Изобретение относится к машиностроению и может быть использовано для улучшения антифрикционных свойств поверхностей и для образования таких поверхностей методами поверхностного пластического дефор- гшрования (ШШ) о
Цель изобретения - повышение долговечности за счет улучшения анти фрикционных свойств поверхности трения путем создания плавного перехода от несущей поверхности к дну углубления.
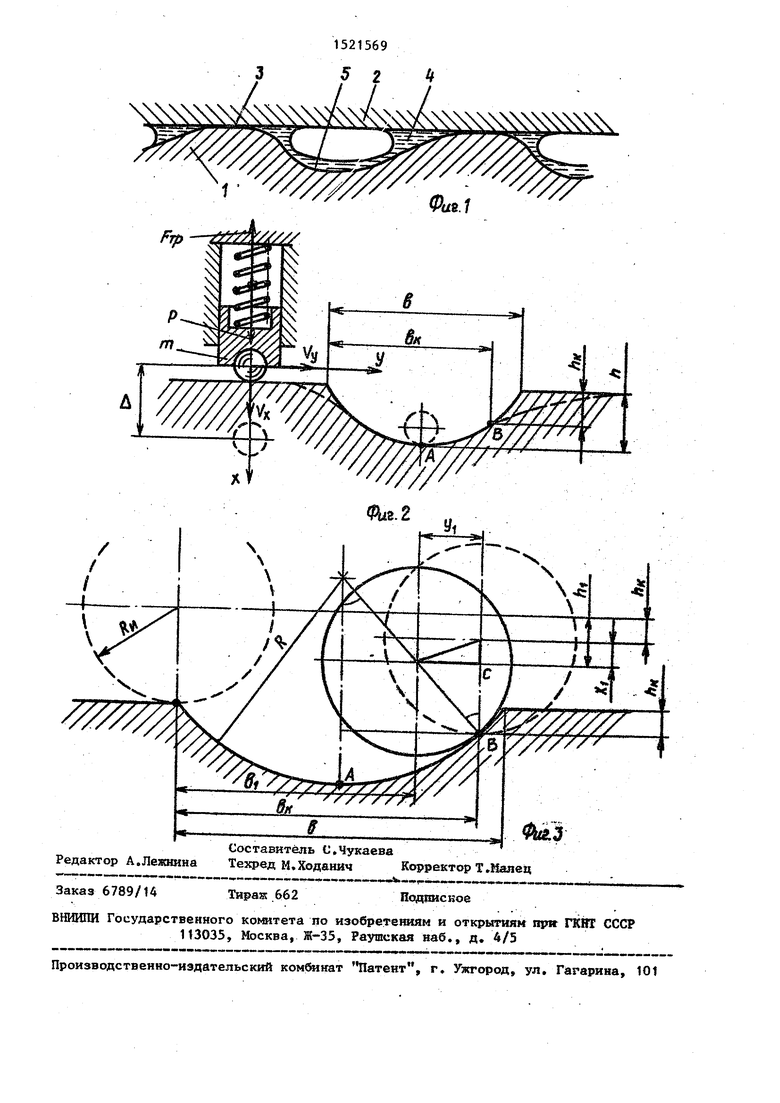
На фиг, t изображена поверхность трения с ЧРМР; на фиг, 2 - схема осуществления способа; на фиг. 3 - схе- ; ма расчета скорости.
Способ осуществляются следующим образом.
На поверхности трения одной из деталей узла трения скольжения созда-. ют микроуглубленик поверхностным пластическим дефор -шрованием, например вибронакатыванием, т.е. создают частично-регз лярный микрорельеф, Затем производят упрочняюще-чистовую обработку участков меяоду углублениями микрорельефа, например гладкое алмазное выглайлвание сферическим индентором.
Поверхность трения с частично- регулярным микрорельефом (ЧРМР) 1 контактирует с сопряженной деталью 2. Контакт происходит по участкам
СП Ю
01
о со
несущей поверхности 3. Смазка 4 находится в микроуглублениях 5. Посколку несущая поверхность 3 имеет смачиваемость выше, чем дно микроуглуб- ления 5, то смазка 4 стремится в зазор между несущей поверхностью 3 и сопряженной деталью 2, В процессе трения микроуглубления 5 заполняются смазкой полностью я за счет аснм метричности профиля возникает гидродинамическое давление.
