Изобретение относится к области производства сеточной продукции и может быть использовано на предприятиях металлургического, машиностроительного и строительного комплексов.
Известен штамп для производства просечно-вытяжной сетки (цельнометаллической сетки) путем просечки и одновременной вытяжки ряда ячеек, расположенных в иахматном порядке на прессе, оборудованном ножами, средствами подачи заготовки и перемещения готового изделия из штампа [1].
Однако конструкция штампа громоздка, имеет массивные подвижные части, обуславливающие низкую производительность. Кроме того, этот способ не позволяет выпускать цельнометаллическую сетку из ленты толщиной менее 0,5 мм, что существенно ограничивает технологические возможности способа. Следует также отметить, что поставка сеточной продукции потребителям в виде готовой цельнометаллической сетки связана с высокими расходами на транспортировку и хранение.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемому изобретению является линия для изготовления цельнометаллической сетки, включающая в себя полноприводное просечное устройство, на котором путем просечки ленты на продольные прерывистые полоски и предварительного формирования из этих полосок ячеек изготавливается просечно-вытянутая заготовка (полуфабрикат цельнометаллической сетки), и устройство растяжения полуфабриката, выполненное в виде многоползунного механизма, расположенного на станине (раме) в вертикальной плоскости симметрично относительно горизонтальной оси и содержащего направляющие, установленные в вертикальной плоскости с возможностью изменения угла наклона к вертикальной оси в два ряда вверху и внизу станины, размеренные на направляющих с возможностью перемещения ползуны, смонтированные на ползунах зацепы, средства перемещения ползунов с установленными на них зацепами и привод.
Основными недостатками технического решения [2] являются низкая производительность устройства, сложность его конструкции и невозможность реализации непрерывного процесса получения цельнометаллической сетки.
Эти недостатки в большей мере обусловлены тем, что известное устройство [2] не позволяет осуществлять растяжение полуфабриката, выполненного в виде просеченной заготовки.
Необходимо также отметить следующее.
При получении полуфабриката цельнометаллической сетки на известном просечном устройстве [2] полоски при просечке подвергаются вытяжке и нагартовываются, что приводит к повышенной жесткости полосок, образующих готовые ячейки сетки, затрудняющей сворачивание готовых матов в рулоны.
Высокая обрывность полосок кромочных ячеек не позволяет получать сетку из тонкой ленты, толщиной менее 0.3 мм, что существенно увеличивает металлоемкость сетки и ее стоимость.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно упрощение конструкции устройства, сочетающее возможность реализации напрерывного процесса растяжения полуфабриката цельнометаллической сетки в виде просеченной заготовки, при одновременном повышении производительности, расширении области использования цельнометаллической сетки, снижении ее металлоемкости и стоимости.
Поставленная задача достигается тем, что известное устройство растяжения полуфабриката цельнометаллической сетки, содержащее раму, расположенные на раме симметрично относительно горизонтальной оси устройства системы подвижных зацепов и привод, согласно изобретению снабжено разматывателем, направляющим роликом, ограничителями сетного полотна по высоте и поворотными низкостенными гильзообразными дисками, системы зацепов равномерно размещены внутри упомянутых дисков по окружностям равного относительно осей их вращения радиуса, оси вращения разматывателя, направляющего ролика и дисков ориентированы вертикально, донные части последних установлены навстречу друг другу и смещены относительно горизонтальной оси устройства по высоте в противоположные стороны на равные расстояния, ограничители сетного полотна по высоте установлены с двух сторон относительно горизонтальной оси устройства и симметрично ей между дисками и также между дисками и направляющим роликом, причем ограничители, установленные между дисками, расположены по высоте на равном расстоянии относительно донных частей соответствующих дисков, кроме того, оси дисков смонтированы в корпусах, размещенных на горизонтальных направляющих рамы, расположенных перпендикулярно горизонтальной оси устройства с возможностью регулируемого перемещения, каждый зацеп выполнен в виде цевки, рабочая часть которой образована конической головкой и цилиндрической ножкой, при этом сопряжение конусного участка головки с ее торцем выполнено в виде острой кромки, расположенной выше стенки диска, и оборудован средствами регулировки высотного положения, а привод устройства выполнен в виде гибкой бесконечной ленты, смонтированной на шкивах, один из которых приводной, и опертых на гибкую бесконечную ленту прижимных роликов, причем оси шкивов и прижимных роликов ориентированы горизонтально, а последние оперты на горизонтальный участок гибкой бесконечной ленты, который совмещен по высоте с горизонтальной осью устройства.
