Изобретение относится к металлургии, и может быть использовано для управления процессом кристаллизации с целью повышения механических свойств слитков /изделий путем формирования фрагментов наноструктуры из отдельных атомов и ассоциаций.
Известен способ управления процессом кристаллизации в системе жидкость - твердое вещество путем наложения на нее механических колебаний с фиксированной частотой в диапазоне от 10 до 100 кГц (патент Швейцарии СН №682402, C22F 3/02, с 22 с 21/08, B22D 11/10, 1993)
Однако область применения данного способа ограничена получением фазы жидкость - твердое тело металлического сплава, обладающего тиксотропными свойствами. По результатам электронной микроскопии установлено, что данный способ позволяет получить более упорядоченную и значительно более мелкую структуру сплавов, однако ее нельзя отнести к ультра мелкодисперсной структуре, не говоря уже о нано структуре. При этом вибрационное - механическое воздействие требует больших затрат электроэнергии на единицу массы кристаллизуемого вещества. Кроме того, вибрационное воздействие является одним из видов промышленных вредностей.
Также известен способ литья с кристаллизацией под давлением на машине с горизонтальной камерой прессования, включающий заполнение формы металлом путем заливки его в камеру прессования и выжимания металла прессующим поршнем. Заполнение формы металла осуществляют через относительно большой питатель со скоростью прессующего поршня 0,3-0,5 м/с (патент RU 2033892, B22D 17/00, B22D 18/02, 1992).
К недостаткам второго аналога относятся грубокристаллическая структура получаемых слитков, а для получения более высоких значений механических свойств сплавов требуется дополнительная термообработка.
Близким аналогом к заявленному техническому решению является способ изготовления металлических заготовок литьем под давлением, согласно которому производится заливка дозированного объема расплавленного металла в цилиндр прессования, заполнение полости формы расплавом, последующее наложение давления на него и выдержку. Расплав перед заливкой перегревают на 40-70К выше его температуры ликвидус. При этом расплав заливают в промежуточную емкость, а в это время производят вакуумирование полости формы, после чего полость формы и связанные с ней камеры прессования заполняют расплавом из промежуточной емкости. Одновременно с заполнением камер прессования, сообщающихся с полостью формы, продолжается вакуумирование. Скорость заполнения регулируют изменением скорости откачки воздуха и газов из полости формы и камер прессования до окончания их заполнения. При этом регулирование скорости откачки воздуха и газов осуществляют, изменением площади отверстия связывающего полость формы через контркамеру прессования с системой вакуумирования, за счет перемещения контр плунжера. Затем осуществляется двухстороннее наложение давления на расплав по оси заготовки, при этом величина давления составляет 200-500 МПа. Выдержку металла под давлением производят до момента окончания кристаллизации. Для реализации этого способа используется машина для литья под давлением, которая оснащена гидравлической системой и блоком управления, содержит механизм прессования с плунжером и камерой, размещенными в корпусе и связанную с ними разъемную пресс-форму с литейной полостью, сообщающейся с отверстиями для заливки расплава и удаления воздуха и газов. При этом механизм прессования оснащен дополнительной камерой прессования и контр плунжером, размещенными в неподвижной части корпуса соосно пресс-форме ответно камере и плунжеру, выполненными в подвижной части корпуса. Отверстие для заливки расплава выполнено с возможностью его перекрытия плунжером и сообщено с промежуточной емкостью, жестко закрепленной на подвижной части корпуса, а отверстие для удаления воздуха (газов) выполнено с возможностью его перекрытия контр плунжером и сообщено с системой вакуумирования. (Патент RU №2252108 от 20.05.2005 МПК B22D 17/00, заявлено 05.08.2002. Опубликовано 27.02.2004 г.).
Недостаткам вышеуказанного способа является то, что он не обеспечивает повышения механических свойств отливок путем формирования фрагментов наноструктур из отдельных атомов и их ассоциаций, так как температура перегрева жидкого металла на 40-70К недостаточна, чтобы обеспечить степень переохлаждения, которая определяется разностью равновесной температурой кристаллизации и фактической температурой образования твердой фазы. Снижение степени переохлаждения связано еще и с тем, что заливка металла производится из не вакуумированной промежуточной емкости, что требует дегазации жидкого металла. На первом этапе наложения давления на металл, который свободной заливкой заполняет полость формы, увеличивает скорость удаления газов и сжатия межплоскостных поверхностей с образованием пустот. Температура расплава при этом понижается до температуры образования твердых кристаллических фаз. В этот момент наступает второй этап наложения давления, заключающийся в наложении давления изнутри из под корки закристаллизовавшегося металла. При этом, структура формируется в результате запрессовывания дополнительных объемов металла на компенсацию усадки, а также на пластическую опрессовку литых кристаллов сформировавшихся до наложения давления. Такой способ не обеспечивает формирование в металле фрагментов наноструктуры из отдельных атомов и их ассоциаций, так как уже образовались твердые фазы кристаллов, для получения в которых наноструктур необходима их пластическая деформация твердого металла за счет приложения давления в несколько гигапаскалей. Полученная по этому способу структура не имеет усадочных дефектов, характеризуется высокой герметичностью, но она состоит из отдельных зон-фрагментов, отличающихся по виду и характеру строения. Таким образом, способ решает проблему уплотнения кристаллизовавшегося металла за счет наложения давления, т.е. влияние давления на качество и свойства отливок проявляется лишь в устранении обычных дефектов усадочного происхождения.
Наиболее близким аналогом к заявленному техническому решению является способ литья под давлением, который выбран в качестве прототипа. Способ заключается в заливке дозированного объема расплавленного металла в цилиндр прессования, заполнение полости формы расплавом, последующее наложение давления на него и выдержку. Расплав перед заливкой перегревают на 40-70К выше его температуры ликвидус. При этом расплав заливают в промежуточную емкость, а в это время производят вакуумирование полости формы, после чего полость формы и связанные с ней камеры прессования заполняют расплавом из промежуточной емкости. Одновременно с заполнением камер прессования, сообщающихся с полостью формы, продолжается вакуумирование. Скорость заполнения регулируют изменением скорости откачки воздуха и газов из полости формы и камер прессования до окончания их заполнения. При этом регулирование скорости откачки воздуха и газов осуществляют, изменением площади отверстия связывающего полость формы через контркамеру прессования с системой вакуумирования, за счет перемещения контр плунжера. Затем осуществляется двухстороннее наложение давления на расплав по оси заготовки, при этом величина давления составляет 200-500 МПа. Выдержку металла под давлением производят до момента окончания кристаллизации. Для реализации этого способа используется машина для литья под давлением, которая оснащена гидравлической системой и блоком управления, содержит механизм прессования с плунжером и камерой, размещенными в корпусе и связанную с ними разъемную пресс-форму с литейной полостью, сообщающейся с отверстиями для заливки расплава и удаления воздуха и газов. При этом механизм прессования оснащен дополнительной камерой прессования и контр плунжером, размещенными в неподвижной части корпуса соосно пресс-форме ответно камере и плунжеру, выполненными в подвижной части корпуса. Отверстие для заливки расплава выполнено с возможностью его перекрытия плунжером и сообщено с промежуточной емкостью, жестко закрепленной на подвижной части корпуса, а отверстие для удаления воздуха (газов) выполнено с возможностью его перекрытия контр плунжером и сообщено с системой вакуумирования (Патент RU №2193945, С2, МПК B22D 18/02, заявлено 30.05.2000. Опубликовано 10.12.2002 г.).
