Известен снособ ненрерывиого изготовления нлоских сеток из термопластов нутом экструзии расплава полимера в виде трубчатой сеткн с последующим ее охлаждением, продольным перемещением относительно цнлнндрнческой справки и резкой на плоское полотно.
Согласно предлагаемому способу продольное перемещение трубчатой сетки осуществляют с одновременным ее вращением относительно цилиндрической оправки таким образом, что нити сетки располагаются по винтовой линии, но которой затем в промежутках между соседними параллельными Н 1тями производят резку трубчатой сетки с носледующим удалением полученного полотна сцнлнндрической оправки но касательной к ее новерхностн, благодаря чему нолучают плоские сетки, нити которых параллельны краям полотна.
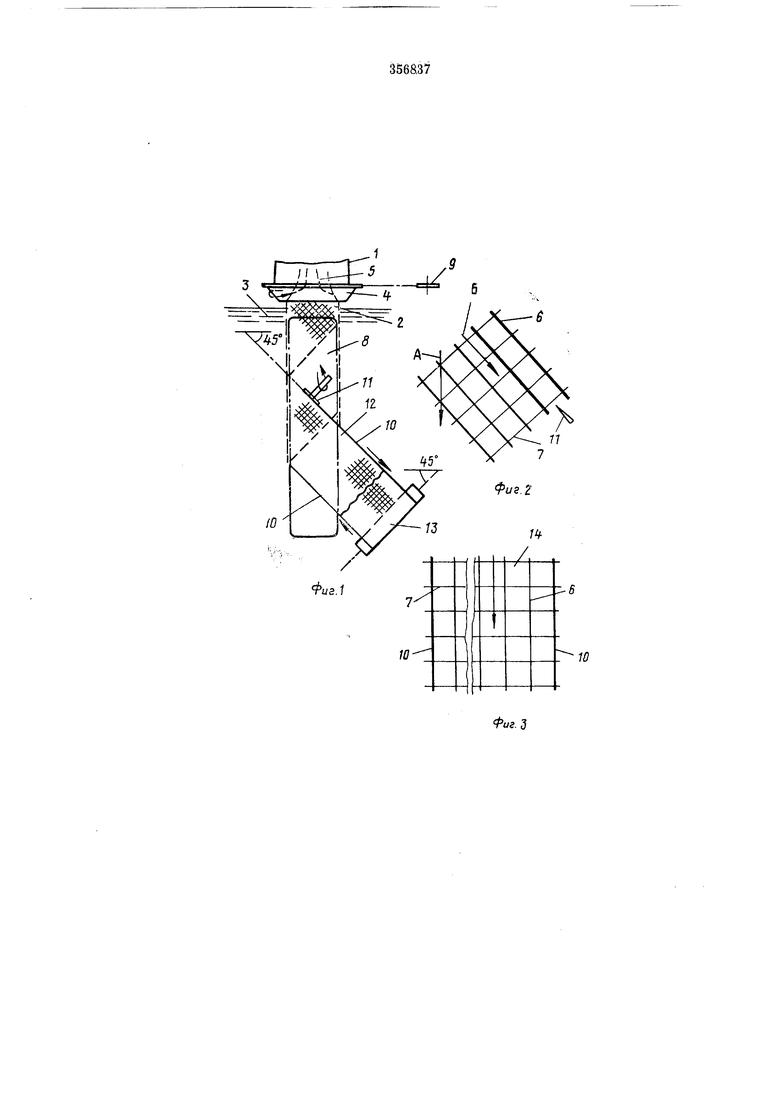
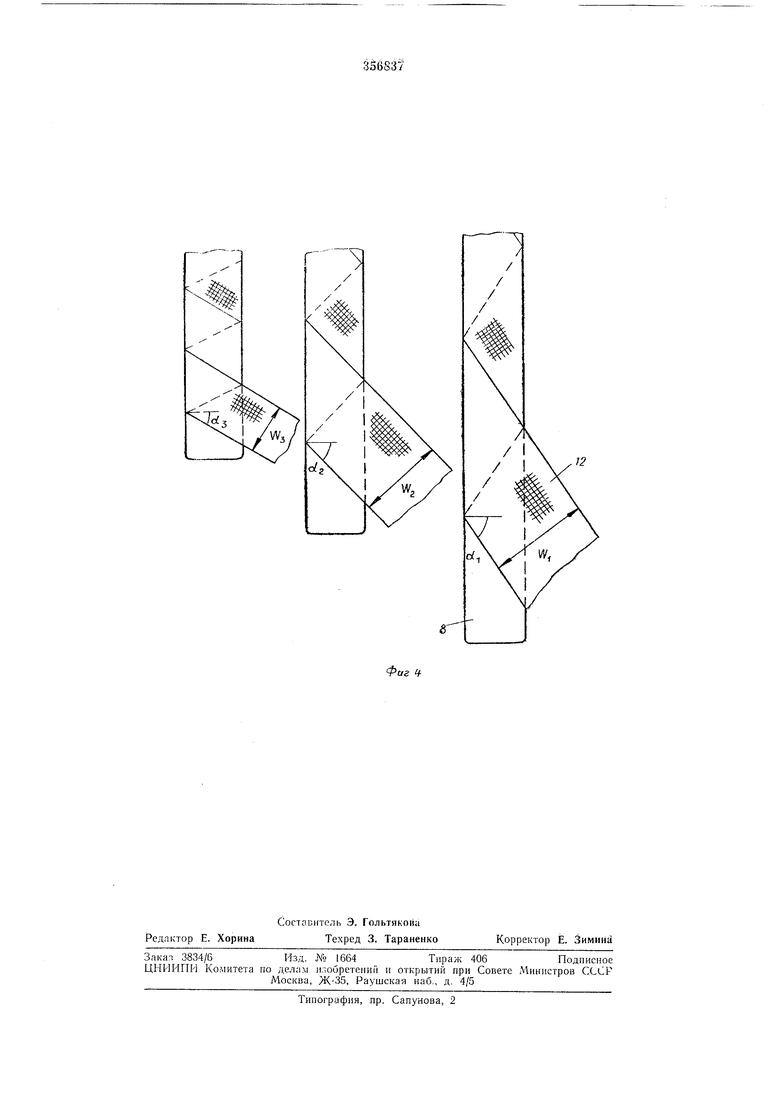
На фиг. 1 нриведена схема устройства для осуществления способа; на фиг. 2 и 3 - получаемая сетка в увеличенном масщтабе; на фиг. 4 - схема получения сеток различной ширины.
Способ изготовления плоской сетки заключается в экструзии расплава полимера через экструзионную головку 1 в виде трубчатой сетки 2, поступающей в охлалсдающую ванну 3.
Экструзионная головка состоит из двух кольцевых соосно расположенных элементов 4 и 5, вращающихся вокруг общей оси, причем каждый элемепт имеет на противолежащих поверхиостя.х ряд отверстий, предназначенных для образовання нитей сеткн.
Полученная трубчатая сетка 2 состонт из двух групп нитей 6 и 7 (фиг. 2), расположенных по противоположпым С11иралям в основиом под углом 90° одпа к другой н под углом 45° к направлению экструзнн, ноказанному стрелкой /1.
Экструдируемая трубчатая сетка 2 носле поступления в водяную ваппу . попадает на
цилиндрическую онравку 8, по которой неремещается вниз в нанравленнн экструзии с одновременным вращением вокруг нее, так что все нпти 6 идут но фпксироваииым винтовым лнниям параллельно нанравлеиню стрелкн Б
(фиг. 2). В данном случае угол спиралей к оси оправкн составляет .