На фиг. 2 и 3 показаны расчетные схемы дпя определения скорости обработки v на которых обозначены;
Vy- скорость обработки, M/ci Vj скорость перемещения дефорлшрунщего элемента (индентора) вдоль оси X, M/CJ Р - усилие деформирования., Hj
Л предварительный натяг пруяшны, С Р//5 - жесткость щ уаины н/м, m - масса подвижной части инструмента, KrJ b к и h к - координаты точки касания индектора со стенкой микроуглубяения, М} Ь и h, - координаты центра сферы иядентора нрй касания в точке В, ммц Ь н h - вш- рина и глубина микроуглублення, мм| R 1г R н,- радиусы дна микроуглубпе- ния н сферы индентора, мм} F - сила трения в подвижных частях инстр мента, и.
Уравнение колеба1вдй подвижной части инструмента имеет вид ик где F « с(4 -к), (4 -х)-FT- или X + с/т-х .
и
1 X + k -х
с -А
(1)
Общее решение уравнения (1)
«cosk-t+Cj-sinkt + |-; (2)
Из начальных условий находят
значения с
и с
X -т-coskt Г Г7 (l-coskt) . (3)
После подстановки в уравнение (3) значений k и а и преобразований
iPlEzEl-L р
(1-С08
ИндеНтор коснется дна микроуглубления в точке А при
h« iElIllLil (1-cosJ-P-- t. (4)
Из зграввевия (4) находят время t, за KoTtqjoe индентор опустится до дна канавки в точку А:
arccos
(t- lJ-E ) (P-F)
Скорость перемев|ения индентора вдоль оси к находится из условия
Vx teh, отсяща Vfc h/t /
Ь,
агссов ,. Ь Р V
(Р-Ргр)Г
Иеномая скорость перемещения ин- деятора вдоль сжв (скорость обрабрт- кя) -даш о@еслечею{Я в точке В аакодйгся аз сеютношения
Ш Г
VJLV.,
hjL b,
h-Ь
(5)
удобства 110|11ьзования формулой (5) необходимо вместо кос дянат цейт- ра сферы ияденторд ввести координаты iточки в.
Из схемы иа фиг. 3 видно, что
,, h,hb+x, ,


| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2000 |
|
RU2174904C1 |
| Способ обработки сферы поверхностным пластическим деформированием | 1990 |
|
SU1726218A1 |
| Матрица для прессования профилированных заготовок и способ ее изготовления | 1986 |
|
SU1389989A1 |
| Способ финишной обработки поверхности трения | 2020 |
|
RU2729242C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АЛМАЗОАБРАЗИВНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333095C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЛЬСОВ И РЕБОРД КОЛЕС ЖЕЛЕЗНОДОРОЖНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2182093C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АЛМАЗОАБРАЗИВНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2333094C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
Изобретение относится к машиностроению и может быть использовано для улучшения антифрикционных свойств поверхностей трения и для образования таких поверхностей методами поверхностного пластического деформирования /ППД/. Способ обработки в несколько проходов методами ППД заключается в том, что на поверхности детали создается частично-регулярный микрорельеф, а затем производится упрочняюще-чистовая обработка ППД сферическим индентором с заданной скоростью, определяемой по приведенной математической зависимости. Указанная скорость обеспечивает кинетический удар индентора о стенку микроуглубления. При этом заглаживаются наплывы, образуются плавный переход от несущей поверхности к дну микроуглубления и асимметричность профиля микроуглубления, упрочняется несущая поверхность и выполняется требуемое соотношение между смачиваемостью несущей поверхности и дна микроуглубления. 3 ил.
X
o
X в -k-c,-8inkt+k-c, coskt,
О,
О
с. -ь -,
- Sь
kci 0,Cjt О
При подстановке значений с, и с j в ypaBHeime (2) определяется частное решение:
Zi R,.
Ьк-Ь/2 R
у, 1 (Ьк-Ь/2),
b,b,--|il (b,-b/2) .
(6)
55 x,, BC « УКц-у
R - ||.(b.-b/2,.R,f .