Недостатком вышеуказанного способа является то, что он не обеспечивает повышения механических свойств отливок путем формирования фрагментов наноструктур из отдельных атомов и их ассоциаций, так как температура перегрева жидкого металла на 40-70К недостаточна, чтобы обеспечить степень переохлаждения, которая определяется разностью равновесной температурой кристаллизации и фактической температурой образования твердой фазы. Снижение степени переохлаждения связано еще и с тем, что заливка металла производится из не вакуумированной промежуточной емкости, что требует дегазации жидкого металла. На первом этапе наложения давления на металл, который свободной заливкой заполняет полость формы, увеличивает скорость удаления газов и сжатия межплоскостных поверхностей с образованием пустот. Температура расплава при этом понижается до температуры образования твердых кристаллических фаз. В этот момент наступает второй этап наложения давления, заключающийся в наложении давления изнутри из под корки закристаллизовавшегося металла. При этом, структура формируется в результате запрессовывания дополнительных объемов металла на компенсацию усадки, а также на пластическую опрессовку литых кристаллов сформировавшихся до наложения давления. Такой способ не обеспечивает формирование в металле фрагментов наноструктуры из отдельных атомов и их ассоциаций, так как уже образовались твердые фазы кристаллов, для получения в которых наноструктур необходима их пластическая деформация твердого металла за счет приложения давления в несколько гигапаскалей. Полученная по этому способу структура не имеет усадочных дефектов, характеризуется высокой герметичностью, но она состоит из отдельных зон-фрагментов, отличающихся по виду и характеру строения. Таким образом, способ решает проблему уплотнения кристаллизовавшегося металла за счет наложения давления, т.е. влияние давления на качество и свойства отливок проявляется лишь в устранении обычных дефектов усадочного происхождения.
Ближайшим аналогом заявленного устройства, принятого за прототип является устройство для изготовления металлических заготовок литьем под давлением, содержащее механизм прессования с камерой прессования и плунжером, корпус, состоящий из двух частей, закрепленных на неподвижной и подвижной плитах литейной машины, гидравлическую систему, систему управления, и разъемную пресс-форму с литейной полостью. Пресс-форма сообщается с отверстием для заливки расплава и с отверстием для удаления воздуха и газов, связанным с системой вакуумирования. При этом, промежуточной емкость жестко закреплена на подвижной части корпуса и сообщается с отверстием для заливки расплава, а механизм прессования снабжен дополнительной камерой прессования с контрплунжером, расположенными в неподвижной части корпуса соосно пресс-форме и противоположно основной камере прессования с плунжером, расположенными в подвижной части корпуса. Отверстие для заливки расплава размещено таким образом, что имеется возможность перекрытия его плунжером, а отверстие для удаления воздуха и газов размещено с возможностью перекрытия его контрплунжером (Патент RU №2193945, С2, МПК B22D 18/02, заявлено 30.05.2000. Опубликовано 10.12.2002 г.).
К недостаткам прототипа относятся то, что он не обеспечивает повышения механических свойств отливок путем формирования фрагментов наноструктур из отдельных атомов и их ассоциаций, так как давление на металл, который свободной заливкой заполняет полость формы, передается с помощью прессующего плунжера с одной стороны, а именно: со стороны заливочной чаши, что приводит к формированию несимметричных температурных полей, а, следовательно, и неодинаковых термодинамических условий в разных частях объема отливки; скорость наложения давления не согласована с состоянием металла, поэтому влияние давления на качество и свойства отливок проявляется лишь в устранении обычных дефектов усадочного происхождения.
Задачей заявленного изобретения является получение более высокого уровня механических свойств слитков /изделий, путем формирования фрагментов наноструктуры из отдельных атомов и ассоциаций. При этом управление кристаллизацией, нацелено на то, чтобы всестороннее давление, накладываемое на жидкий металл, было направлено на формирование в процессе кристаллизации заданной структуры, определяющей свойства, не уступающие или превосходящие свойства проката, кованных и штампованных заготовок.
Поставленная задача решается за счет того, что в способе изобретения управление процессом кристаллизации металла, включает нагрев металла до температуры выше ликвидуса, заливку жидкого металла в вакуумируемый кристаллизатор из вакуумной камеры, наложение давления на жидкий кристаллизующийся металл, уплотнение металла и выдержку под давлением, (согласно изобретению), кристаллизатор вакуумируют до величины 0,2-0,3·10-5 мм р.ст., металл нагревают до температуры на 150-200 по Цельсию выше ликвидуса, давление прилагают с повышением его со скоростью >40 МПа/с до величины 300-400 МПа, после сжатия металла на 10% повышают давление с той же скоростью до величины >500 МПа и дополнительно производится изостатическое сжатие металла на 2,4-2,8%, при этом выдержку металла под давлением осуществляют до момента, когда металл охладится до 100-150 по Цельсию.
Так же задача решается посредством того, что устройство для управления процессом кристаллизации металла содержит вакуумную индукционную печь с разряжением 1·10-5 мм рт.ст., цилиндрический контейнер с горизонтальным расположением оси (далее - кристаллизатор), вакуумированный до 0,2-0,3·10-5 мм рт.ст., гидравлический пресс, состоящий из двух гидроцилиндров, расположенных соосно с кристаллизатором и развивающих каждый в отдельности усилие 0,3 МН, рассчитанное на перемещение пресс-плунжеров на 125 мм, гидроцилиндра замыкания, развивающего усилие 3 МЫ при ходе 250 мм., мультипликатора давления и клапана высокого давления, при этом пресс-плунжеры установлены с возможностью встречного перемещения вдоль оси контейнера для наложения давления на кристаллизующийся металл и всестороннего сжатия металла, программируемого про закону, учитывающему конкретные особенности сплава и форму изделия, и обеспечивающего уплотнение расплава металла на 12,4-12,8% при давлении более 500 МПа.
Предполагаемый способ управления кристаллизацией, основан на впервые установленной авторами неизвестной ранее закономерности влияния давления на жидкий металл (т.е. на металл, который находится в состоянии, когда межатомные взаимодействия в большей степени имеют вероятностный - статистический характер), которое приводит к увеличению коэффициента сжимаемости, связанного с образованием кластеров жидкой фазы за счет сравнительно легкого сближения атомов на расстояние, соизмеримое с амплитудой колебания атомов относительно исходного положения. Сближения атомов в жидком металле на расстояния, при которых их взаимодействия, диффузия, расслоение, взаимное скольжение существенным образом изменяются (по аналогии с термической закалкой на мартенсит) и формирование структуры под давлением происходит из сильно неравновесного состояния. Увеличение давления и уменьшения объема металла, связаны с улучшением процесса кристаллизации тем, что сохраняющиеся в жидкой фазе кластеры, к моменту начала кристаллизации и в процессе кристаллизации занимают в пространстве положение и ориентацию, способствующие процессу кристаллизации. При этом, сопровождаемое выделением скрытой теплоты кристаллизации, направленно на формирование дополнительных межатомных связей, приводящих к образованию нано структур.
