управляющего импульса, является выход генератора пилообразного напряжения .
2. Устройство по п. 1, отличающееся тем, что блок плавного нарастания управляющего импульса содержит два биполярных и полевой транзисторы, два параплельно соединенных потенциометра, резистор, диод, конденсатор и аналоговый компаратор, при этом общая точка коллекторов биполярных транзисторов соединена с первой общей точкой потенциометров, эмиттер первого биполярного транзистора через резистор, а второго - через диод соединены с первым выводом конденсатора и первым элект1
Изобретение относится к контактной, сварке и может быть использовано в схемах управления током контактных сварочных машин, преимущественно при точечной сварке обмоточных проводов к ламелям коллектора,
Целью изобретения является повышение качества сварного соединения путем обеспечения стабилизации действующего значения и плавного нарастания сварочного импульса, обусловленного прямолинейной характеристикой разряда конденсатора, при любой длительности процесса сварки.
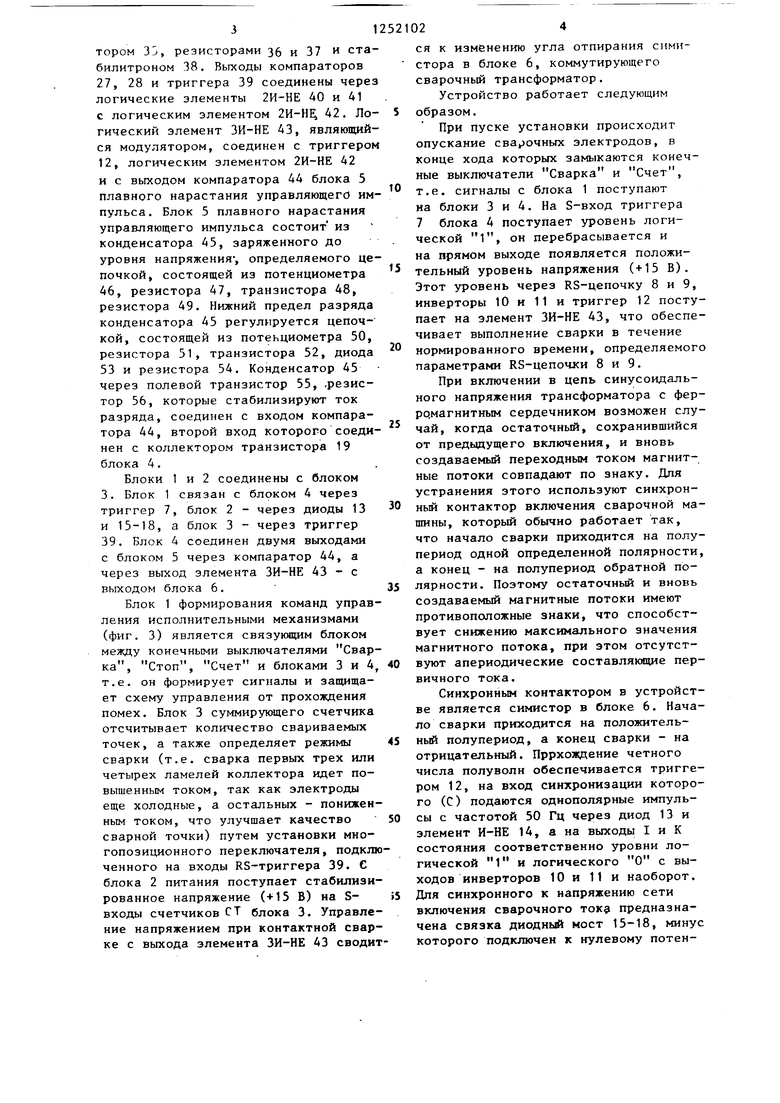
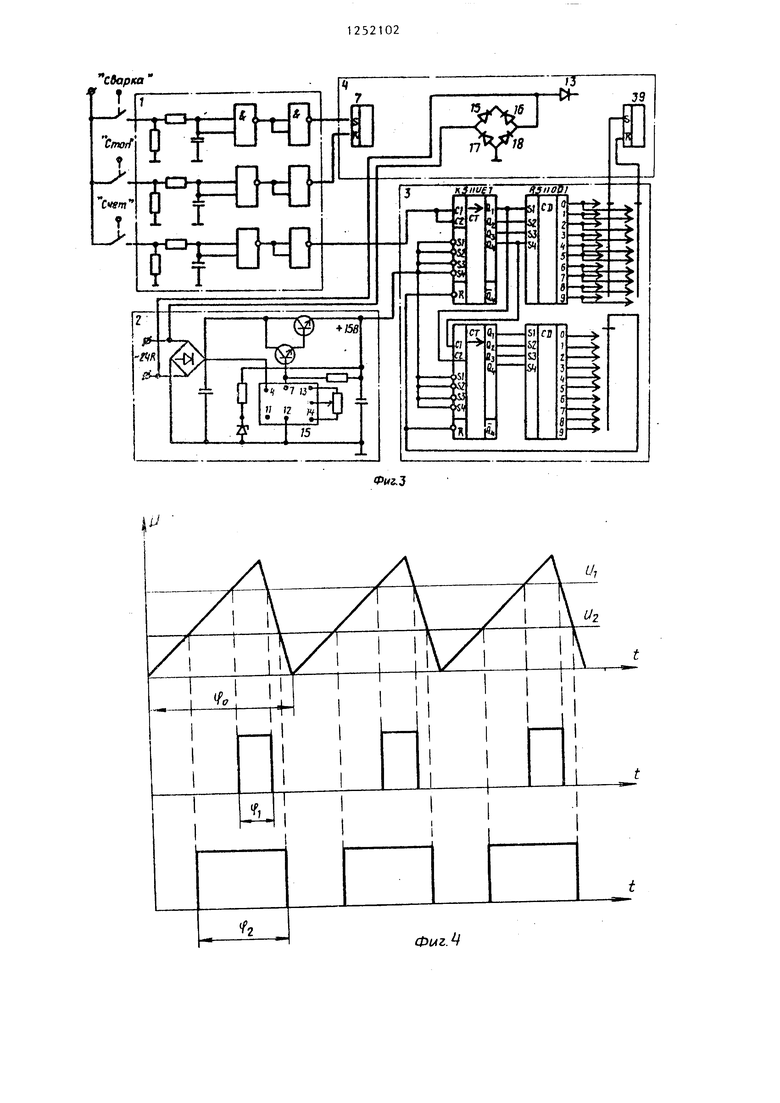
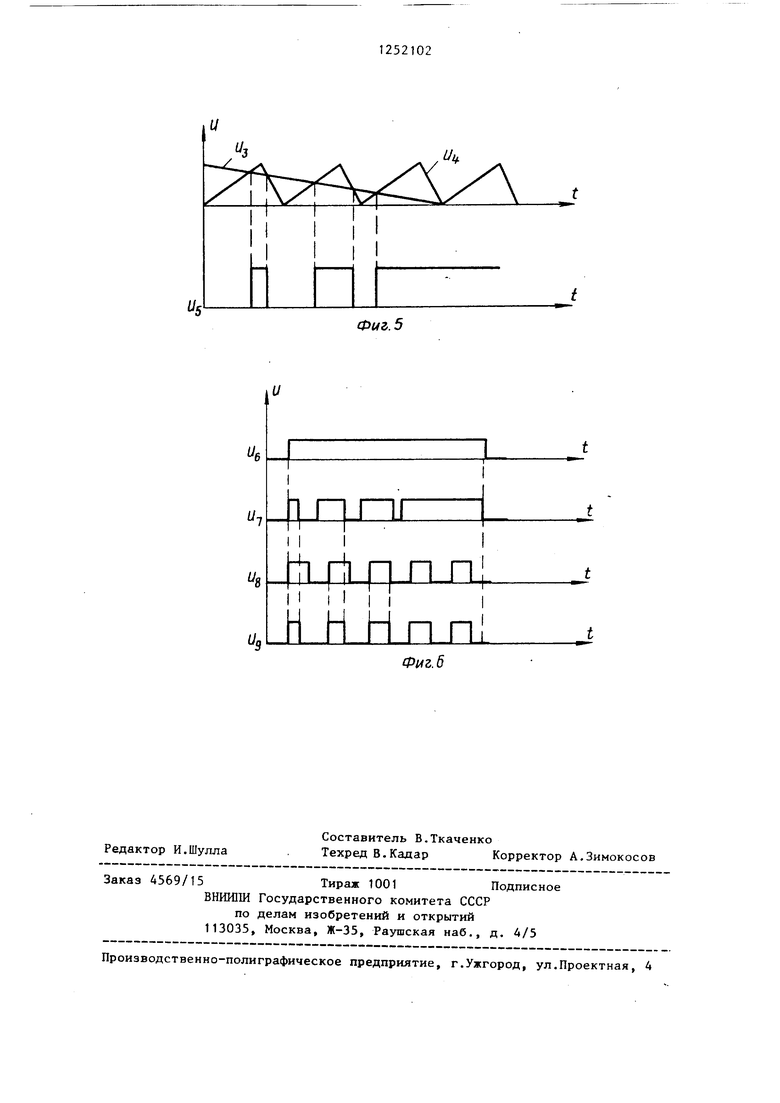
На фиг. 1 изображена схема устройства управления напряжением при контактной сварке; на фиг. 2 - схема блока фазового управления сварочным током и стабилизации его действующего значения и схема блока плавного нарастания управляющего импульса; на фиг. 3 - вариант выполнения блоков формирования команд управления исполнительными механизмами и суммирующего счетчика на фиг. 4-6 - временные диаграммы напряжений в отдельных элементах блоков устройства в режиме сварки.