Ось диска смонтирована в корпусе посредством ползуна и опоры, при этом ползун жестко скреплен с упомянутой осью и подвижно в направлении оси диска посредством соединения паз-выступ с опорой, а опора смонтирована в корпусе на оси с возможностью поворота в плоскости, перпендикулярной горизонтальной оси устройства, кроме того, ползун и опора оборудованы средствами регулируемого перемещения и поворота соответственно, а ограничители, расположенные между дисками, жестко скреплены с ползунами.
Перед дисками, со стороны направляющего ролика, установлены натяжные ролики, каждая из осей вращения которых расположена параллельно оси вращения соответствующего диска и смонтирована в корпусе с помощью крышки, последняя оборудована цапфой с резьбовым хвостовиком, соосной оси вращения натяжного ролика, посредством которой и рычагов соединена с ползуном, при этом рычаги связаны между собой и с ползуном с возможностью поворота в плоскости, перпендикулярной оси вращения ролика, с цапфой крышки - с возможностью осевого перемещения натяжного ролика, и снабжены средством поворота рычага с натяжным роликом, выполненным в виде пружины, фиксации рычага на ползуне от поворота и регулируемого осевого перемещения натяжного ролика, кроме того, рабочая поверхность натяжного ролика образована двумя коническими участками, сопрягающимися между собой малыми основаниями.
Каждый из дисков оборудован толкателем, выполненным в виде полого двуфланцевого профиля, боковые поверхности которого образованы концентричными дугами окружностей, с центром, совмещенным с осью вращения диска, а фланцевые элементы ориентированы над зацепами, при этом толкатель установлен на поворотном рычаге посредством пластинчатой пружины, кроме того, ось поворота поворотного рычага совмещена с осью вращения диска и снабжена средствами поворота и фиксации, а на тыльной части каждого зацепа выполнены скосы.
Между дисками и приводом устройства смонтированы съемники, каждый из которых выполнен в виде цилиндрической втулки, жестко скрепленной с стержнем, оборудованным средством осевого перемещения, при этом продольные оси разноименных съемников расположены в плоскости, перпендикулярной продольной оси устройства, и смещены по высоте друг относительно друга на величину наружного диаметра упомянутой втулки.
Ось каждого из прижимных роликов привода устройства смонтирована в поворотных рычагах, установленных на общей оси с возможностью независимого поворота и оборудованных средствами перемещения по оси и фиксации от перемещений, выполненными в виде установленных между рычагами на оси их поворота втулок и зажима, при этом зажим расположен между рычагами и зафиксирован от осевых перемещений относительно рычагов втулками, сопрягаемыми своими торцами с рычагами и зажимом, последний выполнен в виде втулки и болта.
Каждый из прижимных роликов привода устройства выполнен составным, в виде двух чередующихся типоразмеров колец, различающихся между собой шириной и наружным диаметром, при этом кольца большего диаметра выполнены из резины.
Прижимные ролики привода устройства смонтированы в два ряда, при этом в первом ряду установлено два прижимных ролика.
В качестве приводной гибкой бесконечной ленты используется резинотканевая лента транспортера прошивной машины для производства минераловатных матов.
Ограничители, расположенные между дисками и направляющим роликом, выполнены в виде стержней плоскоовального поперечного сечения и размещены в горизонтальной плоскости, причем продольные оси упомянутых стержней наклонены к продольной оси устройства в направлении к дискам и оборудованы средствами регулировки угла наклона, а их свободные концы снабжены загнутыми в направлении от донных частей соответствующих дисков участками, ограничители, расположенные между дисками, выполнены в виде полых плоскоовальных труб, продольные оси которых расположены перпендикулярно горизонтальной оси устройства.
Оборудование устройства растяжения разматывателем и направляющим роликом создает условия для подачи полуфабриката цельнометаллической сетки в виде просеченной заготовки в зону ее растяжения из рулона.
Установка осей вращения разматывателя, направляющего ролика и низкостенных гильзообразных дисков вертикально и расположение донных частей упомянутых дисков навстречу друг другу обеспечивают возможность непрерывного растяжения перемещающейся просеченной заготовки путем встречного поворота систем зацепов при наиболее простом конструктивном исполнении устройства. При этом обеспечивается оптимальный вариант раскрытия ячеек просеченной заготовки без предварительного их формирования.
