Изобретение относится к холодной обработке металлов и сплавов пластическим деформированием и может быть .использовано для.образования регулярного микрорельефа на трулщхся поверхностях деталей для улучшения их эксплуатационных свойств.
Цель изобретения - улучшение качества трущихся поверхностей за счет повьппения их износостойкости.
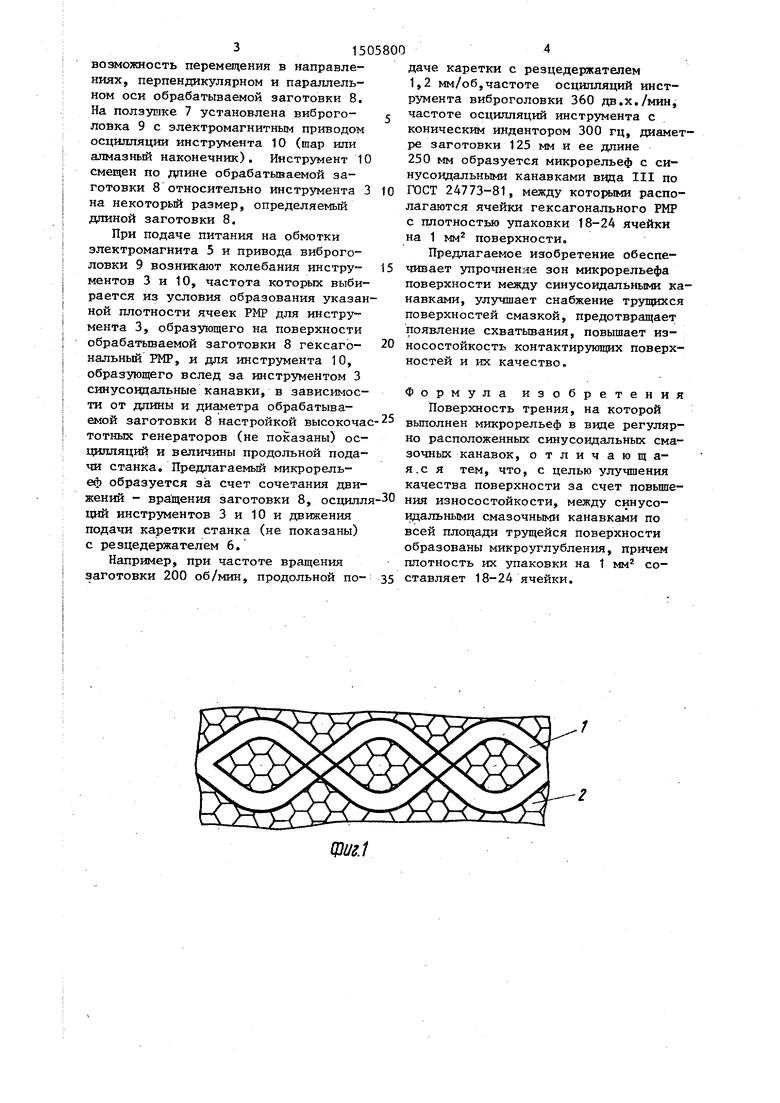
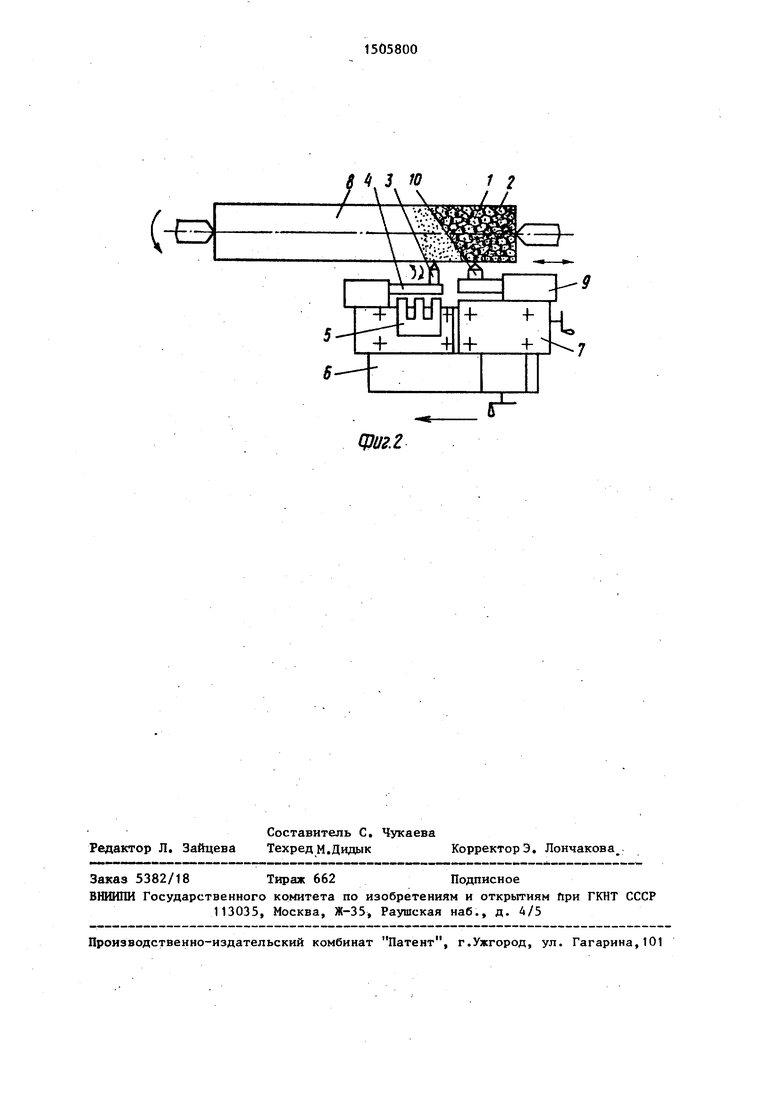
На фиг. 1 показан микрорельеф рабочих поверхностей деталей; на фиг. 2 - схема устройства для образо- вания предлагаемого микрорельефа.