Устройство содержит (фиг. 1) блок 1 формирования команд управления исполнительными механизмами, блок 2 питания, обеспечивающий переменное ( 24 В) и стабилизированное постоянродом полевого транзистора, второй электрод и затвор которого подключены к первому входу аналогового компаратора, базе первого биполярного транзистора и выходу первого потенциометра, являющимся первый входом блока плавного нарастания управляющего импульса, вторым входом которого является второй вход аналогового компаратора, а выходом блока - выход этого компаратора, кроме того, выход второго потенциометра соединен с базой второго биполярного транзистора, а вторая общая точка потенциометров и второй вывод конденсатора подключены к нулевому выводу блока питания.
ное (15 В) напряжения, соединен- ный с блоком 3 суммирующего с четчика и блоком 4 фазового управления сварочным ToRoM и стабилизации
5 его действующего значения. Последний соединен с блоком 5 плавного нарастания управляющего импульса и блоком 6 коммутации сварочного трансформатора, В блок 4 фазового управления сва 0 рочным током и стабилизации его действующего значения (фиг. 2) входят цепочка, состоящая из триггера 7, переменного резистора 8, конденсатора 9 (RS-цепь) и инверторов 10 и 11,
15 представляющая времязадающий узел длительности процесса сварки. Причем инвертор 11 соединен с входом I триггера 12, счетный вход которого соединен с диодом 13 через логический