Дело в том, что получение сетки выполняется путем последовательного раскрытия ячеек при перемещении просеченной заготовки от направляющего ролика до привода устройства. При этом усилие, необходимое для формирования единичной ячейки на предлагаемом устройстве, значительно меньше усилия, необходимого для формирования единичной ячейки на известном устройстве [2], потому что растяжение просеченной заготовки выполняется изгибом оттоженных полосок по толщине на плече, равном половине шага просечки заготовки, а при растяжении просечно-вытянутой заготовки в известном способе имеет место ребровой изгиб и скручивание нагартованных полосок на плече, равном толщине полуфабриката цельнометаллической сетки.
Кроме того, получение механических свойств прерывистых полосок после просечки, равных механическим свойствам исходного материала (например, холоднокатанной ленты из низкоуглеродистой стали по ГОСТ 503-81), позволяет по сравнению с техническим решением [2]:
- создать предпосылки для освоения производства цельнометаллической сеточной продукции из ленты толщиной менее 0,5 мм;
- снизить трудозатраты при выполнении ручной операции по сворачиванию готовых матов на обкладке из цельнометаллической сетки в рулоны.
Таким образом, предлагаемое техническое решение позволяет минимизировать величину усилия, необходимого для растяжения полуфабриката, что обеспечивает возможность освоения производства цельнометаллической сеточной продукции из тонкой ленты.
Размещение систем зацепов внутри дисков, а торца головки зацепа - над стенкой диска ограничивает перемещение кромочных полосок в направлении к донным частям дисков и, следовательно, препятствует захвату зацепом сразу двух полосок - кромочной и соседней с ней.
Смещением донных частей дисков относительно горизонтальной оси устройства по высоте в противоположные стороны на равные расстояния и установкой ограничителей сетного полотна с двух сторон относительно горизонтальной оси устройства и симметрично ей, между дисками и между дисками и направляющим роликом достигается такое положение растягиваемого сетного полотна относительно дисков, которое обеспечивает подвод кромочных полосок к зацепам, их зацепление и исключает захват при прохождении над вращающимися зацепами уже растянутых ячеек.
Размещение ограничителей сетного полотна, установленных между дисками на равном от их донных частей расстояниях позволяет уменьшить перегибы сетного полотна при его перемещении вдоль устройства растяжения, а следовательно, снизить сопротивление сетного полотна растяжению, что, в своя очередь, обуславливает уменьшение обрывности кромочных полосок и величины утяжки сетного полотна после дисков.
Установка корпусов, в которых смонтированы диски на горизонтальных направляющих рамы, расположенных перпендикулярно горизонтальной оси устройства с возможностью регулируемого перемещения, обеспечивает расширение технологических возможностей устройства за счет расширения сортамента выпускаемой продукции и оперативную компенсацию утяжки сетки.
Выполнение зацепа в виде цевки, рабочая часть которой образована конической головкой и цилиндрической ножкой, а сопряжение конусного участка головки с ее торцем выполнено в виде острой кромки стабилизирует процесс захвата зацепами кромочных полосок по следующим причинам.
Острая кромка обеспечивает надежное разделение кромочной полоски с соседней при ее захвате зацепом.
Конусный участок головки способствует беспрепятственному перемещению кромочной полоски к донной части диска и исключает возможность ее произвольного схода с зацепа.
Цилиндрическая поверхность ножки гарантирует свободное проскальзывание ножки и кромочной полоски при повороте дисков, и это является одним из основных условий работоспособности механизма, так как при вращении зацепов величина шага растягиваемых ячеек изменяется.
Установка зацепов с возможностью регулируемого осевого перемещения позволяет унифицировать зацепы для выпуска различных типоразмеров сеточной продукции.
Выполнение и установка ограничителей предлагаемым образом позволяет при простом конструктивном исполнении этих устройств исключить аварийные остановки, например бурежки сетного полотна на ограничителях, оперативно корректировать натяжение кромочных полосок (изменением угла наклона ограничителей, расположенных перед дисками к горизонтальной оси устройства) и уменьшить тормозные усилия, возникающие при контакте сетного полотна с ограничителями.
Установка привода продольного перемещения растягиваемой просеченной заготовки после дисков позволяет исключить из состава устройства сложный в конструктивном исполнении привод вращения осей дисков, расстояние между осями вращения которых в процессе эксплуатации является переменной величиной.