Чтобы обеспечить каждой нити 6 следование по фиксированной для нее винтовой линии на оправке 8, элемент головки, из которого экструдируются инти 6, неподвижен. На фиг. 1 стационарным элементом головки является внутренний элемент 5, а наружный элемент 4 вращается от привода 9. На практике, однако, лучще, если наружный элемент НИИ элемент 5, так как такое устройство позволяет создать весьма простую конструкцию головки машины, особенно в части, касающейся подшипников. Поскольку каждая пить 6 сетки, выходяш,ая из стационарного элемента 5 головкн, следует по своей вннтовой линии, другой (паружпый) элемент 4 головки должен врап1,аться со скоростью, при которой экструднруемые нити 7 располагаются под углом 90° по отмошепню к нитям 6. Таким образом, наружный элемент 4 враш.ается с удвоенной скоростью по сравнению со скоростью, с которой вращается любой из элементов головки при изготовлении сетки с «квадратными отверстиями существующим снособом, использующим головку с вращающимися в противоположные стороны элементами. Для получения сетки в виде непрерывной ленты или полосы, в которой одпа группа нитей 6 располагается параллельно краям 10 ленть ИЛИ полосы, а другая группа ннтей 7 - перпёнди ЛЯрнр к ним, используют расположенный соответствующим образом режущий инструмент //, предпочтительно в виде приводимой в движение дисковой пилы или ножа, который устанавливается рядом с поверхностью оправки 8, причем режущая часть пожа проходит через прорезь (не показана) па поверхности оправки, а плоскость ножа параллельна винтовой линии группы нитей 6 сеткн (см. фиг. 2). Так как нож 11 установлен в промежутке между нитями, каждая нить группы 6 должна идти по фиксированной для нее винтовой линии параллельпо стрелке Б (фиг. 2) таким образом, что одна и та же пара нитей группы 6 всегда пролегает по обе стороны ножа, который разрезает поперечно идущие нити группы 7 между двумя нитями группы 6 и тем самым из трубчатой сетки получается сетка в виде ленты или полосы 12 (фиг. 1), удаление которой с оправки можно осуществить с помощью известных съемных устройств. Полученная из трубчатой сетки 2 лента или полоса стягивается с оправки по касательной к ее поверхности под углом спирали (45°), под которым располагаются нити группы 6. Стягивание осуществляется известным снособом с использованием пары работающих от привода валиков (не показаны), и создаваемое при этом тяговое усилие на ленту или полосу 12 заставляет нити группы 6, выходящие из стационарного элемента 5 головки, следовать по винтовой линии на поверхности оправки 8. Чтобы начать указанную операцию, нужно трубчатую сетку вручную подать вниз и заставить ее вращаться вокруг оправки 8 до тех пор, пока не будет разрезана трубка, не получена лента 12 и не обеспечено нужное тяговое усилие. Лента или полоса 12 идет через три свободно вращающихся валика 13, установленных под углом 45° к оси дорна (или горизонтально), где угол спирали равен 45°, и ее можно снимать непосредственно в этом месте (фиг. 1). Если желательно упрочнить ленту или полосу 12 вдоль ее краев, можно смежную пару формующих отверстий или каналов в ненодвижной части 5 головки увеличить с тем, чтобы они давали утолп енные нити, как ноказано на фиг. 2 и 3, при этом экструзионная головка устанавливается и регулируется так, чтобы лезвие ножа // располагалось между указанной нарой смежных утолщенных нитей 6. Кроме сетки с квадратными отверстиями можно получать сетку с отверстиями в виде прямоугольпика путем соответствующего расположения формующих отверстий или каналов или сетку в виде параллелограммов соответствующей регулировкой скорости вращения подвижного элемента экструзионной головки. Ширина ленты или полосы 12 определяется в пределах практической целесообразности углом спирали, под которым нити, выходящие из неподвижного элемента экструзионной головки, идут по оправке 8: чем больще угол спирали, тем щире полоса или лента 12. Таким образом, как показано на фиг. 4, при значениях угла спирали ai аз осз получаемые звачения щирипы полосы или ленты выражаются соответственно W) W2 Шз. Предмет изобретения Способ непрерывного изготовления плоских сеток из термопластов путем экструзии расплава полимера в виде трубчатой сетки с последующим ее охлаждением, продольным перемещением относительно цилиндрической оправки и резкой на плоское полотно, отличающийся тем, что, с целью получения плоских сеток, нити которых параллельны краям полотна, продольное неремещение трубчатой сетки осуществляют с одновременным ее вращением относительЕЮ цилиндрической оправки таким образом, что пити сетки расиолагаются по БИНТОВОЙ линии, по которой затем в промежутке между соседними параллельными иитями производят резку трубчатой сетки с последующим удалением полученного плоского полотна с цилиндрической оправки по касательной к ее поверхности.