Использование вакуумной индукционной печи, шлюзовой камеры, вакуумированных до 1·10-2 мм рт.ст. и кристаллизатора вакуумированного до экспериментально установленной величины 0,2-0,3 10-5 мм рт.ст. позволяет создать единое вакуумное пространство, по которому перемещается металл из плавильной вакуумно-индукционной печи в кристаллизатор. В процессе такого способа заливки, во-первых, металл не насыщается газом, а, во-вторых, единое вакуумное пространство позволяет равномерно и быстро производить заливку жидкого металла без охлаждения в процессе заливки. Особенность процесса состоит в том, что во время заполнения кристаллизатора жидким металлом, в результате подключения его с дополнительной вакуумной системе создается разрежение 0,2-0,3·10-5 мм рт.ст. против 1·10-2 мм рт.ст. в шлюзовой камере, что благоприятствует увеличению скорости заливки жидкого металла, и что не достигается ни при разливки слитков в изложницы, ни при жидкой штамповке, ни при литье под давлением. Следствием такого способа заливки является то, что скорость подачи давления увеличивается и, как установлено экспериментально может достигать величину более 40 МПа/с, так как не требуется давления на удаление остаточного содержания газов и воздействие давление начинается еще до момента образования первых закристаллизовавшихся частиц. Таким образом, появляется возможность менять скорость подачи давления, а экспериментально опробована возможность подачи давления по параболическому, экспоненциальному или другому закону с учетом конкретных особенностей сплава и формы изделий.
Перегрев металла перед заливкой на 150-200 по Цельсию выше температуры ликвидус позволяет во-первых привести металл в более не равновесное состояние и во вторых к возможности управлять скоростью охлаждения. Экспериментально установлено, что повысив скорость охлаждения вначале, можно добиться формирования более высокой твердости поверхностного слоя и более низкой твердости внутри отливки. Это позволяет исключить из технологического процесса операцию поверхностного упрочнения при изготовлении данным способом изделий. В тоже время экспериментально было установлено, что запаздывание управляющего способом воздействия приводит к значительным отклонениям от желаемого результата. Запаздывание воздействия на жидкий металл ощущается впервые 3-5 с после подачи металла в кристаллизатор. Чтобы исключить возможность неуправляемости процесса кристаллизации впервые 3-5 с оказалось достаточным перегреть металл на 150-200 по Цельсию. Заливка металла через шлюзовую камеру, не требует ни каких промежуточных емкостей и протекает без контакта со стенками шлюзовой камеры, что не требует дополнительной защиты, повышающей стойкость оснастки. Управляя воздействием давления и варьируя скоростью охлаждения в первые секунды на поступивший в полость кристаллизатора жидкий металл, способ позволяет достичь решения поставленной задачи, как на массивных отливках, так и при производстве тонкостенных изделий.
Величина начального давления в диапазоне 300-400 МПа экспериментально определена для сплавов различного состава, при этом экспериментально было установлено, что необходимо сжатие металла на 10%, что значительно выше объемной усадки и это позволяет создать условия для образования кластеров в жидком металлическом расплаве.
Таким образом, экспериментально было установлено, что способ наложения давления, для получения требований заданного результата необходимо осуществлять в два этапа:
1 этап - сжатие жидкого металла на 10% давлением 300-400 МПа, который определяет сближение атомов и получение неравновесного состояния жидкого металла;
2 этап - изостатическое сжатие жидкого расплава в неравновесном состоянии, способствующее выделением наноструктур квазикристаллических и аморфных фаз.
На первом этапе давление на жидкий на металл невысокое, после чего необходимо увеличение до величины >500 МПа, и только при этом давлении, как экспериментально установлено, происходит изостатическое сжатия кристаллизующегося металла, приводящая к созданию дальнего порядка в жидком металле. При этом изостатическое сжатие кристаллизующегося металла составляет 2,4…2,8%.
Наложение давления >500 МПа на жидкий металл создает условия для преодоления сопротивления и сближения атомов, амплитуда колебаний атомов уменьшается, или изменяется взаимное пространственное расположение атомов, при этом координационное число увеличивается.
Предлагаемый способ позволяет осуществлять управление кристаллизацией расплава, наложением изостатического давления более 500 МПа на весь объем кристаллизующегося металла и удержать его вплоть до температуры охлаждения 150-200 по Цельсию. Способ, за счет изостатического сжатия жидкого металла, позволяет производить манипуляцию атомами в расплавленном состоянии, когда кристаллическая решетка разрушена, а во взаимном расположении атомов нет закономерности. Основные особенности такого взаимодействия формируются уже в расплаве, что приводит к возникновению в расплаве химического ближнего порядка определенного типа, который контролирует возможность выделения наноразмерных аморфных и квазикристаллических фаз. Причинно-следственная связь повышенного уровня физико-механических свойств состоит в том, что полученное состояние жидкого металла наследуются твердым состоянием и металл становится наноструктурированным материалом, упрочненным аморфными и квазикристаллическими фазами. Свойства таких материалов значительно превышают величины, полученные на сплавах по традиционной металлургической технологии, а, следовательно, изменяются технологические и эксплуатационные свойства изделий.
В предлагаемом способе давление используется как фактор термодинамического параметра, который, как и температура определяет состав фаз в неравновесных условиях и влияет на фазовые превращения и структуру в твердом состоянии при изменении скорости наложения давления. То есть наложение изостатического давления является фактором воздействия, определяющего множество вариантов технологических параметров, приводящих к образованию наноструктурных материалов.
Формирование фрагментов наноструктуры может быть достигнуто, в соответствии с данной заявкой, в условиях всестороннего сжатия при температуре выше температуры начала кристаллизации, когда атомы утрачивают характерную для них диффузионную подвижность и способность формировать равновесные фазы, отличающиеся по составу и строению кристаллической решетки. Такое состояние может быть достигнуто, если такие параметры процесса, как перегрев жидкого металла над температурой ликвидус, скорость нарастания давления, величина давления, накладываемого на жидкий металл, степень изостатического сжатия жидкого металла до начала кристаллизации подобраны предварительно опытным путем и обеспечивают необходимое сближение атомов до начала кристаллизации; во время кристаллизации требуется дополнительная изостатическое сжатие металла для компенсации усадки, давление при этом необходимо увеличивать и не снимать с прессующих плунжеров, пока температура отливки не понизится до 100-150 град. по Цельсию.