Использование в качестве привода продольного перемещения сетного полотна гибкой бесконечной ленты, смонтированной на шкивах, один из которых выполнен приводным, опертых на гибкую бесконечную ленту прижимных роликов, причем оси шкивов и прижимных роликов ориентированы горизонтально, обеспечивает возможность использования этого привода для получения широкого сортамента сеточной продукции независимо от геометрических параметров ячеек.
Кроме того, в случае использования цельнометаллической сетки для производства минераловатных матов существенно упрощается конструкция устройства за счет:
использования резинотканевой ленты одного из транспортеров прошивной машины для производства минераловатных матов:
исключения из состава устройства исполнительных механизмов и систем управления приводом и исполнительными механизмами, обеспечивающих согласование скоростей привода технологической линии по производству минераловатных матов и устройства растяжения.
Установка прижимных роликов на горизонтальном участке гибкой бесконечной ленты и совмещение последнего с горизонтальной осью позволяет увеличить сцепление сетного полотна с гибкой лентой.
Выполнение каждого из прижимных роликов составным, в виде двух чередующихся типоразмеров колец, большие из которых выполнены из резины, обуславливает уменьшение величины проскальзывания сетки между прижимными роликами и гибкой бесконечной лентой.
Уменьшение величины проскальзывания при использовании предлагаемых ступенчатых прижимных роликов объясняется следующим.
Растянутое сетное полотно имеет переменую толщину, которая изменятся от b до 2b, где b - ширина прерывистой полоски. По этой причине при использовании монолитного прижимного ролика его контакт с сеткой осуществляется по перемычкам, что служит основной причиной значительного проскальзывания сетки, препятствующего нормальному протеканию процесса растяжения полуфабриката. При этом увеличение усилия прижатия роликов к сетному полотну при производстве цельнометаллической сетки из ленты толщиной менее 0,15 мм не дает положительного эффекта.
Другая картина наблюдается при использовании составных роликов, снабженных выступающими в диаметральном направлении резиновыми кольцами. Во-первых, использование колец из резины резко увеличило тянущую способность привода (увеличение коэффициента трения), а во-вторых, согласно экспериментальным исследованиям контакт ролика с сеткой осуществляется не только по перемычкам, но и по полоскам. В результате этого даже при незначительном усилии прижатия ролика к сетному полотну (вес прижимного ролика при экспериментальных исследованиях процесса получения цельнометаллической сетки из ленты толщиной 0,08-0,15 мм составлял 2,5 кг) проскальзывания сетки между прижимными роликами и гибкой беконечной лентой, ощутимо влияющего на стабильность процесса, отмечено не было.
Установка прижимных роликов в два ряда и размещение в первом от дисков ряду двух роликов обеспечивают увеличение тянущей способности привода и создание благоприятного поля натяжения полосок сетного полотна.
Под созданием благоприятного поля натяжения полосок сетного полотна понимается следующее.
Сетное полотно, если смотреть на него сверху и не учитывать длину перемычек, ширину и толщину полосок, представляет собой систему пересекающихся между собой и наклонно расположенных к горизонтальной оси симметрии сетного полотна (устройства растяжения) прямых упругих нитей (далее по тексту нитей). При этом каждая нить состоит из полосок, образующих единичные ячейки сетного полотна, а угол наклона нитей к горизонтальной оси устройства близок по величине углу, составляющему половину угла между полосками, образующими единичную ячейку сетки.
Стабильный процесс растяжения зацепами кромочных ячеек в каждой из частей сетного полотна, разделенных осью симметрии устройства растяжения, возможен при выполнении ряда условий.
Величина натяжения полосок при продольном перемещении сетного полотна, образующих упомянутые нити, наклоненные к продольной оси устройства по ходу перемещения полотна (далее по тексту по ходу растяжения), должна быть больше величины натяжения нитей, наклоненных к продольной оси устройства против хода растяжения. При этом величина натяжения, каждой из нитей наклоненных по ходу растяжения и расположенных после оси вращения зацепов при продольном перемещении сетного полотна (участок ограниченный нитями "а" и "в" см. фиг. 15), должна быть больше величины натяжения нитей, расположенных до оси вращения зацепов включительно (нити, занимающие положение "а", "б", "в"). Кроме того, величина натяжения нитей, "а", "б", "в", перемещающихся от положения "а" к положению "в", должна при вращении диска возрастать.
