Изобретение относится к сварочному производству и может быть использовано при изготовлении сварных соединений никелевых сплавов средних и больших толщин в различных отраслях машиностроения.
Цель изобретения - разработка способа подготовки листов большой и средней толщины (свыше 3 мм), обеспечивающего повышенную стойкость сварных соединений против образования трещин при сварке и термической обработке.
Технология способа состоит из следующих операций.
Закалка заготовок при 1000-1200оС с охлаждением на воздухе.
Горячая деформация заготовок с обеспечением степени обжатия 10-50% на заключительном проходе, осуществляемом в интервале температур, ограниченном температурой начала динамической первичной рекристаллизации и температурой начала интенсивного дисперсионного твердения.
Термическая обработка при 950-1050оС в течение 0,5-5 ч.
Проведение заключительного прохода при горячей деформации заготовок в интервале температур между температурой начала интенсивного дисперсионного твердения и температурой начала динамической первичной рекристаллизации обеспечивает сквозную деформацию заготовок благодаря снижению сопротивляемости деформированию сплавов по сравнению с деформацией при комнатной температуре и равномерному наклепу по всей толщине заготовок. Превышение температуры начала динамической рекристаллизации приводит к росту зерна. Снижение температуры деформации ниже температуры интенсивного выделения γ′ -фазы (более 10% фазы) повышает сопротивляемость сплавов деформированию из-за повышения предела текучести и не позволяет достигнуть сквозной однородной деформации заготовок.
Изобретение позволяет повысить работоспособность сварных соединений никелевых сплавов в 1,5-2 раза.
Исследования проводили на сплаве ЭП-99.
Подготовку сплава под сварку по известному способу производили путем осуществления следующих операций.
Закалка заготовок при 1100оС в течение 2 ч, охлаждение на воздухе.
Холодная прокатка заготовок при комнатной температуре со степенью обжатия 30%.
Обжиг пластин при 1000оС в течение 2 ч, охлаждение на воздухе.
Температура начала динамической рекристаллизации сплава ЭП-99 определялась металлографическими исследованиями по резкому росту зерна и составила 1090оС.
Температура интенсивного выделения γ′-фазы (свыше 10% фазы) определялась фазовым анализом сплава и составляла 940оС для сплава ЭП-99.
Подготовку сплава под сварку по предлагаемому способу производили по следующим операциям.
Закалка заготовок при 1100оС в течение 2 ч, охлаждение на воздухе.
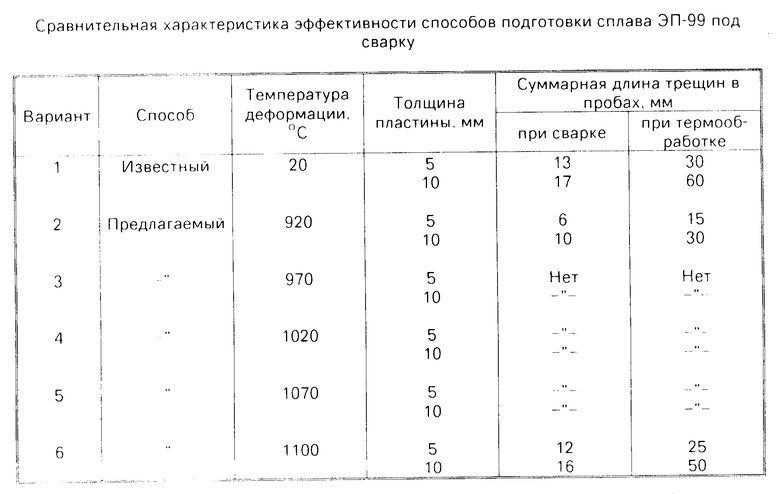
Горячая деформация (прокатка) заготовок со степенью обжатия на последнем проходе 30% при температурах окончания деформации: 1100, 1070, 1020, 970 и 940оС.
Отжиг пластин при 1000оС в течение 2 ч, охлаждение на воздухе.
Холодную и горячую прокатку пластин проводили до толщины 5 и 10 мм.
Холодную прокатку производили на стане "Кварто 800". Горячую прокатку производили на стане "ДУО 200".
Сварку пластин размером 100×100 (5-10) мм производили на проплав электронным лучом при скорости сварки 15 м/ч с получением кольцевого шва диаметром 30 мм.
Оценку стойкости сварных соединений против образования трещин давали по суммарной длине трещин, выявленных после сварки и термической обработка. Термическую обработку сварных соединений производили при температуре интенсивного дисперсионного твердения 800оС с выдержкой проб в течение 4 ч.
Результаты испытаний представлены в таблице.
Как видно из полученных результатов, подготовка сплава ЭП-99 в средней и большой толщине по предлагаемому способу позволяет предотвратить образование трещин в сварных соединениях при сварке и термообработке.
Изобретение относится к сварке в частности к способам подготовки под сварку никелевых сплавов, и может найти применение в машиностроении. Цель изобретения - предотвращение образования трещин при сварке и термообработке сварных соединений. Выполняют закалку заготовок при 1100°С в течение 2 ч, охлаждают на воздухе. Затем производят горячее пластическое деформирование со степенью обжатия 10 - 50%, при температуре в интервале от температуры начала перичной динамической рекристаллизации и температуры начала интенсивного дисперсионного твердения. После этого выполняют отжиг. Это обеспечивает сквозную деформацию заготовок благодаря снижению сопротивляемости деформированию сплавов и равномерному наклепу по всей толщине заготовок. 1 табл.
СПОСОБ ПОДГОТОВКИ НИКЕЛЕВЫХ СПЛАВОВ ПОД СВАРКУ, включающий закалку, пластическое деформирование прокатки и отжиг, отличающийся тем, что, с целью повышения качества сварных соединений путем предотвращения горячих трещин при сварке и термообработке сварных соединений толщиной более 3 мм, осуществляют горячее пластическое деформирование в интервале температур от температуры начала динамической первичной рекристаллизации до температуры интенсивного дисперсионного твердения.
| Авторское свидетельство СССР N 1304279, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