В отличие от машин для литья под давлением, где последовательность срабатывания механизмов жестко регламентирована, при осуществлении процесса с помощью устройства, представляющего собой автоматизированный перепрограммируемый комплекс па базе гидравлического пресса, имеется возможность изменять порядок включения механизмов и время их функционирования и таким образом, управлять изменением того или иного параметра, в частности, давления, накладываемого на металл, с учетом влияния других параметров и внешних возмущений. Гидравлический пресс при этом представляет собой силовой агрегат из двух дополнительных гидроцилиндров, расположенных соосно с осью вращения кристаллизатора в горизонтальной плоскости пресса, и развивающих каждый в отдельности усилие 0,3 МН и рассчитанных на перемещение пресс-плунжеров на 125 мм, для непосредственного наложения давления на кристаллизующийся металл; а также, гидроцилиндра замыкания формы с мультипликатором давления и клапаном высокого давления, причем развиваемое гидроцилиндром усилие составляет - 3 МН, при ходе - 250 мм. Благодаря указанной выше компоновке удается осуществить двухстороннее сближение плунжеров, которое обеспечило эффективное изостатическое сжатие жидкого металла в кристаллизаторе, имеющем достаточно сложное по форме внутреннее пространство. Кроме того, такая конструкция пресса позволила скомпоновать все элементы автоматического перепрограммируемого комплекса таким образом, что обеспечивается удобство эксплуатации, обслуживания и ремонта. При этом горизонтальная ось пресса не зависит от уровня заливочной площадки, что позволяет производить заливку жидкого металла в кристаллизатор непосредственно из плавильной вакуумной - индукционной печи, через шлюзовую камеру.
Экспериментально было установлено, что для реализации поставленной задачи для заданного объема (2000 см3) пресс должен иметь следующие параметры, которые приведены в таблице 1.
Экспериментально установлено, что наличие двух дополнительных гидроцилиндров, запрессованных один в неподвижные плиты и через гидроцилиндр прессования соединенных с подвижной плитой пресса, позволяет на любом отрезке в пределах 250 мм развивать усилие 3 МН. С этим усилием производится всестороннее изостатическое сжатие жидкого металла до 10 мм, что соответствует ходу штока мультипликатора равному 250 мм. Это создает условия для достаточно широкого диапазона варьирования кинематическими и силовыми параметрами. При этом гидроцилиндры унифицированы по внутреннему диаметру, который составляет 200 мм. Таким образом, ход поршня мультипликатора и ход силового штока гидроцилиндра равны 250 мм, при соотношении площадей поршня и штока мультипликатора 1:10, так что давление на поршень гидроцилиндра при давлении в гидросистеме равном 10…50 МПа, составляет 100…500 МПа, соответственно. Для удержания этого давления дополнительный гидроцилиндр запрессован в неподвижную плиту.
Плита пресса оснащена усиленной направляющей в виде блока, в состав которого наряду с имеющейся плитой включена дополнительная плита и гильза. Такая система силового пресса позволяет осуществлять подачу давления одновременно в обе полости гидроцилиндров силового замыкания с последующим импульсным стравливанием рабочей жидкости в слив.
Соосность плунжеров оси кристаллизатора позволяет сформировать конфигурацию требуемого изделия относительно поверхности кристаллизатора, которая рассматривается, как технологическая база для дальнейшей механической обработки. Это позволяет, наряду с получением хорошего качества поверхности вести обработку поверхности со снятием припуска 0,3…0,5 мм с равномерным распределением масс во всем объеме, как в осевом, так и в радиальном направлении.
Для обеспечения в кристаллизаторе вакуума 0,2-0,3·10-5 мм. рт.ст. в процессе заливки жидкого металла в автоматическом перепрограммируемом комплексе предусмотрена автономная вакуумная система, представляющая собой вакуумный насос, вакуумный ресивер, штуцер и пр., обеспечивающая заданное значение разряжения в течение времени всего технологического процесса. Разница разряжения в кристаллизаторе равное 0,2-0,3·10-5 мм. рт.ст. против 1·10-2 мм. рт.ст. в корпусе вакуумной - индукционной печи и шлюзовой камере, позволяет не только увеличить и управлять скоростью заполнения кристаллизатора жидким металлом, но и создает условия, при которых кристаллизатор заполняется жидким металлом с заданной скоростью плавно, сплошным фронтом, без разбрызгивания. Применение такого способа заливки жидкого металла в кристаллизатор позволяет получать необходимые заданные свойства не только в слитках, но и в изделиях сложной формы, в том числе и пустотелых заготовок типа втулок, колец и т.п., без использования стержней, установка которых требует дополнительной оснастки. Заливка жидкого металла в кристаллизатор сплошным фронтом обеспечивает поверхность слитков/изделий, на которой не наблюдалась волнистость, заусенцы и другие дефекты поверхности. Кроме этого, применение данного способа заливки позволяет отказаться от установки летников и прибылей, что существенно сокращает расходы на их изготовление и установку и уменьшает время технологического процесса. В этих условиях, когда полость кристаллизатора заполняется жидким металлом, то (при такой схеме и параметрах процесса) распределение температуры по всему объему слитка/изделия происходит равномерно. Таким образом, создаются благоприятные условия для наложение давления на жидкий, а не на кристаллизующийся и тем более не на уже закристаллизовавшийся (твердый) металл. Закристаллизовавшийся металл оказывает на порядок более высокое сопротивление деформации и исключает распространение давления на еще не имеющийся в полости кристаллизатора жидкий металл.
Управление работой гидросистемы осуществляется с пульта управления в автоматическом режиме от системы управления. С помощью прикладной программы фиксируется режим управления кристаллизацией, а значения и изменения параметров от времени процесса отражаются на осциллограмме. Для наложения на расплавленный металл давления по некоторому закону в управляющей программе предусмотрена возможность управления параметрами широко-импульсной модуляцией электрического сигнала на дискретный электромагнитный клапан пресса. Данный принцип управления обеспечивает широкие пределы регулирования, как по давлению, так и по времени его поддержания, позволяет эффективно использовать возможности программирования без включения в гидросистему обычно применяемых дополнительных элементов: объемных или дискретных регуляторов.
Существенной особенностью системы является наличие обратных связей в виде блоков коррекции, обеспечивающих генерацию новых знаний о сложных процессах взаимного расположения, взаимодействия, упаковки атомов, рассеяния энергии на колебаниях кристаллической решетки и др.
Автоматическое управление давлением и соответственно перемещением исполнительного органа гидропривода - плунжером происходит таким образом, чтобы его ход отвечал задачам, который решает процесс, обеспечивающий получение более высокого уровня механических свойств слитков/изделий, путем формирования фрагментов наноструктуры из отдельных атомов и ассоциаций.
В результате использована структура управления, принадлежащая к классу самонастраивающихся систем с математической моделью, имеющую обратные связи: основную по температуре (скорости охлаждения) и внутреннюю корректирующую связь по положению. С помощью функции управления определяется требуемое управляющее воздействие усилия гидропривода, которое преобразуется в необходимую величину перемещения плунжеров. В связи с этим гидропривод, используемый для наложения давления на жидкий металл, помимо статических (развиваемое усилие, жесткость) и динамических (устойчивость, точность, качество переходного процесса) характеристик должен отвечать требованиям, управлению законом развиваемого усилия и скорости перемещения. К числу параметров, определяющих усилие и скорость перемещения плунжеров, относится давление в рабочей полости цилиндров и полости слива, масса движущихся частей, силы трения, площади поршня в напорной и сливной плоскостях.
