Изобретение относится к области обработки металлов и сплавов давлением и предназначено для получения листового полуфабриката из труднодеформируемого сплава на основе никеля типа Inconel 718. Полученные листовые полуфабрикаты могут быть использованы при изготовлении различных пустотелых изделий, таких как обечайки, панели, шаробаллоны, посредством формовки и диффузионной сварки в условиях сверхпластичности. Такие изделия широко применяются в аэрокосмической технике, а также в наземных энергетических установках, в силу чего их можно назвать изделиями ответственного назначения.
К листовым полуфабрикатам, из которых изготавливаются изделия ответственного назначения, предъявляются весьма высокие требования. В частности, листовой полуфабрикат должен иметь однородную мелкозернистую изотропную микроструктуру. Мелкозернистая структура необходима, прежде всего, для осуществления деформации в условиях сверхпластичности. Известные способы изготовления листовых полуфабрикатов позволяют получать в них структуру с размером зерен не менее 6-10 мкм. Реализация сверхпластической деформации таких листовых полуфабрикатов возможна только в узкой высокотемпературной области.
Если структура будет неоднородной, в процессе формовки изделия может произойти локализация деформации из-за разнозернистости. В некоторых случаях возможно даже возникновение несплошности материала из-за резкого снижения пластичности в зонах с более крупнозернистой структурой. Кроме того, в большинстве случаев разнозернистость не устраняется даже при последующей термической обработке. Разнозернистость в изделиях из никелевых сплавов приводит к существенному снижению комплекса их механических свойств.
Поэтому актуальной является разработка способа, позволяющего получить в полуфабрикате структуру, во-первых, как можно более однородную, а во-вторых, с размером зерен менее 6-10 мкм. Существенное расширение температурно-скоростного интервала сверхпластичности достигается в случае формирования в листовых полуфабрикатах мелкозернистой структуры с размером зерен 1-3 мкм и менее, так называемых микро-, субмикро- и нанокристаллических структурных состояний. При наличии в листовых полуфабрикатах таких структурных состояний становится возможным максимально использовать преимущества процессов формовки, а также диффузионной сварки в условиях сверхпластичности для изготовления точных деталей сложной формы с однородной структурой и высоким комплексом свойств.
Известен способ [1] получения листов из никелевого жаропрочного сплава Inconel 718, включающий этапы получения слитка при температуре плавки около 1450°С, последующую обработку слитка методом двойного и тройного переплава и последующую обработку отливки методами пластической деформации, в том числе посредством горячей прокатки. Затем осуществляется холодная прокатка листа до конечной толщины и последующий рекристаллизационный отжиг в течение 15 мин при температуре 955°С. Листы, изготовленные в соответствии со способом [1], не отличаются мелкозернистой однородную структурой, вследствие чего не могут быть использованы для изготовления изделий ответственного назначения с использованием сверхпластической формовки.
Наиболее близким к заявляемому по технической сущности является способ получения листов из никелевого сплава Inconel 718 [2], включающий подготовительную стадию обработки отливки, заключающуюся в получении отливки при температуре плавки около 1450°С, обработке отливки методом двойного и тройного переплава, последующей обработке отливки методами пластической деформации, в том числе посредством горячей прокатки. Последнюю проводят преимущественно в однофазной области, где пластичность отливки достаточно высока. При этом за счет некоторого охлаждения отливки при прокатке может быть захвачена также и двухфазная область. Затем осуществляется окончательная обработка, целью которой является получение полуфабриката требуемой толщины и имеющего требуемый размер зерен, придающий полуфабрикату сверхпластические свойства.
Окончательная обработка состоит из следующих стадий:
1) обработка на твердый раствор при 1060°С в течение 15 минут,
2) осаждение (дисперсионная обработка) при температуре от 730 до 800°С в течение от 1 до 2 часов,
3) холодная прокатка со степенью больше 60%,
4) рекристаллизационный отжиг при 900°С в течение 30 мин.
В отличие от предыдущего данный способ характеризуется более длительным рекристаллизационным отжигом и достаточно продолжительной дисперсионной обработкой. Благодаря дополнительным энергозатратам удается повысить качество листовых полуфабрикатов и обеспечить их последующую сверхпластическую деформацию, которая проводится примерно при 970±10°С и при напряжении течения в пределах от 45 до 60 МПа со скоростью деформации обычно в пределах 10-1-10-3 с-1.
К основным недостаткам известных способов относится то, что рекристаллизационный отжиг холоднодеформированных листов может привести к формированию текстуры рекристаллизации, наследующей текстуру прокатки, вследствие чего возникнет анизотропия механических свойств полуфабриката, т.е. существенное различие в пластических и прочностных свойствах вдоль и поперек листа. К тому же рекристаллизационный отжиг холоднодеформированных листов не гарантирует получения в листах однородной структуры.
В результате операции дисперсионного твердения выделяются дисперсные когерентные частицы γ''-фазы. Это приводит к упрочнению сплава и, как следствие, к росту удельных усилий и снижению пластических свойств прокатываемого материала при дальнейшей холодной прокатке. Как результат, при прокатке со значительными степенями деформации возникает повышенный износ инструмента.
Таким образом, несмотря на значительные энергозатраты, с помощью известного способа не удается существенно повысить качество листового полуфабриката.