Такой вариант натяжения нитей достигается при помещении прижимного ролика первого ряда в положение, как показано на фиг.15. В результате того, что нити, активно участвующие в осуществлении растяжения кромочных ячеек, подвергнуты воздействию дополнительных прижимных роликов, установленных в первом ряду, величина их натяжения выше, чем всех остальных, а, благодаря наклонному расположению этих нитей по отношению к осям вращения прижимных роликов, натяжение нити, расположенной, например, под вторым (расчет ведется от горизонтальной оси устройства) резиновым кольцом прижимного ролика больше, чем под первым и т.д.
Установка прижимных роликов посредством поворотных рычагов на общих осях с возможностью независимого поворота обеспечивает при простом конструктивном исполнении средств установки прижимных роликов минимальные трудозатраты на заправку переднего конца рулона просеченной заготовки в привод устройства.
Исполнением средств осевого перемещения и фиксации прижимных роликов предлагаемым образом достигается оперативная настройка осевого положения прижимных роликов, например, в случае корректировки поля натяжения сетного полотна, при минимальных трудозатратах на изготовление и эксплуатацию этих средств. Кроме того, выполнение средств фиксации в виде втулки, сопрягаемой с общей осью с возможностью перемещения и поворота, и зажима - в виде болта, позволяет использовать последний для фиксации прижимного ролика в нерабочем положении, например, при осуществлении заправки переднего конца рулона просеченной заготовки в привод устройства.
Установка между дисками и приводом устройства съемников обеспечивает надежный съем сформированных кромочных ячеек с зацепов.
Расположение съемников в плоскости, перпендикулярной продольной оси устройства, и смещение их по высоте друг относительно друга на величину наружного диаметра упомянутой втулки стабилизирует положение сетного полотна по высоте перед приводом устройства. Благодаря этому устраняется влияние привода устройства на стабильность процесса растяжения просеченной заготовки.
Оборудование съемников средствами осевого перемещения позволяет откорректировать величину натяжения нитей, активно участвующих в осуществлении растяжения кромочных ячеек, не меняя осевого положения прижимных роликов. При этом по результатам воздействия на величину натяжения нитей средства осевого положения съемников и прижимных роликов можно классифицировать, как устройства точной и грубой регулировки. И, если для цельнометаллических сеток из ленты тощиной более 0.15 мм управляющего воздействия средств осевой регулировки прижимных роликов достаточно, то для цельнометаллических сеток из ленты толщиной менее 0,15 мм, как показали экспериментальные исследования, требуемое поле натяжения сетного полотна достигается при совместном использовании средств регулировки прижимных роликов и съемников с соблюдением известной последовательности работы с устройствами грубой и точной регулировки.
Монтаж ползуна, жестко связанного с осью диска в корпусе посредством опоры, сопрягаемой с корпусом с возможностью поворота в плоскости, перпендикулярной горизонтальной оси устройства, обеспечивает уменьшение перегибов сетного полотна при его продольном перемещении по ходу растяжения за счет поворота дисков. В результате благоприятное поле натяжения сетного полотна обеспечивается при меньших значениях натяжения составляющих его нитей, а следовательно, повышается надежность устройства при производстве цельнометаллических сеток из ленты толщиной менее 0.15 мм и уменьшается утяжка сетного полотна после дисков.
Установка ползуна в опоре с возможностью регулируемого перемещения в направлении оси диска позволяет корректировать высотное положение зацепов относительно растягиваемого сетного полотна при развороте дисков с минимальными трудозатратами на настройку.
Жесткая связь ползунов с расположенными между дисками ограничителями исключает из состава операций по настройке устройства, например при установке заданного углового положения дисков, операции по изменению положения ограничителей.
Установка перед каждым диском подпружиненного натяжного ролика, ось вращения которого параллельна оси вращения диска, позволяет резко уменьшить колебательные перемещения кромочных полосок, отрицательно влияющих на условия захвата их зацепами, особенно при производстве цельнометаллических сеток из ленты толщиной менее 0,15 мм.
Выполнением рабочей поверхности натяжного ролика в виде двух сопрягающихся между собой малыми основаниями конических участков обеспечивается наклон кромочных полосок до контакта их с зацепами к вертикальной оси в направлении плоскости растягиваемой ленты на угол, равный 5...15o, и это позволяет выполнять разделение кромочных полосок с соседними до момента зацепления с зацепами, в результате уменьшается вибрация кромочных полосок и повышается, особенно при производстве цельнометаллической сеточной продукции из ленты толщиной менее 0,15 мм, надежность процесса.