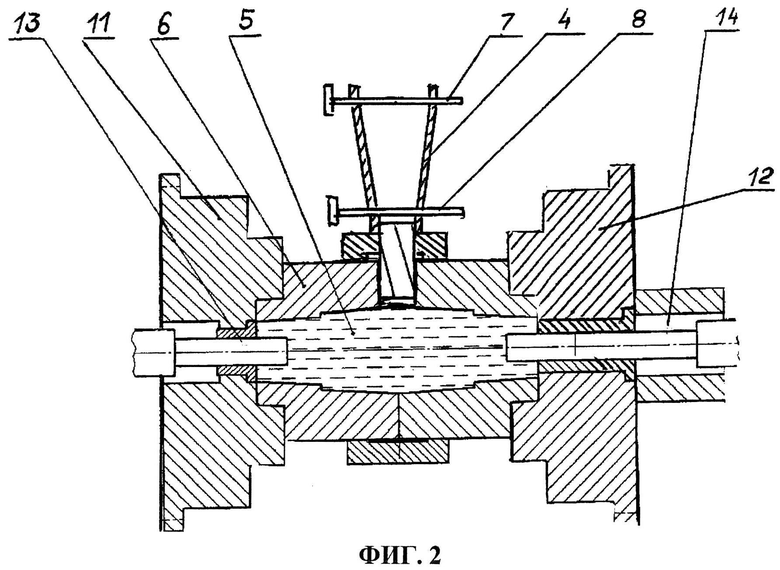
Изобретение иллюстрируется чертежами, где на фиг.1 схематически представлена схема автоматического перепрограммируемого комплекса, а на фиг.2 и фиг.3 представлена схема узла прессования с различными кристаллизаторами.
Устройство для осуществления предложенного способа содержит Вакуумную индукционную печь 1, находящуюся в герметичной камере 2, где в плавильном тигле расплавляют металл до заданной температуры, которую измеряют погружной термопарой 3. Герметичная камера 2 вакуумной индукционной печи 1 посредством шлюзовой камеры 4 соединена с полостью 5 кристаллизатора 6. Шлюзовая камера имеет две вакуумные шиберные задвижки одна 7 в месте соединения шлюзовой камеры с вакуумной индукционной печью и вторая 8 в месте соединения шлюзовой камеры с кристаллизатором. Кристаллизатор 6 оснащен автономной вакуумной системой 9. Кристаллизатор 6 размещается в гидравлическом прессе 10 и закрепляется между подвижной 11 и неподвижной 12 плитами корпуса пресса. После установки кристаллизатора, соосно его оси вращения настраиваются два встречно расположенных встроенных гидроцилиндров 13, 14. Для достижения широкого диапазона варьирования кинематическими и силовыми параметрами пресс дополнительно оснащен двумя телескопическими гидроцилиндрами 15, 16, которые запрессованы в неподвижную плиту 17, и обеспечивают передвижение подвижной плиты 11, которая перемещается на любом отрезке времени и создает постоянное усилие 3МН. Все гидроцилиндры 13, 14, 15, 16 унифицированы по внутреннему диаметру, что обеспечивает изостатическое равномерное сжатие жидкого металла. Ход поршня гидроцилиндра 15 и ход силового штока гидроцилиндра 16 равно 250 мм. Плита пресса 11 оснащена усиленной направляющей в виде блока, в состав которого наряду с плитой 17 входит промежуточная опорная плита 18. Необходимую жесткость конструкции придает встроенный гидроцилиндр 13. Усилие прикладывается к подвижной плите 11, которая находится между двух неподвижных плит 12, 17, стянутых колонами 19. Основной гидроцилиндр 16 для перемещения подвижной плиты 11 и создания на жидкий металл всестороннего изостатического давления, запрессован в плиту 17 и имеет правую и левую рабочие полости. При этом в правой рабочей полости установлен рабочий поршень, который связан опорной плитой 18, а в левой смонтирован поршень со штоком 20 гидроцилиндра мультипликатора. Для включения в работу мультипликатора предусмотрено перекрывание гидравлической магистрали с помощью специального клапана высокого давления 21. В неподвижной плите 12 установлен вспомогательный гидроцилиндр 14 (гидроцилиндр прессования), поршень и шток 22, которого связаны с одной из формообразующих частей технологической оснастки или выталкивателем слитка/изделия. Для наложения давления по рассчитанному для каждого вида сплава закону используется информационно измерительная система 23, входящая в систему супервизорного управления 24 технологическим процессом.
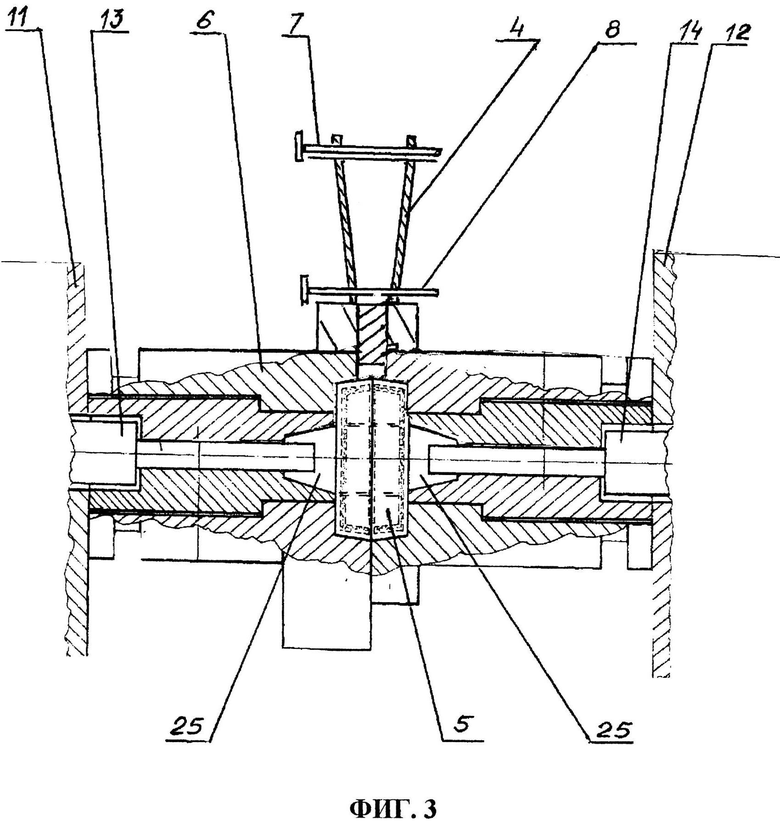
Фиг.2 - Устройство для получения слитков, отличающееся тем, что внутренняя полость 5 кристаллизатора 6 имеет форму слитка. А на Фиг.3 - Устройство для получения колец отличающееся тем, что внутренняя полость 5 кристаллизатора 6 имеет форму кольца, для получения которого штоки гидроцилиндров 13, 14 оснащены конусными подпятниками 25.
Таким образом, устройство позволяет получать различные изделия не меняя принципиальную схему технологического процесса, заменяя только кристаллизатор, и используя подпятники различной конфигурации, которые являются съемной оснасткой.