Качество полуфабриката может быть повышено за счет использования для прокатки взамен отливки обработанной давлением предзаготовки. В частности, известен способ [3], широко распространенный под названием «Gatorizing-процесс», по которому в предзаготовке формируется мелкозернистая структура путем нагрева несколько ниже температуры нормальной рекристаллизации и интенсивной пластической деформации с уменьшением площади поперечного сечения не менее чем в отношении 4:1. Известен также способ изготовления предзаготовки посредством дробной деформационно-термической обработки с поэтапным снижением температуры [4]. Однако, если использовать эти способы, и без того высокая стоимость листового полуфабриката становится неприемлемой для промышленного производства.
Задачей настоящего изобретения является сокращение энергозатрат при изготовлении листового полуфабриката из сплава на основе никеля типа Inconel 718 при одновременном повышении качества листового полуфабриката за счет получения однородной мелкозернистой структуры, характеризующейся отсутствием анизотропии свойств, для последующего изготовления из него изделия, в том числе ответственного назначения с использованием сверпластической формовки.
Задачей изобретения является также расширение технологических возможностей способа изготовления листового полуфабриката из сплава на основе никеля типа Inconel 718 за счет получения микроструктуры, характеризующейся мелкозернистой структурой с размером зерен до 1 мкм и менее, обеспечивающей существенное расширение температурно-скоростного интервала сверхпластичности при последующем изготовлении из него изделия с использованием формовки, а также диффузионной сварки.
Поставленная задача решается способом изготовления листового полуфабриката из сплава на основе никеля типа Inconel 718 с требуемыми толщиной и размером зерен для последующего изготовления из полуфабриката изделия с использованием сверхпластической формовки, включающим получение отливки после плавки, деформационную обработку отливки путем прокатки с получением заготовки и окончательную прокатку с получением листового полуфабриката, отличающимся тем, что деформационную обработку отливки ведут прокаткой в однофазной области сплава, а окончательную прокатку ведут в интервале температур 975-825°С со скоростью деформации 10-4-101 с-1, с суммарной степенью деформации не менее 50%, по крайней мере, за два прохода для обеспечения протекания динамической рекристаллизации.
Поставленная задача решается также в том случае, если:
• после окончательной прокатки осуществляют дополнительную прокатку в интервале температур 800-650°С, со скоростью деформации 10-1-10-4 с-1, с суммарной степенью деформации не менее 50%;
• после окончательной прокатки осуществляют дополнительную прокатку за два этапа, причем оба этапа проводят со скоростью деформации 10-2-105 с-1 с суммарной степенью деформации на каждом этапе не менее 50%, при этом прокатку на первом этапе проводят в интервале температур 800-650°С, а на втором заключительном этапе в интервале температур 625-500°С;
• окончательную прокатку ведут с изменением направления на 45-180° между проходами;
• между проходами переворачивают листовой полуфабрикат;
• между проходами осуществляют отжиг в течение 0,1-0,5 час при температуре, равной температуре прокатки на последующем проходе;
• отжиг совмещают с нагревом под последующий проход прокатки;
• между проходами осуществляют отжиг в течение 0,1-1 час при температуре на 20-100°С ниже температуры прокатки;
• между проходами осуществляют холодную прокатку с последующим рекристаллизационным отжигом;
• рекристаллизационный отжиг совмещают с нагревом под последующий проход прокатки;
• при окончательной прокатке, по крайней мере, одну прокатку за проход проводят в изотермических или квазиизотермических условиях;
• дополнительную прокатку проводят в изотермических или квазиизотермических условиях;
• для создания квазиизотермических условий используют теплоизолирующий пакет, в который помещают от одного до десяти прокатываемых листов, при этом толщину пакета 5п выбирают из соотношения:
δм/δп=Км•σм s/σп s,
где δм - толщина прокатываемого листа;
σм s - напряжение течения материала прокатываемой заготовки при температуре прокатки;
σп s - напряжение течения материала пакета при температуре прокатки;
Км - эмпирический коэффициент, зависящий от конструкции пакета, характеристик физико-механических свойств материала пакета, Км=0,1-0,5;
• после окончательной прокатки проводят холодную прокатку листового полуфабриката с последующим рекристаллизационным отжигом;
• рекристаллизационный отжиг осуществляют в течение 0,1-1 час при температуре, равной или на 20-100°С ниже температуры прокатки.
• Для пояснения сущности изобретения рассмотрим его в сравнении с прототипом.
В прототипе проводится холодная прокатка, результатом которой являются получение полуфабриката требуемой толщины, а также холодный наклеп в сочетании с последующим рекристаллизационным отжигом, приводящий к получению требуемой мелкозернистой структуры. Для повышения однородности структуры в течение почти 2-х часов проводится операция дисперсионного осаждения, когда выделяются дисперсные когерентные частицы γ''-фазы.