Поверхность трения получают следующим образом.
Между синусоидальными канавками 1 образуют ячейки 2 гексагонального РМР с плотностью 18-24 ячейки РМР на 1 мм. Глубина ячеек и канавок определяется настройкой при образовании
микрорельефа. При прохождении смазки по синусоидальным канавкам 1 (фиг.1) при перемещении трущихся поверхностей происходит ее равномерное дросселирование при входе в зоны с ячейками РМР, благодаря чему улучшается подпитка смазкой участков контурной площади контакта, предотвращается роявление пленочного голодания и схватьшаниЯ и повьппается износостойкость контактируемых поверхностей.
Создание предлагаемого микрорельефа осуществляется устройством (фиг о 2), состоящим из инструмента 3 (индентора - алмазного наконечника или твердосплавного в виде конуса), установленного на якоре 4 электромагнита 5, закрепленного на резцедержателе 6, например, токарного станка. На резцедержателе 6 установлена крестовая ползушка 7, имеющая
сл
о ел
00
3150
возможность перемещения в направлениях, перпендикулярном и параллельном оси обрабатываемой заготовки 8. На ползушке 7 установлена виброго- ловка 9 с электромагнитным приводом осцилляции инструмента 10 (шар или алмазный наконечник). Инструмент 10 смещен по длине обрабатьтаемой заготовки 8 относительно инструмента 3 на некоторьй размер, определяемый длиной заготовки 8.
При подаче питания на обмотки электромагнита 5 и привода виброго ловки 9 возникают колебания инстру- ментов 3 и 10, частота которых выбирается из условия образования указанной плотности ячеек РМР для инструмента 3, образующего на поверхности обрабатьшаемой заготовки 8 гексаго- нальный РМР, и для инструмента 10, образующего вслед за инструментом 3 синусоидальные канавки, в зависимости от длины и диаметра обрабатываемой заготовки 8 настройкой высокоча тотных генераторов (не показаны) осцилляции и величины продольной подачи станка. Предлагаемый микрорельеф образуется за счет сочетания движений - вращения заготовки 8, осцилл ций инструментов 3 и 10 и движения подачи каретки станка (не показаны) с резцедержателем 6.
Например, при частоте вращения заготовки 200 об/мин, продольной по-
даче каретки с резцедержателем 1,2 мм/об,частоте осцилляции инструмента виброголовки 360 дв.х./мин, частоте осцилляции инструмента с коническим индентором 300 гц, диаметре заготовки 125 мм и ее длине 250 мм образуется микрорельеф с синусоидальными канавками вида III по ГОСТ 24773-81, между кото1я 1ми располагаются ячейки гексагонального РМР с плотностью упаковки 18-24 ячейки на 1 мм поверхности
Предлагаемое изобретение обеспечивает упрочнение зон микрорельефа поверхности между синусоидальными канавками, улучшает снабжение трущихся поверхностей смазкой, предотвращает появление схватьтания, повышает износостойкость контактирующих поверхностей и их качество
Формула изобретения
Поверхность трения, на которой выполнен микрорельеф в вице регулярно расположенных синусоидальных смазочных канавок, отличающа- я,с я тем, что, с целью улучшения качества поверхности за счет повышения износостойкости, между синусоидальными смазочными канавками по всей площади трущейся поверхности образованы микроуглубления, причем плотность их упаковки на 1 мм составляет 18-24 ячейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| СПОСОБ ФОРМИРОВАНИЯ СМАЗОЧНЫХ КАРМАНОВ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2010 |
|
RU2458776C2 |
| Способ обработки поверхности трения | 1987 |
|
SU1521569A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА ВЫГЛАЖИВАНИЕМ | 2008 |
|
RU2401731C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| СПОСОБ ФОРМИРОВАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ДЕТАЛИ | 2005 |
|
RU2297314C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 2014 |
|
RU2574158C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2283744C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОТДЕЛОЧНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2353505C1 |
Изобретение относится к холодной обработке металлов и сплавов пластическим деформированием и может быть использовано для образования регулярного микрорельефа на трущихся поверхностях деталей для улучшения их эксплуатационных свойств. Цель изобретения - повышение качества поверхности за счет увеличения износостойкости. Между синусоидальными смазочными канавками по всей площади контактируемой поверхности образуют микроуглубления с плотностью упаковки 18 - 24 ячейки регулярного микрорельефа на 1 мм2. Это позволяет, с одной стороны, упрочнить зоны и повысить износостойкость, а с другой - уменьшить потери энергии на дросселирование потоков смазки. 2 ил.
г
(J}ui.Z
| Шнайдер Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| Л.: Машиностроение, 1982, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