Кроме того, при производстве цельнометаллической сетки из ленты толщиной менее 0,15 мм надежное ограничение кромочных полосок от перемещений в направлении донных частей дисков стенками последних в связи с низкой жесткостью полосок не достигается.
Предлагаемый натяжной ролик своими коническими участками обеспечивает дополнительное ориентирующее воздействие на кромочную полоску, полностью устраняющее возможность одновременного захвата зацепом двух полосок.
Оборудование натяжного ролика устройством осевого регулирования обуславливает высокую точность установки и возможность его использования для широкого сортамента сеточной продукции.
Закрепление натяжного ролика на опоре диска обеспечивает независимость средств регулировки осевого положения ролика и настройку диска, а следовательно, снижает трудозатраты на его эксплуатацию.
Установка у каждого диска толкателя в виде полого двуфланцевого профиля, фланцевые элементы которого ориентированы над зацепами, а боковые поверхности образованы концентричными дугами окружностей с центром, совмещенным с осью дисков, в сочетании с выполнением скосов на тыльной части зацепов, позволяет при производстве цельнометаллической сетки из ленты толщиной менее 0,15 мм исключить аварийные остановки, связанные со сходами кромочных полосок с зацепов и одновременным захватом двух полосок благодаря следующему.
Изготовление толкателя в виде полого профиля позволяет минимизировать его массу и использовать выскочувствительную пластинчатую пружину, устраняющую возможность деформации кромочных полосок при контакте с толкателем.
Выполнение рабочей поверхности толкателя в виде двух фланцев гарантирует срабатывание толкателя в случае дефектов кромочной полоски и случайных возмущений.
Установка толкателя на поворотном рычаге, ось поворота которого совмещена с осью диска, позволяет упростить конструкцию устройства и снизить трудоемкость настройки толкателя.
Таким образом, предлагаемое техническое решение обеспечивает создание устройства для реализации непрерывного процесса растяжения полуфабриката цельнометаллической сетки, выполненного в виде просеченной заготовки, при одновременном повышении производительности и упрощении конструкции устройства, расширении области использования цельнометаллической сетки, снижении ее металлоемкости и стоимости.
Реализация непрерывного процесса получения цельнометаллической сетки на устройстве растяжения достигается:
- возможностью растяжения рулонированной просеченной заготовки:
- выполнением растяжения просеченной заготовки при ее непрерывном перемещении встречным поворотом систем зацепов в плоскости, перпендикулярной плоскости просеченной заготовки в сочетании с установкой и исполнением узлов и деталей устройства предлагаемым образом.
Повышение производительности обуславливается осуществлением растяжения рулонированного полуфабриката в непрерывном режиме.
Упрощение конструкции устройства растяжения достигается выполнением привода устройства в виде устройства продольного перемещения сетного полотна, использованием в качестве упомянутого привода транспортера прошивной машины и многофункциональным исполнением узлов и деталей устройства.
Снижение металлоемкости цельнометаллической сетки обеспечивается ее производством из ленты толщиной менее 0,3 мм за счет:
- получения механических свойств просеченной заготовки, равных механическим свойствам исходной:
- снижения энергосиловых параметров процесса растяжения просеченной заготовки:
- снижения обрывности кромочных полосок при растяжении просеченной заготовки.
Снижение стоимости цельнометаллической сетки обуславливается снижением расхода металла и уменьшением расходов, связанных с просечкой, растяжением, транспортировкой и складированием.
Расширение области использования определяется широкими возможностями применения длинномерной цельнометалической сетки, полученной из тонкой ленты в разнообразных отраслях промышленности, например при производстве минераловатных матов, выполнении строительных работ, при изготовлении клеточной продукции для сельского хозяйства и т.д.