В предлагаемом способе измельчение зерен происходит за счет динамической рекристаллизации при горячей прокатке, которая инициируется прежде всего температурой, которая должна быть ниже температуры прокатки при обработке отливки, и достаточно интенсивной деформацией. Интенсивная деформация обусловлена прежде всего методом деформирования - прокаткой. Кроме того, экспериментально выбираются необходимые величины скорости и суммарной степени деформации (количество проходов) при прокатке. Использовать прокатку для реализации процесса динамической рекристаллизации, которая наиболее интенсивно развивается в многофазных сплавах, становится возможным благодаря специфическим особенностями сплава Inconel 718, а именно тому, что время выделения упрочняющих δ- и/или γ''-фаз оптимально сочетается со временем прокатки. За счет этого процесс трансформации крупных зерен в более мелкие в условиях интенсивной деформации сопровождается одновременным преобразованием когерентных частиц, выделенных при температуре деформации фаз, в некогерентные. Последнее в сочетании с измельченными зернами приводит к текущему повышению пластичности сплава. В результате повышения пластичности меняются условия протекания деформации в течение времени прокатки, постепенно приобретая характер условий сверхпластичности, способствующих повышению однородности сплава. При нагреве под последующую сверхпластическую формовку листового полуфабриката нерастворившиеся частицы упомянутых фаз стабилизируют структуру, способствуя благоприятному прохождению деформации при формовке, тогда как в прототипе дисперсные когерентные частицы только упрочняют сплав со всеми вытекающими из этого негативными последствиями либо практически полностью растворяются при нагреве под сверхпластическую формовку до температуры 975+10°С.
Кроме того, благодаря достаточно длительной инкубации упрочняющих фаз становится возможной горячая прокатка тонких листов даже с использованием холодных валков, поскольку при подстуживании листов в процессе прокатки не происходит дополнительного выделения упрочняющих фаз.
Деформация при прокатке, необходимая для развития динамической рекристаллизации и преобразования когерентных частиц, выделенных при температуре деформации фаз, в некогерентные одновременно позволяет получить полуфабрикат требуемой толщины с затратой меньших усилий деформирования. При этом исключаются операции холодной прокатки и последующего рекристаллизационного отжига в качестве обязательных. Возможно использование в технологическом процессе холодной прокатки, но в отличие от прототипа с меньшими степенями деформации. Полностью исключается наиболее энергоемкая операция дисперсионного осаждения.
Расширение технологических возможностей способа обусловлено тем, что в отличие от известных способов в листах формируется более мелкозернистая структура с размером зерен 1 мкм и менее.
Таким образом, поставленная задача решается всей совокупностью основных признаков изобретения.
Для получения в листовом полуфабрикате субмикро- и нанокристаллической структур размером вплоть до десятков нанометров рекомендуются экспериментально проверенные интервалы температур, в которых предпочтительно прокатывать листовой полуфабрикат.
Нижний предел температур горячей прокатки (˜500°С) ограничен возможностью протекания динамической рекристаллизации. Причем чем ниже температура прокатки в указанных пределах, тем более мелкое зерно можно получить в полуфабрикате. Но резкому снижению температуры препятствует отсутствие достаточной технологической пластичности. При использовании широко известных специальных технологических приемов, таких как прокатка в оболочке, температура может быть снижена до значения, необходимого для получения размера зерен, характерного для субмикро- и нанокристаллических состояний. Однако более широкими технологическими возможностями обладает поэтапное снижение температуры прокатки.
Формирование в листовых полуфабрикатах таких субмикро- и нанокристаллических структурных состояний обеспечивает реализацию эффекта низкотемпературной и высокоскоростной сверхпластичности. В частности, формирование в листах субмикрокристаллической (˜0,5 мкм) или нанокристаллической (˜0,05 мкм) структур позволяет осуществлять формовку и диффузионную сварку листов в условиях низкотемпературной сверхпластичности, что на 150-350°С ниже, чем при обработке по известным способам. Такое значительное снижение температуры обработки способствует резкому снижению или даже в ряде случаев исключению возможности окисления поверхности листов. Поэтому в процессах формовки и диффузионной сварки не требуется создания высокого вакуума. Обработка в защитной среде (аргоне) достаточна для получения качественных сложнопрофильных конструкций типа сотовых панелей. Кроме того, при низких температурах обработки становится возможным использование менее (в 2-8 раз) дорогостоящей оснастки из сплавов с пониженным содержанием никеля и других элементов (W, Mo, Co, Nb, Cr).
Скорость прокатки зависит прежде всего от выбранной температуры прокатки. Поскольку микрокристаллическая структура формируется при достаточно высоких температурах, когда активно протекают диффузионные процессы, благоприятствующие развитию динамической рекристаллизации и ускоренному выделению и коагуляции вторых фаз, скорость прокатки выбирается в интервале 101-10-4 с-1. При более низких температурах прокатки, когда в листовом полуфабрикате требуется получить субмикро- и нанокристаллические структурные состояния, скорость прокатки выбирается более низкой и составляет соответственно 10-1-10-4 с-1 и 10-2-10-5 c-1. Использование более низких скоростей прокатки в двух последних случаях обусловлено необходимостью увеличения времени прокатки для более полного протекания процессов выделения и преобразования когерентных частиц вторых фаз в некогерентные, но с учетом обеспечения условий для развития динамической рекристаллизации. При этом технологическая пластичность материала должна быть достаточной для сохранения его сплошности при прокатке.
Суммарную степень деформации при прокатке рекомендуется выбирать не менее 50%, чтобы обеспечить оптимальные условия для преобразования когерентных частиц вторых фаз в некогерентные и получить в листовом полуфабрикате однородную динамически рекристаллизованную структуру с требуемым размером зерен. При этом целесообразно суммарную степень набирать, по крайней мере, за два прохода.
