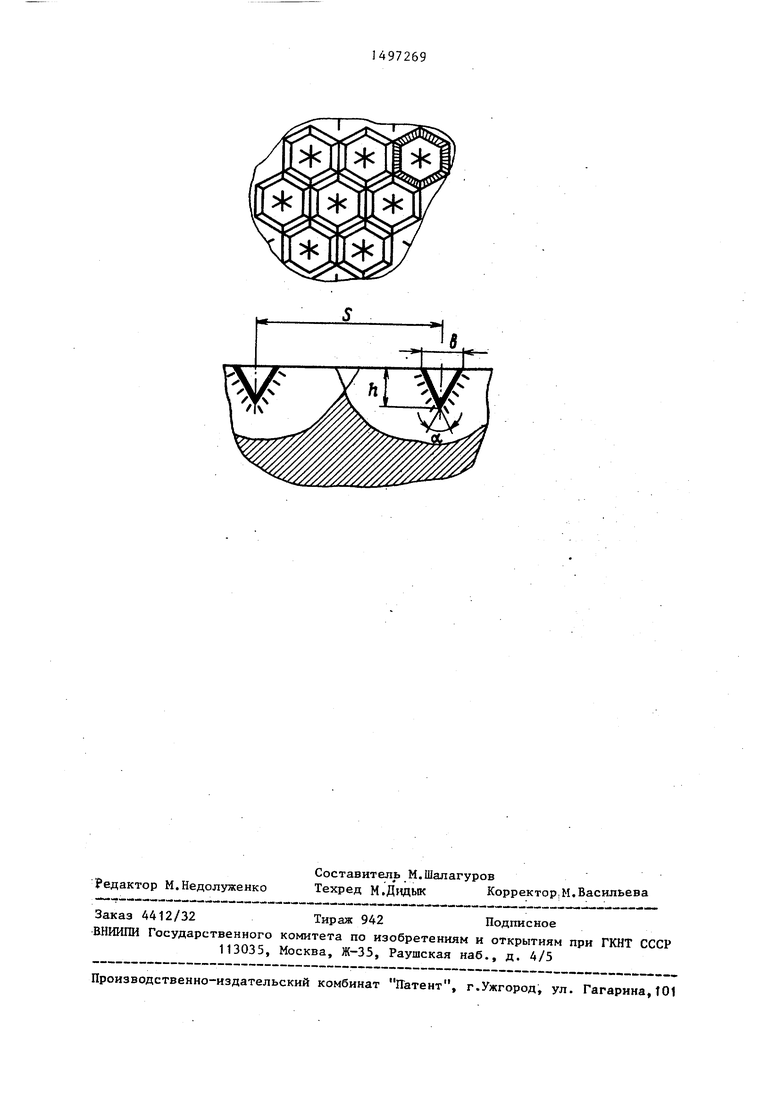
На чертеже показана схема осуществления способа.
На шлифованную поверхность образцов из стали ВКС-4 путем поверхностного пластического деформирования наносят сетку каналов гексагональной формы шириной и глубиной 0,2-0,3 мм с расстоянием между каналами 1,6- 2,0 мм (фиг. 1). После пластического деформи рования образцы азотируют при 500-600 С в течение 18 ч.
Экспериментальные данные, доказывающие преимущество предложенного способа перед известным, согласно которому перед химико-термической обработкой на поверхности формирует ячеистый рельеф на глубину не менее толщины слоя диффузионного насыщения, представлены в табл. 1 и 2.
Как следует из таблицы, применение предлагаемого способа позволяет повы. сить износостойкость деталей и одновременно интенсифицировать процесс химико-термической обработки.
|Формула изобретен и и
Способ упрочнения поверхности де- .талей, включающий предварительное поверхностное пластическое деформирование и химико-термическую обработку, отличающийся тем, что, с целью повьшения износостойкости и интенсификации процесса, поверхност- нйе пластическое деформирование про314972694
водят нанесением сетки каналов гекса- 0,2-0,3 мм при расстоянии между кан а- гональной формы шириной и глубиной лами 1,6-2,0 мм.
Таблица1
Виброупрочнение 0,3 0,3 1,2 1,10
Ваз регулярного рельефа 0,3 0,3 1,0 1,00 (Алмазй.
выгл.)
рочнение
Упрочнение шариком без регулярногорельефа
Таблица2
1,2
1,1
1,0
1,0