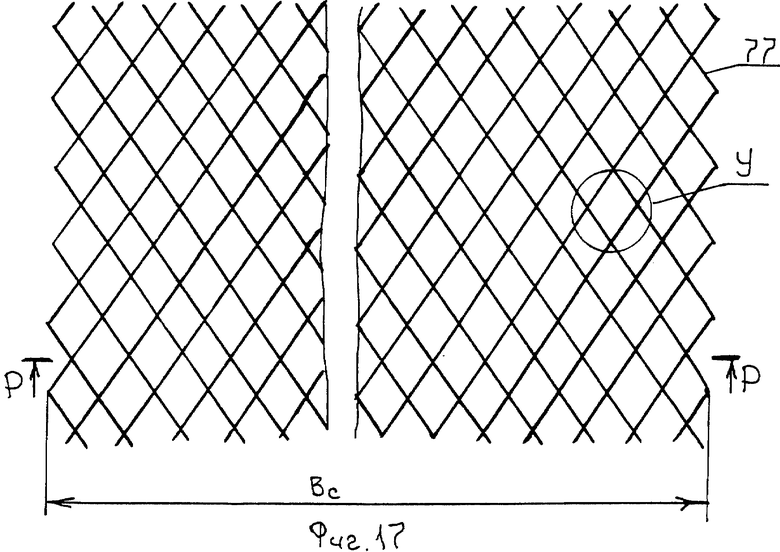
Предлагаемое изобретение поясняется чертежами, где на фиг.1 показано устройство растяжения полуфабриката цельнометаллической сетки, вид сверху; на фиг. 2 - разрез А-А на фиг.1; на фиг.3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - вид Г на фиг.3; на фиг.6 - разрез Д-Д на фиг. 5; на фиг.7 - вид Е на фиг.5; на фиг.8 - разрез Ж-Ж на фиг.7; на фиг.9 - разрез И-И на фиг.5; на фиг.10 - разрез К-К на фиг.5; на фиг.11 - разрез Л-Л на фиг.1; на фиг.12 - разрез М-М на фиг.1; на фиг.13 - разрез П-П на фиг.2; на фиг.14 - положение прижимного ролика при заправке сетного полотна в привод продольного перемещения; на фиг. 15 - схема натяжения полосок сетного полотна при его продольном перемещении; на фиг.16 - просеченная заготовка; на фиг.17 - цельнометаллическая сетка; на фиг.18 - разрез Р-Р на фиг.17; на фиг.19 - выносной элемент У на фиг.17.
Устройство растяжения полуфабриката цельнометаллической сетки в виде просеченной заготовки содержит разматыватель, раму 1, направляющий ролик 2, ограничители сетного полотна по высоте 3, 4 и 5, 6, поворотные низкостенные гильзообразные диски 7, 8, натяжные ролики 9. 10, толкатели 11, 12, съемники 13, 14, привод продольного перемещения сетного полотна 15, средства резки (не показано) и смотки (не показано) цельнометаллической сетки.
Ограничители 3, 4 и 5, 6, гильзообразные диски 7, 8, натяжные ролики 9, 10, толкатели 11, 12 и съемники 13, 14 расположены симметрично относительно горизонтальной оси Х-Х (см. фиг.1) устройства растяжения, при этом одноименные парные устройства идентичны друг другу по исполнению.
Ограничители 3, 4 смещены относительно друг друга по высоте и выполнены в виде стержней 16 плоскоовального поперечного сечения и закреплены на раме посредством болтов 17 и гаек 18. Свободный конец стержня 16 оборудован загнутым в вертикальном направлении участком 19 (см. фиг.4).