Динамическая рекристаллизация в предварительно наклепанном состоянии протекает более интенсивно. Поэтому целесообразно между проходами горячей или изотермической прокатки проводить холодную прокатку с осуществлением последующего рекристаллизационного отжига или совмещать отжиг с нагревом под последующий проход прокатки. При рекристаллизационном отжиге в холоднодеформированном материале формируется преимущественно субзереннная структура, которая в ходе последующей динамической рекристаллизации, развивающейся при горячей или изотермической прокатке, преобразуется в полностью рекристаллизованную структуру с некогерентными выделениями вторых фаз.
На первом проходе прокатки выделения вторых фаз не успевают скоагулировать до размеров, при которых расстояние между частицами становится достаточным для формирования зародышей динамической рекристаллизации. Поэтому целесообразно между проходами проводить отжиг в течение 0,1-1 час. В этом случае имеет место дальнейшее развитие процессов структурообразования, начавшихся при динамической рекристаллизации, но уже в ходе постдинамической и статической рекристаллизации приводящих к существенному увеличению рекристаллизованного объема вплоть до получения в листовом полуфабрикате полностью рекристаллизованной структуры.
Температура последеформационного отжига между проходами выбирается равной температуре нагрева заготовок под последующую прокатку либо на 20-100°С ниже температуры прокатки. При уменьшении температуры отжига более чем на 100°С по сравнению с температурой прокатки не происходит заметного увеличения рекристаллизованного объема.
Отжиг в течение одного часа достаточен для завершения рекристаллизационных процессов. Поэтому увеличение времени отжига более одного часа нецелесообразно, т.к. тогда снижается производительность предлагаемого способа.
Совмещение операции последеформационного отжига с нагревом под последующий проход прокатки способствует сокращению технологического цикла обработки.
Повышение однородности структуры и изотропности свойств прокатываемого листа достигается при изменении направления прокатки после прохода на 45-180°, а также при проведении прокатки с переворотом листа.
Осуществление на одной из стадий окончательной обработки прокатки в квазиизотермических или изотермических условиях обеспечивает наиболее благоприятные условия для развития динамической рекристаллизации, что особенно актуально при низких температурах деформации. Кроме того, такие условия способствуют сверхпластической деформации при прокатке, позволяя получить наиболее качественные листовые полуфабрикаты с изотропными свойствами.
Для создания условий, близких к изотермическим, исключающих подстуживание, целесообразно прокатку осуществлять с использованием теплоизолирующего пакета, в который помещают от одного до десяти листов прокатываемого материала. При этом листовой материал для теплоизолирующего пакета выбирают из условия:
δм/δп=Км·σм s/σп s,
в соответствии с которым соотношение между напряжением течения прокатываемого листа или листов и материала пакета должно обеспечивать целостность пакета при прокатке. Материал пакета должен быть более пластичным, чем прокатываемый сплав, и иметь несколько меньшее значение напряжения течения. В этом случае обеспечивается наиболее благоприятная схема деформации для листа. Одновременная прокатка нескольких листов позволит также повысить производительность предлагаемого способа. Соответственно данный прием рекомендуется использовать при прокатке тонких листов. Как было уже отмечено, при анализе сущности изобретения прокатка в пакете позволит снизить температуру прокатки до значений, позволяющих активизировать процесс динамической рекристаллизации и получить в листе структуру с наименьшим размером зерен без дополнительных прокаток.
При необходимости получения листового полуфабриката с повышенными прочностными свойствами целесообразно после стадий горячей или изотермической прокатки осуществлять холодную прокатку до конечной толщины листа с последующим отжигом для снятия внутренних напряжений. При этом по сравнению с прототипом необходимо отметить снижение усилий деформирования при холодной прокатке за счет отсутствия когерентных частиц вторых фаз.
Изобретение поясняется графическими материалами, где представлены различные структуры в листовом полуфабрикате, которые позволяет получить способ.
На фиг.1 представлена микрокристаллическая структура (увеличено в 1000 раз).
На фиг.2 представлена субмикристаллическая структура (увеличено в 20000 раз).
