f° 4i«
(od(я
1509260
34
Изобретение относится к области изго-Устройство работает следующим образом,
товления резиновых технических изделий.Исходная резиновая смесь (фиг. 1)
может быть использовано, в частности, дляподается в зону между опрессовочными
непрерывного изготовления резиновых сит илентами 1 и 2 и обогреваемым барабаявляется усовершенствованием известного, ном 3, где под действием лент 1 и 2 формуустройства по авт. св. № 1416325.ется изделие и вулканизуется по ходу враЦелью изобретения является повышениешения барабана 3. Роликами 8 и 9 обеспенадежности устройства в работе за счетчивается заданное натяжение лент под дейувеличения радиуса кривизны поверхностиствием момента, создаваемого пружиной 19
роликов в зоне контакта их с опрессовоч-и передаваемого на коромысла 12 через
ными лентами.Ю рычаг 18. Возможная вытяжка одной из
лент 1 или 2 автоматически компенсиНа фиг. 1 схематично изображено уст-руется поворотом коромысла 12 под дейройство для непрерывного изготовленияствием пружины и смещением его по вертирезиновых изделий; на фиг. 2 - вид А накали с ползуном 16 под действием неуравфиг. 1; на фиг. 3 - узел крепления новешенных реакций лент 1 и 2 на ролики
коромысла на штанге.8 и 9. Две ленты обеспечивают большее
Устройство для непрерывного изготов-давление опрессовки, чем лента двойной
ления резиновых изделий содержит огибае-толщины за счет снижения напряжений
мые бесконечными опрессовочными лен-изгиба. Центрирование опрессовочных лент
тами 1 и 2 обогреваемый 3 и направляю-1 и.2 обеспечивается регулировкой посредщие 4-6 барабаны, установленные в под-20 ством винтовой пары 21 и 22 положения
шипниках на станине 7, и натяжной ме-осей вращения роликов 8 и 9 относительно
ханизм.лент.
В зоне контакта роликов 8 и 9 с лентами
Натяжной механизм выполнен в виде1 и 2 резиновые рубащки 23 сжимаются, расположенных между лентами 1 и 2 роликов25 вследствие чего радиус кривизны поверх- 8 и 9 и связанных с осями последних по-ности роликов в этой зоне увеличивается, средством опор 10 и 11 коромысел 12 и 13.т.е. без изменения габаритов механизма Последние шарнирно смонтированы на штан-можно увеличить радиус кривизны ролика и, ге 14 посредством ступиц 15. По концамследовательно, существенно снизить напря- штанга 14 имеет ползуны 16, установле-жения изгиба ленты в зоне контакта, ные в направляющих 17 станины 7 с воз-30 что повышает их долговечность и, как след- можностью перемещения перпендикулярноствие, надежность устройства в работе. направлению перемещения лент 1 и 2. Штанга 14 снабжена рычагом 18 и воздействую-Формула изобретения щим на него элементом 19, например, в виде
пружины. Рычаг 18 жестко связан с одной изУстройство для непрерывного изготовступиц 15. Опоры 10 роликов 8 и 9 смонти-35 ления резиновых изделий по авт. св.