20 элемент И-НЕ 14. Выпрямительный мост на диодах 15-18 соединен с генератором пилообразного напряжения, состоящим из транзистора 19, конденсатора 20 и резисторов 21-24 и соединенным
25 через резисторы 25 и 26 с входами операционных усилителей соответственно 27 и 28, работающих в режиме компаратора . Вторые входы операционных усилителей 27 и 28 соединены через
30 резисторы 29 и 30 с переменными резисторами 31 и 32. Резисторы 31 и 32 соединены соответственно с переменными резисторами 33 и 34, конденсатором 3j, резисторами 36 и 37 и стабилитроном 38. Выходы компараторов 27, 28 и триггера 39 соединены чере логические элементы 2И-НЕ АО и 41 с логическим элементом 2И-НЕ 42. Логический элемент ЗИ-НЕ 43, являюпщй ся модулятором, соединен с триггером 12, логическим элементом 2И-НЕ 42 и с выходом компаратора 44 блока 5 плавного нарастания управляющего импульса. Блок 5 плавного нарастания управляющего импульса состоит из конденсатора 45, заряженного до уровня напряжения , определяемого цепочкой, состоящей из потенциометра 46, резистора 47, транзистора 48, резистора 49. Нижний предел разряда конденсатора 45 регулируется цепочкой, состоящей из потенциометра 50, резистора 51, транзистора 52, диода 53 и резистора 54. Конденсатор 45 через полевой транзистор 55, .резистор 56, которые стабилизируют ток разряда, соединен с входом компаратора 44, второй вход которого соединен с коллектором транзистора 19 блока 4.