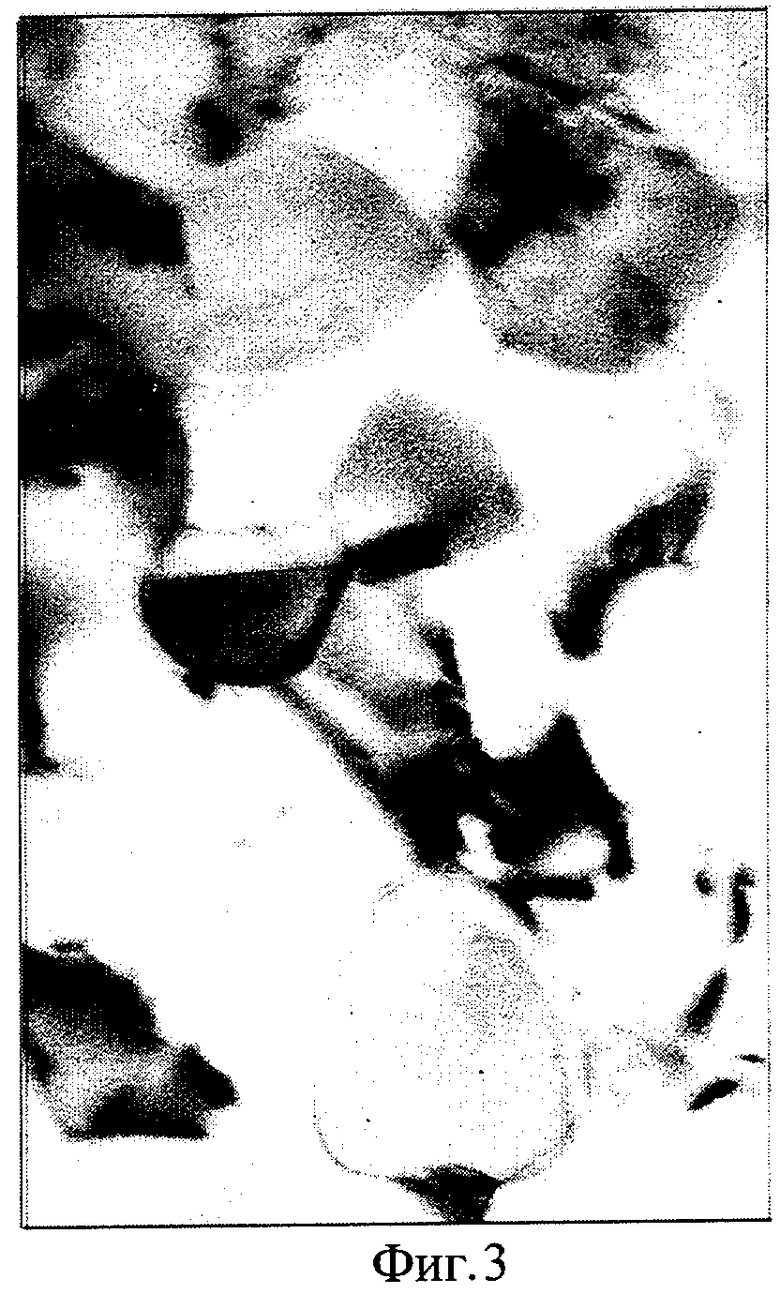
На фиг.3 представлена нанокристаллическая структура (увеличено в 100000 раз).
В таблице 1 приведен номинальный химический состав никелевого сплава типа Inconel 718.
В таблице 2 приведены сверхпластические свойства листовых полуфабрикатов с микро-, субмикро- и нанокристаллической структурой, изготовленных по предлагаемому способу.
Характеристики сверхпластических свойств сплава Inconel 718
Примеры конкретного осуществления способа.
Данные примеры не исчерпывают всех возможностей способа в отношении размеров исходных заготовок и полученных полуфабрикатов, а также выбора конкретных режимов способа.
Пример 1.
Заготовка из сплава Inconel 718 сечением 20Х600 мм2 и длиной 2500 мм была изготовлена по традиционной технологии, включающей выплавку слитка в вакууме, двойной переплав слитка, последующую деформационную обработку слитка (выше 1000°С) и горячую прокатку с нагревом до температуры однофазной области (1050°С). Из указанной полосы были вырезаны заготовки с размерами 200×300×20 мм3 для окончательной прокатки до требуемого размера. Анализ микроструктуры заготовок в исходном состоянии показал, что она полностью рекристаллизованная со средним размером зерен ˜44 мкм.
Для определения конкретной температуры прокатки сплава Inconel 718 с целью формирования структуры с заданным размером зерен использовали результаты микроструктурных исследований после изотермической осадки цилиндрических образцов диаметром 10 мм и высотой 15 мм. Затем на модельных образцах размером 20×50×8 мм3, вырезанных из более массивных заготовок, уточняли температурно-скоростные режимы прокатки для получения в листовых полуфабрикатах требуемой микроструктуры.
Требуется получить лист толщиной 5 мм с микрокристаллической структурой с размером зерен 3 мкм. Для получения листа толщиной 5 мм была использована заготовка толщиной 20 мм. Причем исходная толщина заготовки под прокатку была выбрана такой толщины, чтобы суммарная степень прокатки составляла не менее 50%, для того чтобы в результате динамической рекристаллизации сформировалась рекристаллизованная однородная структура с требуемым размером зерен, а также произошла трансформация когерентных частиц вторых фаз в некогерентные с высокоугловыми границами. Для получения микрокристаллической структуры с размером зерен 3 мкм оптимальной является температура 910°С. В результате прокатки заготовки с начальной толщиной 20 мм до конечной толщины 5 мм суммарная степень деформации составит 75%. Для получения микрокристаллической структуры рекомендуется прокатку осуществлять в интервале скоростей 101-10-4 с-1. С учетом возможностей используемого прокатного стана была выбрана скорость прокатки 10-1 с-1.
Заготовки с размерами 200×300×20 мм3 нагревали до температуры 910°С и выдерживали при данной температуре в течение 30 мин. Затем при окончательной обработке прокатку листа до требуемого размера зерен и заданной толщины осуществляли при данной температуре в изотермических условиях за четыре прохода, при этом между проходами заготовку подогревали в печи в течение 10-30 мин. Т.е. фактически осуществляли последеформационный отжиг, который совмещали с нагревом под следующий проход прокатки. Скорость деформации при прокатке составляла 10-1 c-1. В результате были получены листы толщиной 5 мм. Анализ микроструктуры прокатанного листа показал, что в нем была сформирована микрокристаллическая структура с размером зерен 2,9 мкм. Электронно-микроскопический анализ структуры показал, что одновременно с измельчением структуры произошла трансформация когерентных пластинчатых выделений δ-фазы в глобулярные некогерентные частицы - зерна размером 0,5-1 мкм с их произвольной ориентировкой относительно зерен матрицы (γ-фазы). Таким образом, в результате прокатки в листе была сформирована однородная микрокристаллическая структура (фиг.1).