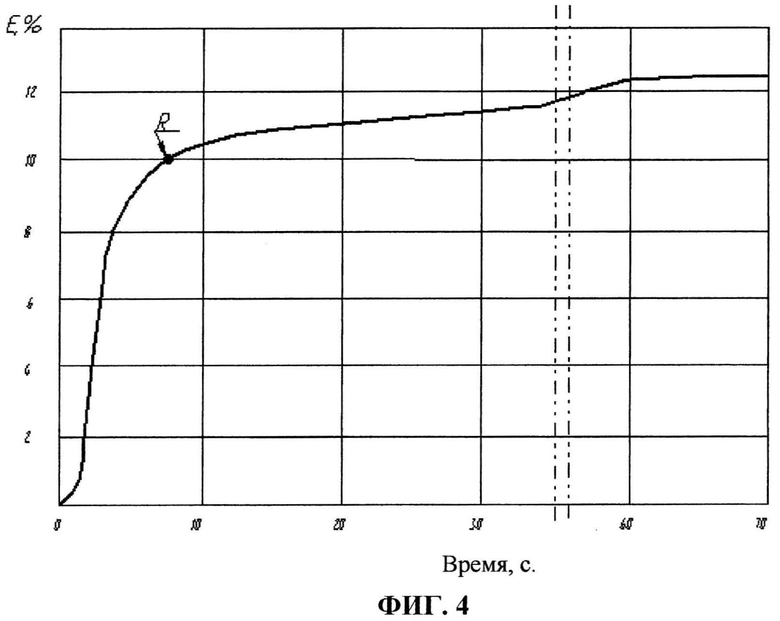
Устройство работает следующим образом. Металл расплавляют в вакуумной индукционной печи 1 и ведут плавку в соответствии с технологической инструкцией, отвечающей составу расплавляемого сплава. Жидкий расплав доводят до температуры, которая контролируется термопарой погружения 3, величина которой на 150-200 по Цельсию выше температуры ликвидус сплава. После чего открывают вакуумную шиберную заглушку 6 шлюзовой камеры 4, которая вакуумно-плотно смонтирована с отверстием в днище камеры 2 вакуумной индукционной печи. Затем производится вакуумирование пространства камеры 2 вакуумной индукционной печи и шлюзовой камеры 4 до разряжения 1·10-2 мм рт.ст. Одновременно осуществляется вакуумирование полости 5 кристаллизатора 6, установленного в прессе между подвижной 11 и неподвижной 12 плитами, до разряжения 0,2-0,3·10-5 мм рт.ст., с использованием автономной вакуумной системой 9. При достижении вакуума в полости 5 кристаллизатора 6 требуемой величины, открывается вакуумная шиберная заглушка 8 шлюзовой камеры 4, соединенной с полостью 5 кристаллизатора 6. После заливки дозируемого количества жидкого металла вакуумная шиберная заглушка 8 движением плунжера перекрывается. Одновременно, с включением плунжера, обеспечивающего герметизацию полости кристаллизатора, в автоматическом режиме включается блок системы управления 24 работы гидросистемы пресса, в соответствие с заданной программой технологического процесса с использованием информационно измерительной системы 23. При этом давление одновременно подается в обе полости гидроцилиндров 15, 16 с последующим стравливанием жидкости на слив. Движением плунжеров гидроцилиндров 13, 14 навстречу друг другу обеспечивает возможность жидкого металла воспроизводить конфигурацию внутренней поверхности кристаллизатора. При этом, прессующие плунжера разгоняют жидкий металл до скорости, при которой достигается гидравлическое сопротивление. Далее включается плунжер гидроцилиндра 15 мультипликатора и давление продолжают наращивать по заданной программе, при этом технологический процесс подачи давления имеет непрерывный характер. Типичный график изменения коэффициента сжимаемости жидкого (до т. R) металла и металла имеющего упорядоченные кластеры, от времени приведен на фиг.4, который подтверждает, что процесс осуществляется в два этапа:
1 этап - сжатие жидкого металла;
2 этап - сжатие жидкого упорядоченного кластерами металла.
На первом этапе давление на жидкий на металл достигает 300-400 МПа при скорости более 40 МПа/с и сжимается жидкий металл на 10%, после точки перегиба (R) давление с той же скоростью нарастает (>500 МПа) и только при этом давлении возможно изостатическое всестороннее сжатие жидкого металла, приводящая к созданию дальнего порядка в жидком металле. При этом в точке R коэффициент ε≥10%, что значительно выше объемной усадки; за точкой перегиба прирост ε=2,4…2,8%.
При достижении соответствующей величины давления >500 МПа, поддерживается заданный уровень давления в течение 10-12 с, после чего не снимая давления, производят охлаждение металла в кристаллизаторе 6 до температуры 100-150 градусов по Цельсию. Затем давление снимается, кристаллизатор 6 вынимают из пресса, и закристаллизовавшийся металл вынимают из кристаллизатора.
Таким образом, качество изделий и заготовок определяется процессом конструирования, сборки из отдельных атомов кластеров, кристаллов, квазикристаллов, аморфных и квазиаморфных структур на основе управления поведением отдельных атомов и всех атомов одновременно в условиях программно-методического наложения изостатического давления на расплавленный металл этим и достигается улучшение качества целевого продукта.
Способ поясняется следующими примерами.
Пример 1. Для управления процессом кристаллизации сплава слитки (размером ⌀80×160 мм) из сплава алюминия марки В95 (система Al-Zn-Mg-Cu) изготавливали в кристаллизаторе с применением предлагаемого способа по схеме приведенной на фиг.1, с использованием кристаллизатора представленного на фиг.2.
Выплавку сплава осуществляли в индукционной печи мощностью 50 кВт в атмосфере аргона, с последующим вакуумированием жидкого металла в тигле индукционной печи при разрешении 1·10-2 мм рт.ст. Так как принципиальное значение имеет температура заливаемого металла и температуры формы перед заливкой, то их измерение имело важное значение. По ходу плавки температуру металла контролировали хромель-алюмелевой термопарой погружения и прибором КСП-4 с точностью ±5К. Сплав перегревали до 850°С, проводили термовременную обработку расплава в течение 15 мин, после чего металл через шлюз заливали в кристаллизатор, вакуумированный до разрешения 0,2-0,3·10-5 мм рт.ст., предварительно нагретый до 300°С. Заливку формы металлом осуществляли через шлюзовую камеру чашу в течение 3…5 с. В результате металл заполняет кристаллизатор и в силу перемешивания струи за счет большой скорости заливки (в течение 3…5 с) снижается не более чем на 30 К, так что в момент окончания заполнения полости формы перед наложением давления перегрев металла составляет 200±10 К. Указанной величины перегрев необходим для того, чтобы расплавленный металл перед наложением давления представлял собой однофазную систему - раствор гомогенной концентрации с явно выраженными свойствами жидкости, которая, как известно, передает давление равномерно во всех направлениях.
Скорость наложения давления и максимальную величину давления выбирали по результатам предварительных исследований исходя из зависимости коэффициента относительной сжимаемости сплава от давления и времени.