Блоки 1 и 2 соединены с блоком 3. Блок 1 связан с блоком 4 через триггер 7, блок 2 - через диоды 13 и 15-18, а блок 3 - через триггер 39. Блок 4 соединен двумя выходами с блоком 5 через компаратор 44, а через выход элемента ЗИ-НЕ 43 - с выходом блока 6.
Блок 1 формирования команд управления исполнительными механизмами (фиг. 3) является связукядим блоком между конечными выключателями Сварка, Стоп, Счет и блоками 3 и 4, т.е. он формирует сигналы и защищает схему управления от прохождения помех. Блок 3 суммирующего счетчика отсчитывает количество свариваемых точек, а также определяет режимы сварки (т.е. сварка первых трех или четырех ламелей коллектора идет повышенным током, так как электроды еще холодные, а остальных - пониженным током, что улучшает качество сварной точки) путем установки мно- гопозидионного переключателя, подключенного на входы RS-триггера 39. С блока 2 питания поступает стабилизированное напряжение (+15 В) на S- входы счетчиков СТ блока 3. Управление напряжением при контактной сварке с выхода элемента ЗИ-НЕ 43 сводит10
15
0
5
0
5
0
5
ся к изменению угла отпирания сими- стора в блоке 6, коммутирующего сварочный трансформатор.
Устройство работает следующим образом.
При пуске установки происходит опускание сварочных электродов, в конце хода которых замыкаются конечные выключатели Сварка и Счет, т.е. сигналы с блока 1 поступают на блоки 3 и 4. На S-вход триггера 7 блока 4 поступает уровень логической 1, он перебрасывается и на прямом выходе появляется положительный уровень напряжения (+15 В). Этот уровень через RS-цепочку 8 и 9, инверторы 10 и 11 и триггер 12 поступает на элемент ЗИ-НЕ 43, что обеспечивает выполнение сварки в течение нормированного времени, определяемого параметрами RS-цепочки 8 и 9.
При включении в цепь синусоидального напряжения трансформатора с фер- ро.магнитным сердечником возможен случай, когда остаточный, сохранившийся от предьщущего включения, и вновь создаваемый переходным током магнитные потоки совпадают по знаку. Для устранения этого используют синхронный контактор включения сварочной ма- щины, который обычно работает так, что начало сварки приходится на полупериод одной определенной полярности, а конец - на полупериод обратной полярности. Поэтому остаточный и вновь создаваемый магнитные потоки имеют противоположные знаки, что способствует снижению максимального значения магнитного потока, при этом отсутствуют апериодические составляющие первичного тока.
Синхронным контактором в устройстве является симистор в блоке 6. Начало сварки приходится на положительный полупериод, а конец сварки - на отрицательный. Пррхождение четного числа полуволн обеспечивается триггером 12, на вход синхронизации которого (С) подаются однополярные импульсы с частотой 50 Гц через диод 13 и элемент И-НЕ 14, а на выходы 1 и К состояния соответственно уровни логической 1 и логического О с выходов инверторов 10 и 11 и наоборот. Для синхронного к напряжению сети включения сварочного ток предназначена связка диодный мост 15-18, минус которого подключен к нулевому потен
51
циалу источника, и генератор пилообразного напряжения, собранный на тразисторе 19, конденсаторе 20 и резисторах 21-24. Пилообразные импульсы на Н1)1ходе генератора по фазе совпада KIT с напряжением питающей сети, так как на диодный мост поступает переменное напряжение (24 В).