Пример 2.
При тех же температурно-скоростных режимах, что и в примере 1, из заготовок размером 200×300×20 мм3 были прокатаны листы за 6-10 проходов до толщины 1-2 мм. При этом суммарная степень деформации составила 90-95%. Прокатку заготовок осуществляли с циклическим изменением направления прокатки на 45, 90 и 180°, а также с переворотом листа в горизонтальной плоскости. Визуальный осмотр прокатанных листов показал, что циклическое изменение направления прокатки, а также переворот листа в горизонтальной плоскости способствовали улучшению качества листового полуфабриката. Кроме того, структура листа стала еще более однородной. Средний размер зерен γ-фазы составил 3 мкм, при этом размер некогерентных частиц - зерен δ-фазы глобулярной формы равен 0,5-1,2 мкм. Механические испытания листов показали, что после такой обработки сверхпластические свойства листов соответствуют значениям, приведенным в таблице 2 для температуры 900°С для и скорости деформации 5·10-4 с-1, и практически одинаковы как в продольном, так и в поперечном направлениях прокатанного листа.
Пример 3.
Заготовки с исходными размерами 200×300×20 мм3 и крупнозернистой структурой под окончательную прокатку были изготовлены по режимам, приведенным в примере 1.
Требуется получить лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен 0,5 мкм. При окончательной обработке прокатку осуществляли в два этапа. На первом этапе прокатку заготовки с исходной толщиной 20 мм до толщины 8 мм, что соответствует суммарной степени деформации 60%, осуществляли за 4 прохода в квазиизотермических условиях. Заготовку нагревали до температуры 910-825°С, а валки подогревали до температуры 700°С. Прокатку осуществляли со скоростью деформации 10-2 с-1. В результате прокатки на первом этапе был получен лист толщиной 8 мм, в котором была сформирована микрокристаллическая структура с размером зерен 1-1,5 мкм. На втором этапе дополнительную прокатку производили в изотермических условиях за 6 проходов в интервале температур 800-720°С. Для получения субмикрокристаллической структуры рекомендуется прокатку осуществлять в интервале скоростей 10-1-10-4 с-1. Скорость прокатки выбирали из указанного интервала. Причем скорость прокатки при температуре 800°С была выбрана равной 10-2 с-1, а для температуры 720°С она составляла 10-3 с-1. В результате дополнительной прокатки на втором этапе с суммарной степенью 75% был получен лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен матрицы 0,45 мкм. При электронно-микроскопическом анализе структуры было установлено, в структуре присутствуют также некогерентные выделения δ-фазы размером 0,2-0,6 мкм, образовавшиеся в ходе динамической рекристаллизации за счет фрагментации более крупных частиц δ-фазы, сформировавшихся на первом этапе, а также за счет дополнительного выделения при пониженных температурах (800-700°С) метастабильных когерентных частиц γ''-фазы и преобразования их при прокатке в более стабильные некогерентные частицы - зерна δ-фазы. Таким образом, в результате прокатки в листе была сформирована субмикрокристаллическая структура (фиг.2).
При исследовании механических свойств изготовленных листов было установлено, что сформированная в них субмикрокристаллическая структура обеспечивает проявление эффекта низкотемпературной сверхпластичности. Сверхпластические свойства листов соответствуют значениям, приведенным в таблице 2, например, для температуры 700°С, скорости деформации 5-10-4 с-1 и практически одинаковы как в продольном, так и в поперечном направлениях прокатанного листа.
Пример 4.
Требуется получить лист толщиной 0,6 мм с нанокристаллической структурой с размером зерен 0,07 мкм. В качестве исходной заготовки использовали лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен 0,5 мкм, который был получен прокаткой по режимам, приведенным в примере 3. Для получения нанокрокристаллической структуры рекомендуется прокатку осуществлять в интервале скоростей 10-2-10-5 с-1. Скорость прокатки выбирали из указанного интервала. Для получения нанокристаллической структуры целесообразно использовать изотермический прокатный стан, на котором прокатку можно осуществлять с низкими скоростями, которые благоприятны для развития процессов динамической рекристаллизации и преобразования когерентных частиц вторых фаз в некогерентные при низких гомологических температурах.
Дополнительный этап прокатки осуществляли в изотермических условиях за 12 проходов в интервале 625-570°С. Прокатку осуществляли со скоростью деформации 10-3 при температуре 625°С и 10-4 с-1 при температуре 570°С. В результате дополнительной прокатки листовой заготовки с начальной толщиной 2 мм до конечной толщины 0,6 мм, что соответствует суммарной степени деформации 70%, был получен лист с нанокристаллической структурой с размером зерен матрицы 0,06-0,08 мкм. При электронно-микроскопическом анализе структуры было установлено, в структуре присутствуют также некогерентные выделения δ-фазы размером 0,05-0,09 мкм.