Для сплава В95 необходимо наложить давление р=450 МПа (т. R), при котором относительное уменьшение объема жидкого металла составляет 12%. В т. R фиксируется качественно новое состояние металла, когда, с одной стороны, перегрев над линией ликвидус составляет ~200 К, а, с другой стороны, межатомные расстояния в твердом состоянии атомы теряют подвижность, по мере приближения к т. R происходит резкое повышение вязкости расплава.
Это состояние можно назвать квазитвердым состоянием. В квазитвердом состоянии атомы зафиксированы в тех положениях, в которых они находились до наложения давления, их диффузия затруднена, так как междоузлия, вакансии, дислокации и др. дефекты упаковки атомов при достигнутой степени сжимаемости не обладают требуемой пропускной способностью.
Для того, чтобы квазитвердое состояние создать гарантировано, давление р=450 МПа накладывали в течение 5 с, т.е. со скоростью v=90 МПа/с.
В дальнейшем давление повышали до р=500 МПа в течение времени, пока температура металла не понизится до температуры не достигла солидус. В данном случае этот отрезок времени составляет 23 с, так что скорость нарастания давления составляет ~2,16 МПа/с.
Эта стадия связана с дальнейшим сближением атомов в условиях снижения температуры, когда сопротивление более плотному расположению атомов возрастает и для его преодоления требуется давление ≥500 МПа.
Когда температура в тепловом центре слитка достигло значения ниже температуры 150-200°С, давление сняли, плунжеры отвели в исходное положение. Форму раскрыли, слиток извлекли из формы и охладили до цеховой температуры
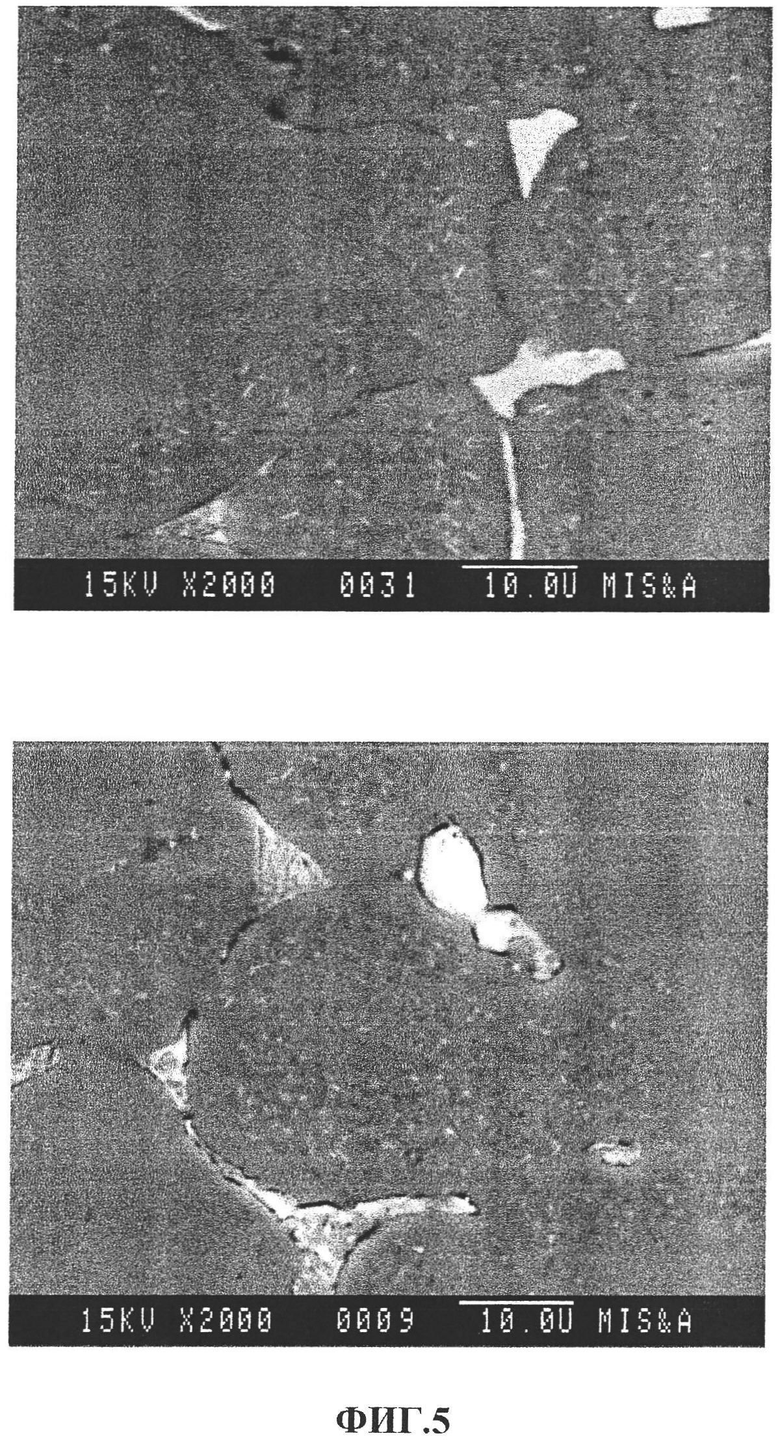
По результаты анализа структуры слитка сплава В 95, выполненного с помощью растровой электронной микроскопии, установлено, что структура сплава полученного по предлагаемому способу (фиг.5) представляет собой твердый раствор упрочненный квазикристаллами (A16Mn, A181Mn19) с размером менее 100 нм. При этом сплав имеет более высокую плотность, и более высокий уровень механических свойств (Таблица 2).
Пример 2. При изготовлении разгонных дисков сепаратора из сплава БрОФС 13-2-2 (Cu-13%Sn-2%P-2%Pb) использовался специальный кристаллизатор, состоящий из 4 частей.
Принципиальная схема процесса формирования нанокристаллической структуры при производстве разгонных дисков приведена на фиг.1, с использованием кристаллизатора представленного на фиг.3.
Расплавленный металл перед заливкой подвергали вакуумированию в тигле индукционной печи при разрешении 1·10-2 мм рт.ст., выполняющим модифицирующие и рафинирующие функции. Температуру заливки контролировали термопарой погружения типа ХА с открытым спаем. Температуру формы измеряли в процессе нагрева газовой горелкой встроенной термопарой, пирометром Raynger 3i, а также тепловизором Therma Cam TM S65 (производство Швеция).
Приготовленный расплав через шлюзовую камеру заливался в полость предварительно вакуумированного (до разрешения 0,2-0,3·10-5 мм рт.ст.) кристаллизатора, образованного формообразующими поверхностями матриц 2 и камер прессования 3 соответственно слева и справа. Во время заливки в левую чашу прессующий плунжер 1 отводился влево, открывая заливочное отверстие. По мере заполнения формы металлом и правый плунжер отводился так, чтобы, не допустить попадание воздуха, открытия отверстия и переливание металла в правую чашу. Это обеспечивало выравнивание температуры заливаемого металла. Применительно к сплаву БрОФС 13-2-2 согласно зависимости относительной сжимаемости от давления и времени использовались следующие параметры:
- температура заливаемого металла - 1250°С;
- давление на кристаллизующийся металл - 450 МПа;
- скорость наложения давления 60 МПа/с;
общее время наложения давления 35 с;
- глубина вакуума в полости кристаллизатора перед заливкой металла 0,2-0,3·10-5 мм рт.ст.