R R |l (blW2l.. .
К„(1. (Ьк-Ь/2) 1- .
),
Ьк+Кы(11
(bKib/ar
R
со скоростью v, определяемой по формуле
Vv
h-bi
. I ш-а ... h -Р .V h, arccos (1- 7SrS-TA
(Р-Р.)й
ГР
где S-/R b;,-b/2) hi
Используя выражения (5), (6) и (7)10 правлении скольжения, при этом участ- находят скорость обработки, обеспечи- . углублениями микрорельефа г,, вающую касание в точке В.подвергают дополнительной упрочняюП р и м е р. На поверхности сталь- обработке сферическим индентором ного вала диаметрсм d 30 NM наносят микроутлубяения вибронакатыванием 15 глубиной h 20 мкм 2-10 м и ни- риной ,5 мм Радиус дна микроуг лубления мм.
Вто рой проход вьшодняют алмазным выглаиивателем с радиусом Кц 1 мм 20 и усшшем деформирования Р . 50 Н. Масса подвижных частей инструмента и 30 г кг. Предварительн натяг пруйяны инструмента 4 10 мм 1 tO M, сила трения в подвижных частях инструмента ЗН.
Для обеспечения плавного перехода и асимметричного профиля требуется удар аямаэного выглаживателя о стенку микроуглубления в точке с координатами bfe 0,4 мм и h в 1/2h « to мкм.
Во формулам (6) и О) определяют 1ЕОо| дииаты центра сферы алмазного, пеошвс т-епя Ь п h .
изобретение oeecnetntBaeT згменьше- ни€ коэффициента треняя, увеличение татщш смазочной пленки и сниже1ше идиоса поверзшостей трения, что в конечном итоге уменьшает потери энер- Q гии за спет трения и увеличивает долговечность трувргкся деталей в машинах и приборах.
30
35
25 где Ь, и h - координаты центра сферы индентора при касании со стенкой микроуглубления в заданной точке,
ММ;
- координаты точки касания индентора со стенкой микроуглубления, MMJ
-ширина и глубина микро-t углубления, м; радиусы дна микроуглубления и сферы икденто-: ра. Mi
усилие деформирования.
Hi
предварительный натяг
пружинил. Hi
-масса подвижной части инструмента, кг i
Ьй и h
Ъ и h
R и R,. Р и а
формулаизобретения
Способ обработки поверхности трения, при котором образуют частич- но-1 егулярный микрорельеф виброна1521569
катьша1шем, отличающийся тем, что, с целью повышения дплговеч- нести за счет улучшения антифрикционных свойств поверхности трения путем создания плавного перехода от несущей поверхности к дну углублений, частично-регулярный микрорельеф выполняют асшвч1етричного в насо скоростью v, определяемой по фор обработке сферическим индентором
муле
о
Vv
h-bi
. I ш-а ... h -Р .V h, arccos (1- 7SrS-TA
(Р-Р.)й
ГР
обработке сферическим индентором
где S-/R b;,-b/2) hi
0
Q
0
5
5 где Ь, и h - координаты центра сферы индентора при касании со стенкой микроуглубления в заданной точке,
ММ;
- координаты точки касания индентора со стенкой микроуглубления, MMJ
-ширина и глубина микро-t углубления, м; радиусы дна микроуглубления и сферы икденто-: ра. Mi
усилие деформирования.
Hi
предварительный натяг
пружинил. Hi
-масса подвижной части инструмента, кг i
-сила трения в подвижных С частях инструмента, Н
причем величину отношения смачиваемости несущей поверхности и смачивае- ,мости дна углубления микрорельефа выбирают больше 1.
Ьй и h
Ъ и h
R и R,. Р и а
тр
35 г
жж:
Составитель С.Чукаева Редактор А.Лежнина Тезфед М.Ходанич Корректор Т йалец
Заказ 6789/14
Тираж 662
ВНИШШ Государственного комитета по изобретешмм и открытиям npir ПСНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиъ.1
-
т. ±±,///
А/////
Фиъ.г
X
11
/ J
Ш //7/7/
////
Фал
Подписвое
| Ейяейдер Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| Л.г | |||
| Машиностроение, 1982, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