Итак, в результате прокатки в листе была сформирована нанокристаллическая структура (фиг.3).
Анализ механических свойств изготовленных листов показал, что сформированная в них нанокристаллическая структура, обеспечивает проявления эффекта низкотемпературной сверхпластичности даже при температуре 600°С и скорости деформации 5·10-4 с-1. Характеристики сверхпластических свойств листов с нанокристаллической структурой соответствуют значениям, приведенным в таблице 2, и практически одинаковы как в продольном, так и в поперечном направлениях прокатанного листа.
Пример 5.
Требуется изготовить лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен 0,7 мкм.
Заготовки с исходными размерами 200×300×20 мм3 и крупнозернистой структурой под окончательную прокатку были изготовлены по режимам, приведенным в примере 1.
Окончательную прокатку осуществляли в два этапа. На первом этапе горячую прокатку заготовки до толщины 6 мм осуществляли за 8 проходов с нагревом заготовки до температуры 950-850°С. Прокатку на первом этапе осуществляли со скоростью деформации 101 c-1 с суммарной степенью 70%. В результате прокатки заготовки с исходной толщиной 20 мм на первом этапе был получен лист толщиной 6 мм, в котором была сформирована микрокристаллическая структура с размером зерен матрицы 1-2 мкм и некогерентных частиц δ-фазы - 0,8-1,5 мкм. На втором этапе дополнительную прокатку производили в квазиизотермических условиях. Для создания квазиизотермических условий использовали теплоизолирующий пакет из нержавеющей стали. Исходную толщину листов пакета расчитывали по формуле
δм/δп=Км·σм s/σп s,
где δм= - толщина прокатываемого листа, равная 6 мм;
σм s - напряжение течения материала прокатываемой заготовки при температуре деформации 10-3 с-1, равное 540 МПа;
σп s - напряжение течения материала пакета при температуре деформации 750°С, равное 180 МПа, для стали 12Х18Н9Т;
Км - эмпирический коэффициент, зависящий от конструкции пакета, характеристик физико-механических свойств материала пакета.
Значение Км принимается равным 0,3.
Расчетная толщина листов пакета составила δп=δм·σп s/σм s=6·180/540=6,7 (мм).
В пакет устанавливается 5 листов из сплава Inconel 718 толщиной 6 мм, изготовленных на первом этапе окончательной прокатки. По периметру пакет заварили аргонодуговой сваркой. Прокатку пакета осуществляли за 12 проходов с поэтапным снижением температуры нагрева заготовки и валков в интервале температур 800-750°С. Прокатку осуществляли со скоростью деформации 10-1 при температуре нагрева пакета под прокатку 800°С и 10-2 с-1 при температуре нагрева 750°С. В результате дополнительной прокатки на втором этапе с суммарной степенью 75% был получен лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен матрицы ˜0,7 мкм. Использование пакетной прокатки позволило существенно повысить производительность технологического процесса изготовления листов и соответственно существенно уменьшить себестоимость продукции.
Пример 6.
Заготовки с исходными размерами 200×300×20 мм3 и крупнозернистой структурой под окончательную прокатку были изготовлены по режимам, приведенным в примере 1.
Требуется получить лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен 0,5 мкм. При окончательной обработке прокатку осуществляли следующим образом. Прокатку листа до толщины 8 мм осуществляли за 4 прохода в квазиизотермических условиях. Заготовку нагревали до температуры 925°С, а валки подогревали до температуры 700°С. Прокатку осуществляли со скоростью деформации 10-2 с-1 с суммарной степенью 60%. В результате прокатки был получен лист толщиной 8 мм, в котором была сформирована микрокристаллическая структура с размером зерен 3 мкм. Затем провели холодную прокатку листа до толщины 4 мм и рекристаллизационный отжиг при температуре 725°С в течение 2 час. Далее провели дополнительную прокатку в изотермических условиях при температуре 725°С со скоростью 10-3 с-1. В результате дополнительной прокатки на втором этапе с суммарной степенью 75% был получен лист толщиной 2 мм с субмикрокристаллической структурой с размером зерен матрицы и некогерентных частиц - зерен δ-фазы размером ˜0,5 мкм. Проведение дополнительной операции холодной прокатки с рекристаллизационным отжигом позволило ускорить при последующей прокатке в квазиизотермических условиях процесс преобразования когерентных метастабильных частиц γ''-фазы в более стабильные некогерентные частицы - зерна δ-фазы и сформировать еще более однородную структуру.
Источники информации
1. Traitements Thermomecaniques de L'Alliage NC 19 FE NB (INCONEL 718), Memories et Etudes Scient-Fiques Revue de Mantallurgie, vol.83, №11, Nov.1986, pp.561-569.