тированы на коромысле 12 посредством№ 1416325, отличающееся тем, что, с целью
шарниров 20. Опоры 11 роликов 8 и 9 уста-повышения надежности в работе за счет
новлены с возможностью регулируемого пе-увеличения радиуса кривизны поверхности
ремещения вдоль коромысла 13 с помощьюроликов в зоне контакта их с опрессовочвинтов 21 и гаек 22. Ролики 8 и 9 снабженыJQ ными лентами, ролики натяжного механизрубашками 23 из резины.ма снабжены рубащками из резины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления резиновых изделий | 1987 |
|
SU1416325A1 |
| Устройство для непрерывного изготовления резиновых изделий | 1988 |
|
SU1549762A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2011522C1 |
| Устройство для непрерывного изготовления резиновых изделий | 1988 |
|
SU1595658A2 |
| Устройство для непрерывного прессования полимерных материалов | 1972 |
|
SU472017A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2085388C1 |

Изобретение относится к изготовлению резиновых технических изделий и может быть использовано , в частности, для непрерывного изготовления резиновых сит. Цель изобретения - повышение надежности устройства в работе за счет увеличения радиуса кривизны поверхности роликов в зоне контакта их с опрессовочными лентами. Для этого ролики 8 и 9 снабжены рубашками 23 из резины. В зоне контакта с опрессовочными лентами 1 и 2 рубашки сжимаются. В результате радиус кривизны поверхностей роликов в этой зоне увеличивается. Без изменения габаритов механизма натяжения происходит увеличение радиуса роликов, приводящее к снижению напряжений изгиба лент в зоне контакта с роликами, что повышает их долговечность. 3 ил.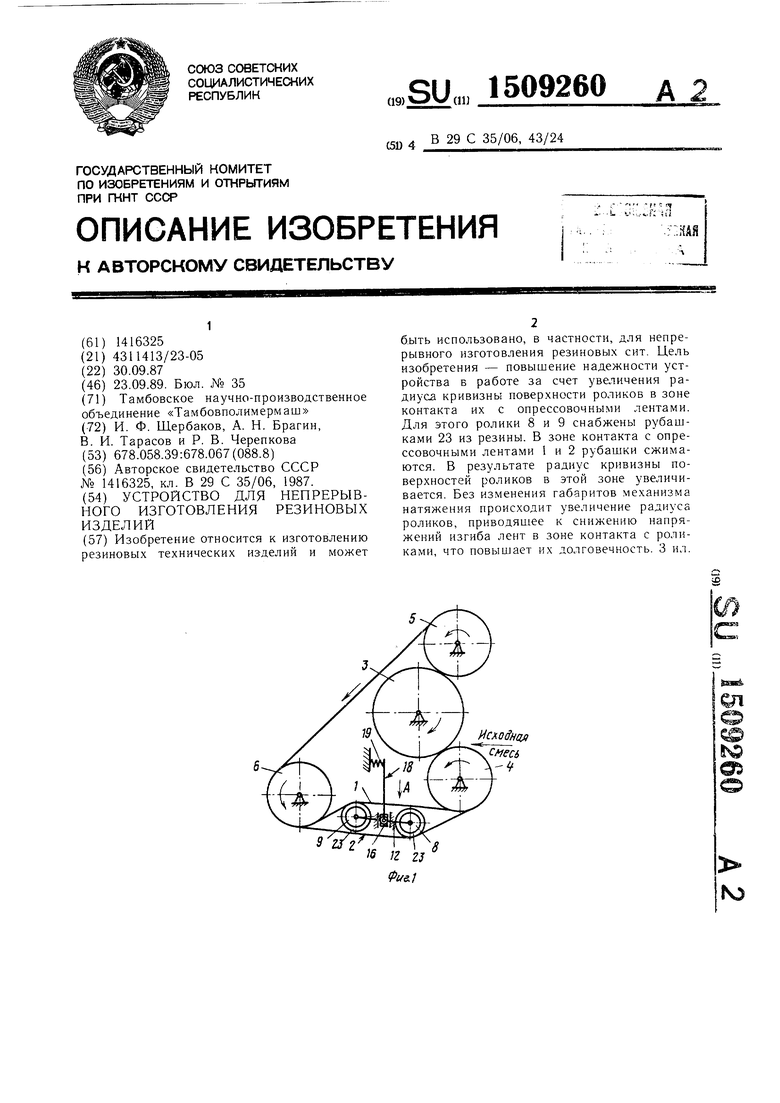
| Устройство для непрерывного изготовления резиновых изделий | 1987 |
|
SU1416325A1 |
| Солесос | 1922 |
|
SU29A1 |