Пилообразное напряжение с генератора поступает через резисторы 25 и 26 на один из задающих входов операционных усилителей 27 и 28, работающих в режиме компаратора, на вто- poii вход которьгх черсгз резисторы 29 и 30 поступает определенный уровень напряжения с переменньгх резисторов 31 и 32, которые вместе г переменными резисторами 33 и 34, KOH/IC не лто- ром 35, стаби.ми I poHOM 38 и резисторами 36 и 37 обр«: уют схему ст.збили- запии снлрк.ч. оэтому па входах усилителс11 27 и 28 iipoHcxcvuiT изменение уров)1я напряжения со своим знаком. Уве. напряжения сети, например, с U, из U, (фиг. 4) прино- дит к увеличению установленного ране сдвига фазы с (f,,) на ( f ) по отношению к . сети, т.е. угла расширения tями( и, cJfeдoвa тельно, уменьше.чик) свл; очного тока и на обор , что обеспеч инает 11оД ь.:ржа)ие сварочного тока на заданном ур-яне.
Регулирование -ока снарки осущест вляет;:я изменением напряжения на задающем нходс усилителей 27 и 28, когда на второй нхсгд подается пилообразное иапряж1:11ие. При этом с увеличением напряжения сдвиг фазы пы- ходного импульса относительно напряжения сети увеличивается и наоборот (фиг. 4), Значение регулируемого напряжения определяется изменением величины переменных резистог-о; 31, 33 и 32, 34.
Для otienie ietiHH режима сварки noBbiuKMuiiiiM током J рех ь четырех ламс лей и последующего перехода на номи- нальнь й режим используется триггер 39, который связан с блоком 5 суммирующего счетчика. В начале сварки сигнал с блока 3 (фиг. 3) поступает па прямой вход трип ера 39. Управляющий импульс с элемента 2И-НЕ 41 поступает на один из входов логического элемента ЗИ-НЕ 43, пред- ставляющего собой модулятор. На другой вход этого элемента поступает сигнал с блока 5 плавного нараста
25
521
10 i5
35 40
- 5 50 55
30
026
иия управляющет о импульса, который работает по тому же приндипу, что и узел регулирования тока сварки.На один задающий вход компаратора 44 подается пилообразное напряжение, S На другой вход - напряжение конден- - сатора 45. В начальр1ый момент конденсатор 45 заряжен, так как на базу транзистора 48 подается положительный потендиал с потенциометра 46. При зтом потенциометр может быть срязан с переменным резистором 8 ре- гу:и1рования длительности процесса сварки для того, чтобы при изменении длительности процесса сварки одно- врс менно менять уровень заряда конденсатора 45 и получать плавное на-, раста п1е силы тока для любой длительности процесса сварки.
В блоке испол1) стабилизация тока разряда, что приводит к прямо- -шшейному изме1;еиию напряжения при разряде конденсатора 45. Стабилиза- П.ИЯ тока реализуется цепочкой: полевой транзистор 55, резистор 56. Представленная схс ка дает возможность р м улировать нижний предел разряда конденсатора 45 через потенциометр , резис юр 51 и т ранзистор 52, т.е. 1)е гу.чировать вр1.-мя разряда, а следо- нательно, к время плавного нарастания тока длительн(к:ти про- цс сса сварки в nj)e;i,ejiax 0,2-1,0 с. Диод 53 необхол,им для защиты транзистора 52 от пробоя по fIarlpяжeнию.
Модуля1 1ия сигналов элементом ЗИ- 111 43 происходит следующим образом.