2. United States Patent, №6328827, December 11, 2001.
3. United States Patent, №3519503, Jul. 1970.
4. Патент Российской федерации №2119842 RU // Утяшев Ф.З., Кайбышев О.А., Валитов В.А., 10.10.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2224047C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЛИСТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 2007 |
|
RU2345173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2250806C1 |
| СПОСОБ ОБРАБОТКИ ЛИТЫХ ЗАЭВТЕКТОИДНЫХ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИДОВ ТИТАНА γ-TiAl И α-TiAl | 2001 |
|
RU2203976C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ НИКЕЛЕВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2011 |
|
RU2460824C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+αСПЛАВОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ПЕРВОГО СПОСОБА | 1999 |
|
RU2164180C2 |
| Сплав системы Al-Mg-Zn для высокоскоростной сверхпластической формовки | 2023 |
|
RU2817627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |

Изобретение относится к области металлургии, а именно к получению листовых полуфабрикатов из труднодеформируемого сплава на основе никеля типа Inconel 718, которые могут быть использованы при изготовлении пустотелых изделий посредством формовки и диффузионной сварки в условиях сверхпластичности. Предложен способ получения таких листовых полуфабрикатов. Способ включает получение отливки после плавки, деформационную обработку отливки путем прокатки с получением заготовки и окончательную прокатку с получением листового полуфабриката. Деформационную обработку отливки ведут прокаткой в однофазной области сплава, а окончательную прокатку ведут в интервале температур 975-825°С со скоростью деформации 10-4-101 с-1, с суммарной степенью деформации не менее 50% по крайней мере за два прохода для обеспечения протекания динамической рекристаллизации. Технический результат - расширение технологических возможностей при получении листового полуфабриката из труднодеформируемого сплава на основе никеля типа Inconel 718 при одновременном повышении качества за счет получения однородной мелкозернистой структуры с размером зерен до 1 мкм и менее, обеспечивающей расширение температурно-скоростного интервала сверхпластичности для последующего изготовления из него изделия, в том числе ответственного назначения с использованием сверхпластической формовки. 14 з.п. ф-лы, 3 ил., 2 табл.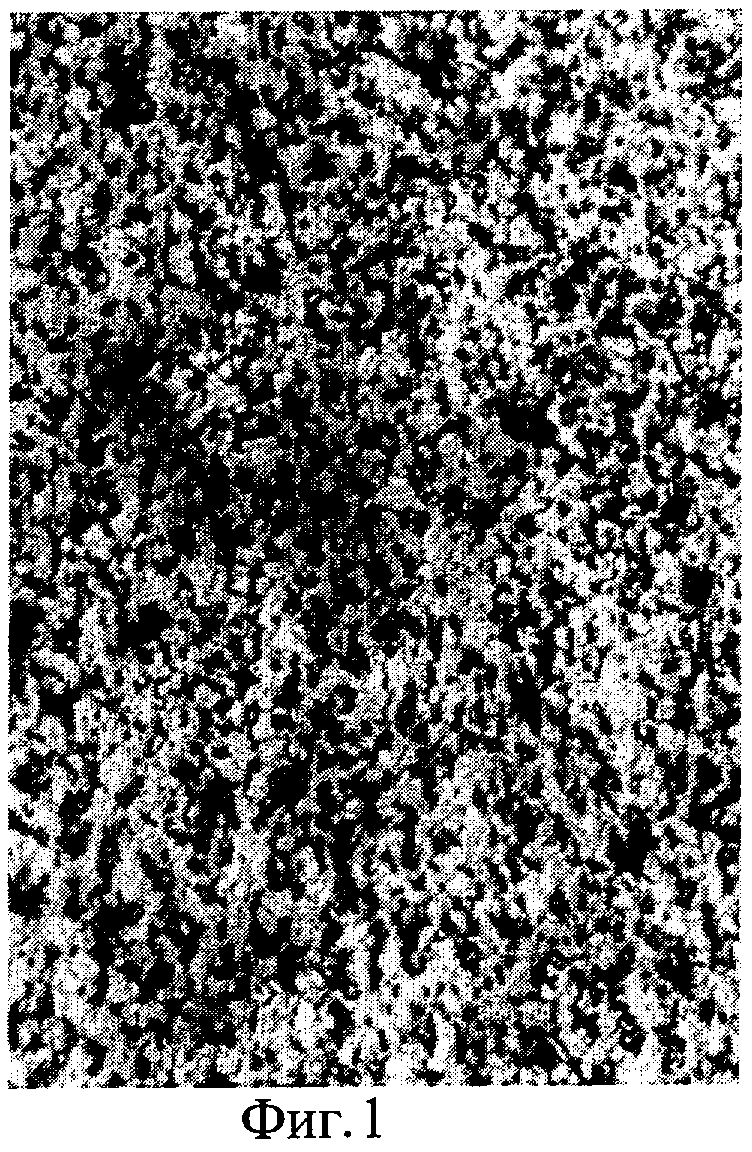
δм/δп=Км·σм s/σп s,
где δм - толщина прокатываемого листа;
σм s - напряжение течения материала прокатываемой заготовки при температуре прокатки;
σп s - напряжение течения материала пакета при температуре прокатки;
Км - эмпирический коэффициент, зависящий от конструкции пакета, характеристик физико-механических свойств материала пакета, Км=0,1-0,5.
| US 6328827 B1, 11.12.2001 | |||
| Способ обработки жаропрочных сплавов на основе никеля | 1979 |
|
SU876768A1 |
| СПОСОБ ОБРАБОТКИ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1992 |
|
RU2041284C1 |
| CAMUS G., TRAITEMENTS THERMOMECANIQUES DE L'ALLIAGE | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Mem | |||
| et etud | |||
| sci | |||
| Rev | |||
| met., 1986, 83, №116 р.561-569. | |||

