Изобретение относится к химическому машиностроению, в частности к устройствам для изготовления сеток из пластмасс.
Цель изобретения - повышение качества плоских сеток с шагом нитей по ширине полотна до 80 ммо
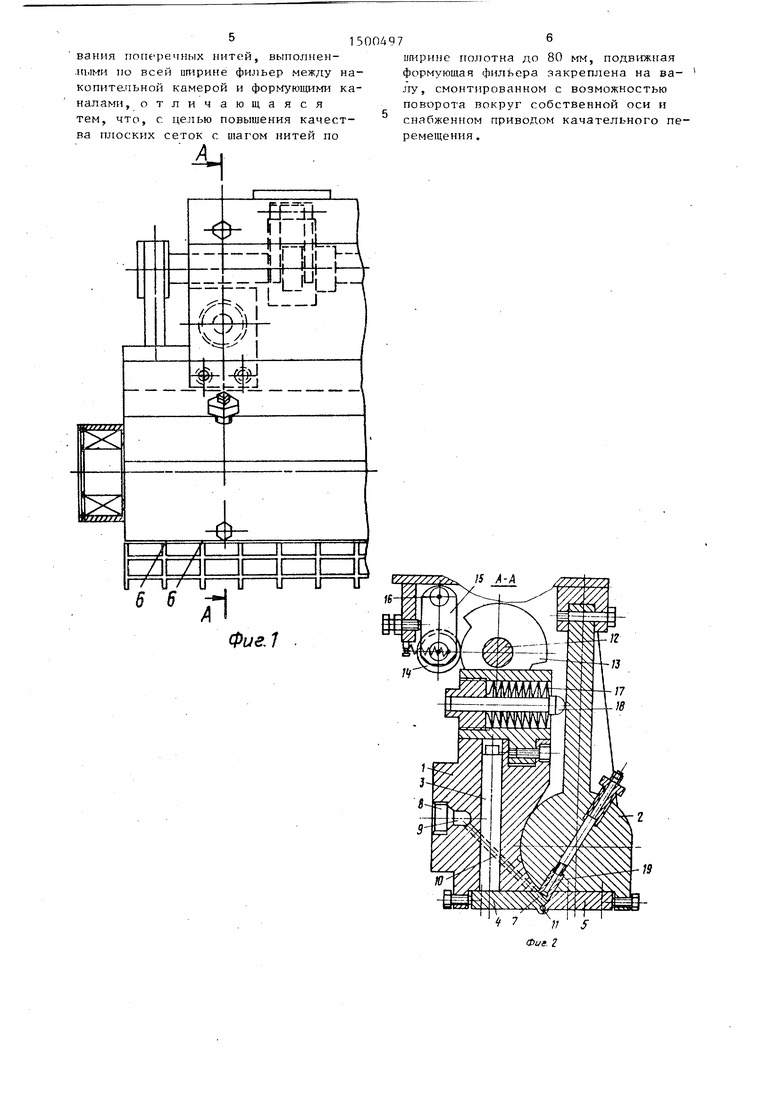
На фиг.1 изображена головка, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - схема распределения сил при выходе расплава из формирующей головки.
Головка для получения плоской сетки методом экструзии состоит из неподвижного кортгуеа и сопряженного с ним пdдвижнpJro вала 2 „ В неподвижном корпусе 1 размещены обо- ,гревательные элементы 3. На корпу- се 1 и подвижном валу 2 жестко закреплены формующие фипьеры 4 и 5 с формующими каналами 6 для образования продольных нитей.
Между формующими фильерами 4 и 5 образована накопительная камера 7- для подачи расплава от экструдера (не изображен) через отверстие 8, распре- делительный канал 9 и ряд отверстий 10.Кроме этого, в формую1 1их фильерах 4 и 5 между накопительной камерой 7 и формующими каналами 6 по
СП О О
NI со
всей их имрине выполнены канавки 11 для формования поперечных нитей. Подвижный вал 2 снабжен приводом качательного перемещения (не изобра жен), сообщенным с ним посредством распределительного вала 12 с кулачками 13 и роликов 14, закрепленных на рычагах 15, которые имеют возможность вращения вокруг оси 16.
Привод преодолевает сопротивление тарельчатых пружин 17 через толкатели 18.
В накопительной камере 7 перед формующими фильерами 4 и 5 установ- лен дроссель 19, закрепленный в пазе подвижного вала 2 с зонами регулировки давления 100-150 мм по всей ширине головки.
Экструзионная головка работает следуюи1 1м образом.
Расплав полимера от экструдера (не изображен) через отверстие 8, распределительный канал 9 и ряд отверстий 10 поступает в накопитель- ную камеру 7. В- крайнем положении подвижного вала 2 при его повороте вокруг собственной оси по часовой стрелке формующие фильеры 4 и 5 плотно сжаты тарельчатыми.пружина- ми 16 через толкатели 17, и расплав из накопи ге льной камеры 7 поступает в формующие каналы 6, образуя продольные нити сетки.
Для формования поперечной нити подвижный вал 2 при вращении распределительного вала 12, воздействии клачков 13 на ролики 14 и через них на рычаги 15 поворачивается вокруг своей оси против часовой стрелки, от}кимая через толкатели 18 тарельчатые пружины 17.