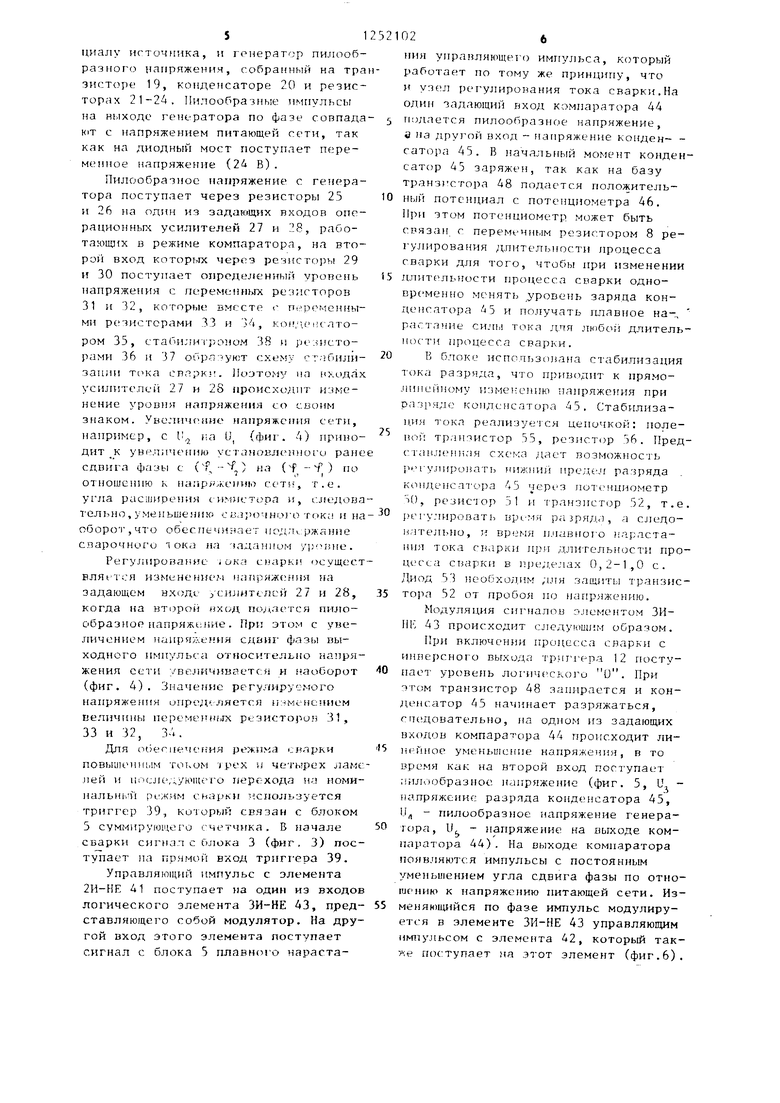
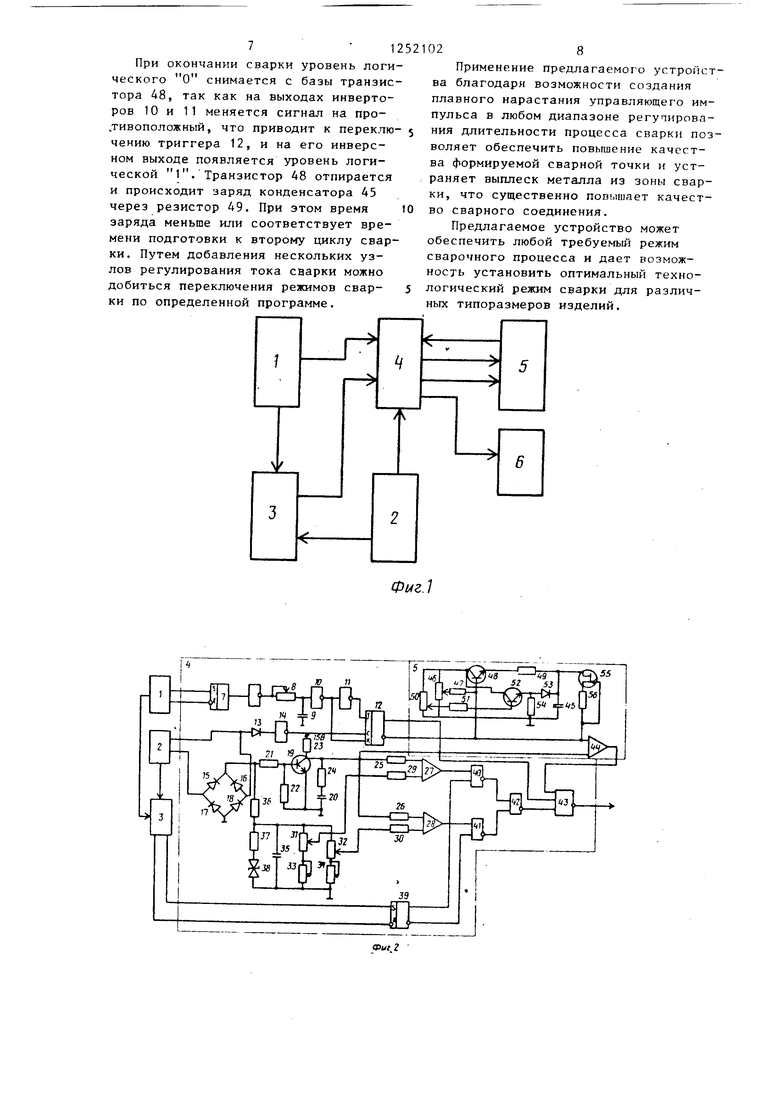
При включении процесса снарки с инверсного выхода тригтера 12 поступает уровепь логическо1 о О. При зтом транзистор 48 запирается и конденсатор 45 разряжаться, ггтедовательно, на одном из задающих входов компаратора 44 проь сходит линейное уменьшение напряжения, в то время как на второй вход поступает пи/юобразное напряжение (фиг. 5, L - напряжение разряда конденсатора 45, и - пилообразное напряжение генератора, и - напряжение на выходе компаратора 44). На выходе компаратора появляются импульсы с постоянным уме 1ьшениеи угла сдвига фазы по отношению к напряжению питающей сети. Из- менян)щийся по фазе импульс модулируется в элементе ЗИ-НЕ 43 управляющим импульсом с элемента 42, который так- -ле по ;:тупает на этот элемент (фиг.6).
7 12
При окончании сварки уровень логического О снимается с базы транзистора 48, так как на выходах инверторов 10 и 11 меняется сигнал на про- ,тивоположный, что приводит к переклю- чению триггера 12, и на его инверсном выходе появляется уровень логической 1. Транзистор 48 отпирается и происходит заряд конденсатора 45 через резистор 49. При этом время заряда меньше или соответствует времени подготовки к второму циклу сварки. Путем добавления нескольких узлов регулирования тока сварки можно добиться переключения режимов свар- ки по определенной программе.
28