По результатам испытаний разгонных дисков, полученных с использованием предлагаемого способа твердость сплава увеличилась до 270 единиц против 125, а предел прочности достиг уровня 610 МПа, против 390 МПа. По результаты анализа структуры металла, изученного методом просвечивающей микроскопии, установлено, что структура сплава полученного по предлагаемому способу (фиг.6) представляет собой твердый раствор, содержащий аморфные частицы фосфористой меди равномерно распределенные по зерну и представляющие собой многоугольные частицы светлого света размером менее 100 нм.
Как видно из приведенных примеров и подтверждено результатами производственных испытаний, предлагаемый способ и устройство для его осуществления по сравнению с известными, включая прототип позволяет управлять кристаллизацией с целью получение более высокого уровня механических свойств слитков /изделий путем формирования фрагментов наноструктуры из отдельных атомов и ассоциаций. Для его осуществление используется наложение изостатического давления более 500 МПа на весь объем кристаллизующегося метала вплоть до температуры охлаждения 150-200°С.
Новый способ является универсальным, так как пригоден для управления кристаллизацией жидкого металла сплавов различных систем. Видами положительного эффекта, производными от достигнутого технического решения является:
- улучшению качества целевого продукта в отношении однородности структуры сплавов, повышения уровня механических свойств сплавов;
- формирование фрагментов наноструктуры из отдельных атомов и ассоциаций, с изменением микроструктуры целевого продукта;
- технологический процесс, в котором давление эффективно используется для управления кристаллизацией;
- принципиальные подходы к теоретическому обоснованию режимов наложения давления на расплав непосредственно по фронту кристаллизации
- приемы передачи механической энергии на кристаллизующийся металл, отработаны принципы проектирования, изготовления и использования соответствующего оборудования и оснастки.
Изобретение относится к металлургии. Устройство содержит вакуумную индукционную печь, цилиндрический контейнер и гидравлический пресс. Пресс состоит из двух гидроцилиндров, расположенных соосно с контейнером и развивающих каждый усилие 0,3 МН, гидроцилиндра замыкания с усилием 3 МН, мультипликатора и клапана высокого давления. Пресс-плунжеры цилиндров установлены с возможностью встречного перемещения. Жидкий металл, находящийся при температуре выше ликвидуса на 150-200°С, заливают в вакуумируемый контейнер - кристаллизатор из вакуумной камеры. Величина вакуума в контейнере составляет 0,2-0,3·10-5 мм рт.ст. На кристаллизующийся металл накладывают давление пресс-плунжерами и повышают его со скоростью более 40 МПа/с до величины 300-400 МПа. После сжатия металла на 10% повышают давление с той же скоростью до величины более 500 МПа и дополнительно уплотняют металл на 2,4-2,8%. Изостатическое сжатие металла осуществляют до тех пор, пока металл не охладится до 100-150°С. Термодинамические параметры способа обеспечивают формирование фрагментов наноструктуры из отдельных атомов и ассоциаций, что определяет получение слитков с механическими свойствами, не уступающими и превосходящими свойства проката, кованных и штампованных заготовок. 2 н.п. ф-лы, 6 ил., 2 табл., 2 пр.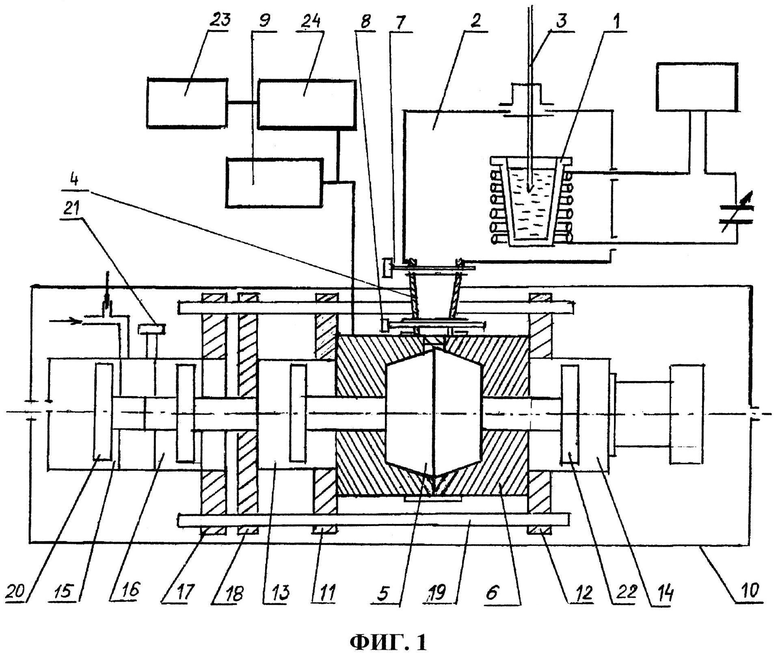
1. Способ управления процессом кристаллизации металла, включающий нагрев металла до температуры выше ликвидуса, заливку жидкого металла в вакуумируемый кристаллизатор из вакуумной камеры, наложение давления на жидкий кристаллизующийся металл, уплотнение металла и выдержку под давлением, отличающийся тем, что кристаллизатор вакуумируют до величины 0,2-0,3·10-5 мм рт.ст., металл нагревают до температуры на 150-200°С выше ликвидуса, давление прилагают с его повышением со скоростью >40 МПа/с до величины 300-400 МПа, после сжатия металла на 10% повышают давление с той же скоростью до величины более 500 МПа и дополнительно уплотняют металл на 2,4-2,8%, при этом выдержку металла под давлением осуществляют до момента, когда металл охладится до 100-150°С.
2. Устройство для управления процессом кристаллизации металла, содержащее вакуумную индукционную печь с разрежением 1·10-5 мм рт.ст., цилиндрический контейнер с горизонтальным расположением оси, вакуумируемый до 0,2-0,3·10-5 мм рт.ст., гидравлический пресс, состоящий из двух гидроцилиндров, расположенных соосно с контейнером и развивающих каждый в отдельности усилие 0,3 МН, рассчитанное на перемещение пресс-плунжеров на 125 мм, гидроцилиндра замыкания, развивающего усилие 3 МН при ходе 250 мм, мультипликатора давления и клапана высокого давления, при этом пресс-плунжеры установлены с возможностью встречного перемещения вдоль оси контейнера для наложения давления на кристаллизующийся металл и всестороннего сжатия металла, выбираемого программой с учетом конкретных особенностей сплава и формы изделия и обеспечивающего уплотнение расплава металла на 12,4-12,8% при давлении более 500 МПа.
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2252108C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ГОРЯЧЕГО И ХОЛОДНОГО ПРЕССОВАНИЯ И ШТАМПОВКИ | 1996 |
|
RU2111085C1 |
| Способ управления кристаллизацией слитка в изложнице под вакуумом | 1984 |
|
SU1219245A1 |

