РЬвестны способы заделки термопары в поверхность металлических изделий путем заливки паза в месте их установки металлом.
Отличительная особенность описываемого способа состоит в том, что паз заливают расплавленпым металлом, например медью, с хорошей теплопроводностью под глубоким вакуумом.
Такой способ заделки термопар способствует диффузионному сцеплению между материалом изделия и расплавленным металлом, что повышает точность экспериментального определения коэффициента теплоотдачи.
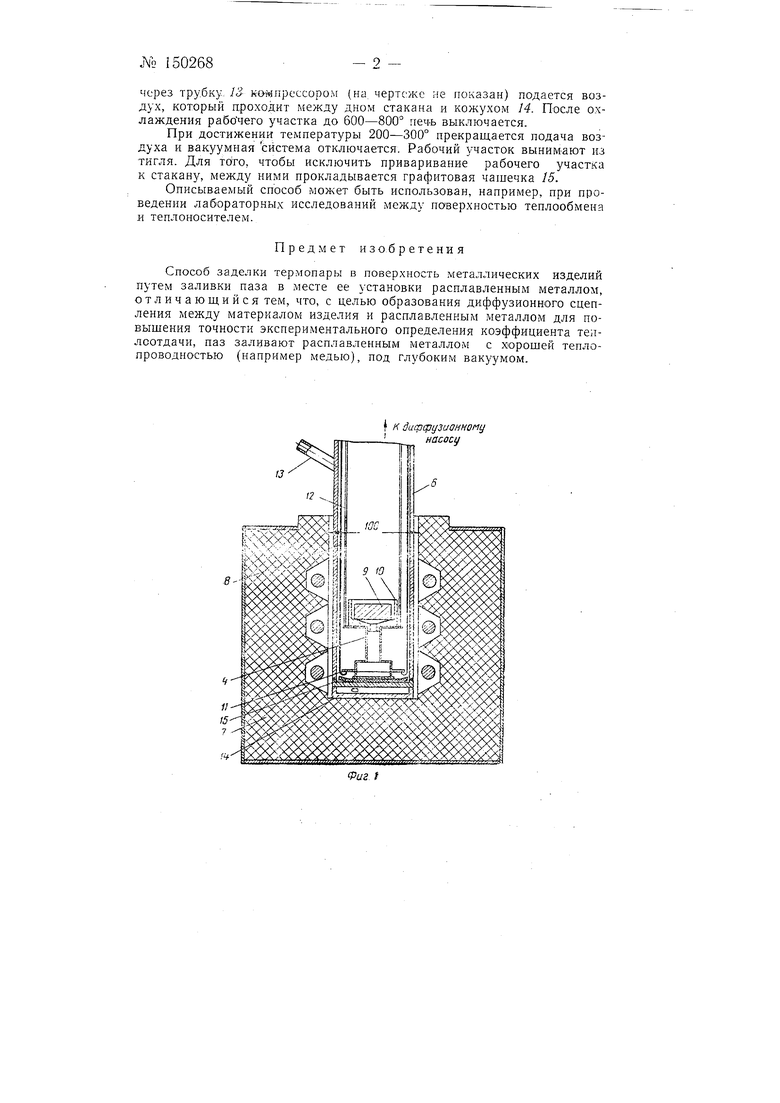
На фиг. 1 изображено устройство для осуществления описываемого способа; на фиг. 2 - заделка термопары по предлагаемому способу.
В чашку /, выполненную из стали, заливают под глубоким вакуумом расплавленный металл 2, например медь, с хорошей теплопроводностью. Сверху и снизу термоэлектродов 3, выполненных, например, из хромеля и алюмеля, расположена изоляция 4 (алунд) и чехол 5 термопары. Верхняя часть рабочего участка для предохранения от коррозионного воздействия теплоносителя покрывается гальваническим способом слоем никеля толщиной порядка 20-25 мк. Заливка паза термопары расплавленным металлом производится в стакане 6, из которого производится откачка воздуха диффузионным насосом (на чертеже не показан). Откачка производится непрерывно до рабочего вакуума порядка мм рт. ст. Стакан погружается своей нижней частью в печь 7. Измерение температуры печи производится термопарой 8 рабочего участка. Запись температуры осуществляется на автоматическом потенциометре (на чертеже не показан).
Медная заготовка 9 располагается в молибденовом тигле 10. Рас плавленная медь стекает в плоский рабочий участок 11, что фиксируег ся термопарой 12 и записывается на ленте потенциометра. При это через тру.бку. 13 компрессором (на. чертеже не показан) подается воздух, который проходит между дном стакана и кожухом 14. После охлаждения рабочего участка до 600-800° печь выключается.
При достижении температуры 200-300° прекращается подача воздуха и вакуумная система отключается. Рабочий участок выним ают из тигля. Для того, чтобы исключить приваривание рабочего участ.ча к стакану, между ними прокладывается графитовая чашечка 15.
Описываемый способ может быть использован, например, при проведении лабораторных исследований между поверхностью теплообмена и теплоносителем.
Предмет изобретения
Способ заделки термопары в поверхность металлических изделий путем заливки паза в месте ее установки расплавленным металлом, отличающийся тем, что, с целью образования диффузионного сцепления между материалом изделия и расплавленным металлом для повышения точности экспериментального определения коэффициента теплоотдачи, паз заливают расплавленным металлом с хорошей TenvTOпроводностью (например медью), под глубоким вакуумом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1992 |
|
RU2043848C1 |
| СПОСОБ КРЕПЛЕНИЯ ТЕРМОПАР | 1982 |
|
RU2034246C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2027553C1 |
| Устройство для нанесения диффузионных покрытий | 1987 |
|
SU1560615A1 |
| Способ очистки магния от примесей | 2017 |
|
RU2669671C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК | 2015 |
|
RU2638604C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ТРУБНОГО КАТОДА ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2340426C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕНТРОБЕЖНО-ЛИТЫХ ТИГЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2004 |
|
RU2274513C1 |

I к ди(рсрузионномд насосу
j f
L. f/y/y// ///////
Фиг. 2