При этом между торцовыми поверхностями формующих фильер 4 и 5 образуется щель, через которую вьщав- ливается поперечная нить.
Полученная сетка с прямоугольными ячейками поступает в в&нну охлаждения, охлаждается в ней и сматывается в рулон.
Сила дaвлe rия расплава в основном воспринимается поверхностями корпуса 1 и вала 2. Усилие, воспринимаемое формующей фильерой 5, небольшое вследствие малых размеров щели
Усилие для движения подвижного вала 2 прикладьтается равномерно :во многих точках посредством рас
О
Q
0
пределительного вала 12,- кулачков 13, роликов 14, рычагов 15 и, таким образом, создается возможность получить широкую сетку.
Тарельчатые пружины 17 через толкатели 18 обеспечивают плотное прилегание формующих фильер 4 и 5 друг к другу.
Подвижный вал 2 является уплотня- Ю1ЦИМ элементом, благодаря чему отпадает необходимость в специальных уплотнительных устройствах.
При выходе нитей из формующих фильер воздействующие на расплав группы сил распределяются следующим образом. К группе сил, способствующих выходу расплава, относится сила натяжения сетки от тянущего устройства F и сила давления расплава Fj, .
Ко второй группе сил, препятству- юшдх выходу расплава, относится сила тяги расплава от перемещения подвижной формующей фильеры и сила сопротивления расплаву от неподвижной фильеры РФ
Равнодействующая сил F и Fф образует с равнодействующей сил F и Ffl угол меньше 90°, что не только не препятствует выходу расплава, а наоборот, способствует ему.
Такое распределение сил способствует отрыву поперечной нити от горячей кромки формующей фильеры 5 и дает возможность получения строго прямоугольных ячеек, а следовательно, качественной сетки с размерами поперечной ячейки до 80 мм.
Использование изобретения позволяет получить сетку с прямоугольными ячейками в виде непрерывного полотна с толщиной нити до 5 мм и с щагом ячейки до 80 мм.
Получаемая сетка удовлетворяет требованиям, предъявляемым птицеводческими предприятиями при использовании ее в качестве закладных элементов в птицеводческом оборудовании .
Формула изобретения
Экструзионная головка для изготовления плоских сеток из пластмасс, содержащая накопительную камеру для подачи расплава и подвижную и неподвижную формующие фильеры, выполненные с формующими каналами для про- дольньпс нитей и канавками для формования попе речиых нитей, выполнен- .кыми 110 всей цгирине фильер между на- копитег1ьной камерой и формующи каналами, отличающаяся тем, что, с целью повышения качества плоских сеток с шагом нитей по
игириие полотна до 80 , подвижная формующая фильера закреплена на валу, смонтированном с возможностью поворота вокруг собственной оси и снабженном приводом качательного перемещения .

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1983 |
|
SU1113265A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333102C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕТЧАТОГО ПОЛИМЕРНОГО МАТЕРИАЛА, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ПОЛУЧЕНИЯ И СЕТЧАТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2007 |
|
RU2333101C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ СЕТКИ ДЛЯ ДРЕНАЖНОГО ГЕОКОМПОЗИТА, ПОЛИМЕРНАЯ СЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ, СОДЕРЖАЩИЙ УКАЗАННУЮ СЕТКУ | 2022 |
|
RU2794581C1 |
| ГЕОРЕШЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ НА ЕЕ ОСНОВЕ, А ТАКЖЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768878C1 |
| Экструзионная головка Бедера для формования полимерных изделий | 1988 |
|
SU1516526A1 |
| Фильерный комплект для формования химических нитей | 1988 |
|
SU1557201A1 |
| ОЮЗНАЯ ?]пА1>&шйма.1^^^нЕО?и^ь1 &1-1БлИС-'2:_Н'3,.,..; L-'—"•- ~ | 1972 |
|
SU356837A1 |
| Фильерный комплект для формования термопластичных волокон | 1985 |
|
SU1236022A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИКСИРУЮЩЕЙ КРОМКИ ТЕХНИЧЕСКИХ ПОЛОТЕН | 1995 |
|
RU2089695C1 |

Изобретение касается изготовления изделий из полимерных материалов экструзией , в частности, плоских сеток из пластмасс. Цель изобретения - повышение качества плоских сеток с шагом нитей по ширине полотна до 80 мм. Экструзионная головка содержит накопительную камеру для подачи расплава и подвижную и неподвижную формующие фильтры с формующими каналами для продольных нитей. По всей ширине фильер между накопительной камерой и формующими каналами выполнены канавки для формования поперечных нитей. Новым в головке является закрепление подвижной фильеры на валу, смонтированном с возможностью поворота вокруг собственной оси. Вал снабжен приводом качающегося перемещения. При повороте вала по часовой стрелке фильеры сжаты и расплав поступает в формующие каналы, образуя продольные нити сетки. При повороте вала против часовой стрелки между фильерами образуется щель, через которую выдавливается поперечная нить изготавливаемой сетки. 3 ил.
i/гЗ
| Авторское свидетельство СССР .№ 914295, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Экструзионная головка для изготовления плоских сеток из пластмасс | 1983 |
|
SU1113265A1 |
| Солесос | 1922 |
|
SU29A1 |