Применение предлагаемого устройства благодаря возможности создания плавного нарастания управляющего импульса в любом диапазоне регуаирова- ния длительности процесса сварки позволяет обеспечить повышение качества формируемой сварной точки и устраняет выплеск металла из зоны сварки, что существенно повышает качество сварного соединения.
Предлагаемое устройство может обеспечить любой требуемый режим сварочного процесса и дает возможность установить оптимальный технологический режим сварки для различных типоразмеров изделий.
ФмгЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Устройство для контроля электрической прочности изоляции электротехнических изделий | 1987 |
|
SU1525634A1 |
| Стабилизированный источник постоянного напряжения | 1985 |
|
SU1309012A1 |
| Стабилизированный преобразователь постоянного напряжения с защитой | 1986 |
|
SU1317597A2 |
| Способ релейного управления током в сварочном контуре и устройство для его осуществления | 1987 |
|
SU1459839A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| Сварочный выпрямитель | 1984 |
|
SU1171245A1 |
| Стабилизирующий источник напряжения постоянного тока | 1986 |
|
SU1347136A1 |
| Сварочный полуавтомат | 1987 |
|
SU1493407A1 |
и,
Фиг. 5
Редактор И.Шулла
Составитель В.Ткаченко
Техред В. Кадар Корректор А.Зимокосов
Заказ 4569/15Тираж 1001Подписное
ВНИМШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг. 6
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР № 761190, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