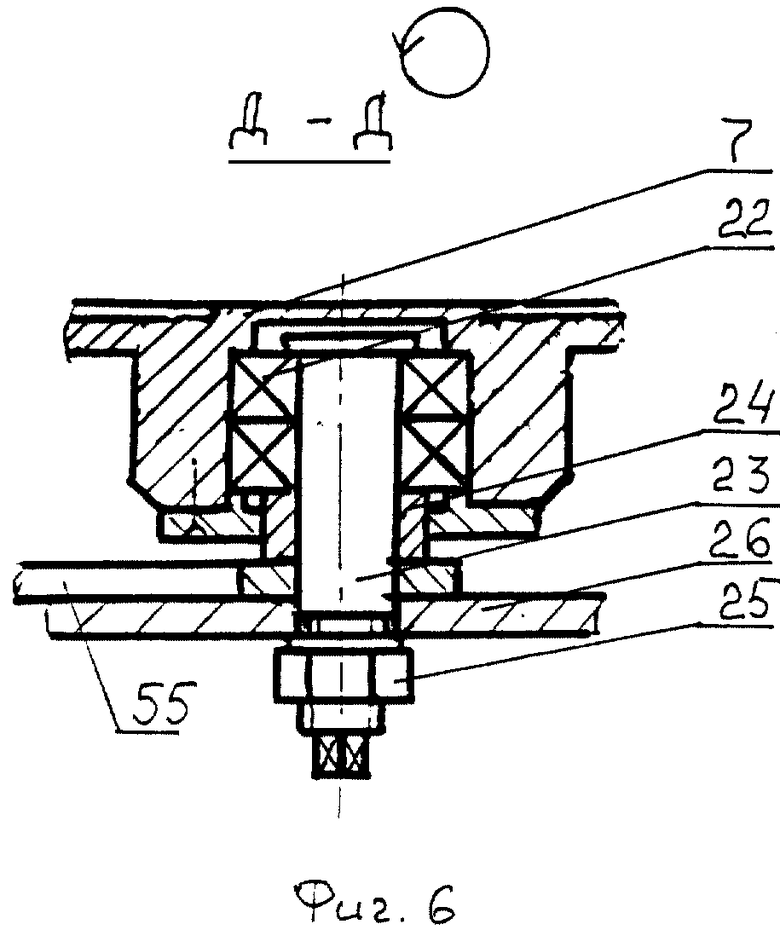
Диск 7 с нижним расположением донной части и идентичный ему по конструкции диск 8 с верхним расположением донной части установлены соответственно в корпусах 20, 21 (см. фиг.3) с помощью подшипников 22, осей 23, колец 24, гаек 25, ползунов 26 и опор 27 (см. фиг.5-8). Ось 23 связана с ползуном 26 гайкой 25. Ползун 26 смонтирован в опоре 27 с возможностью перемещения в направлении оси вращения 23 посредством соединения паз-выступ 28, а опора смонтирована в корпусе 20(21) на оси 29 с возможностью поворота в плоскости, перпендикулярной горизонтальной оси устройства, кроме того, ползун 26 и опора 27 оборудованы средствами регулируемого перемещения 30 и поворота 31 соответственно, выполненными в виде передач винт-гайка.
Корпуса 20, 21 размещены на горизонтальных направляющих 32 рамы 1, расположенных перпендикулярно горизонтальной оси устройства с возможностью регулируемого перемещения и оборудованы средствами этого перемещения (не показано).
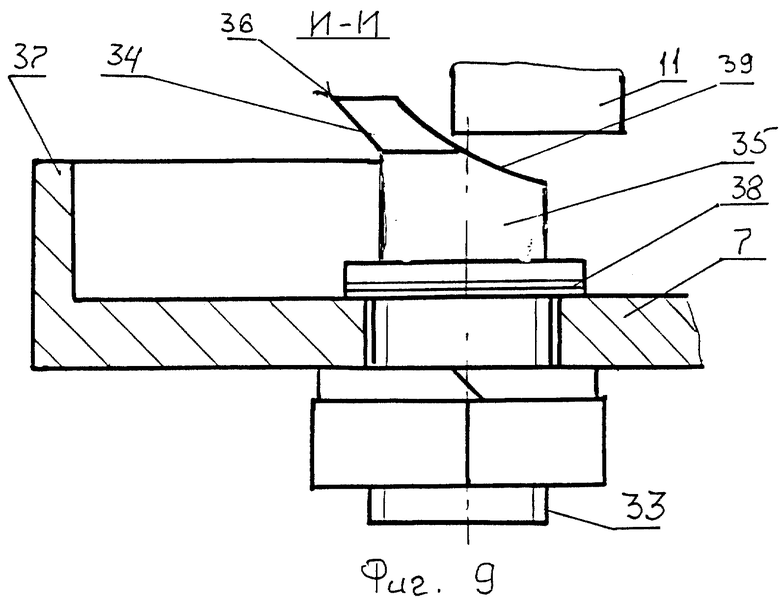
На внутренней поверхности донной части диска 7(8) равномерно по окружностям равного относительно осей 23 диаметра Dз установлены зацепы 33 (см. фиг. 5, 9). Зацеп 33 выполнен в виде цевки, рабочая часть которой образована конической головкой 34 и цилиндрической ножкой 35, при этом сопряжение конусного участка головки 34 с ее торцем выполнено в виде острой кромки 36, расположенной выше стенки 37 диска 7(8). Зацеп 33 снабжен средствами осевого перемещения в виде набора прокладок 38, а на тыльной части каждого зацепа 33 выполнены скосы 39.
Натяжной ролик 9(10) содержит ролик 40, расположенную параллельно оси 23 диска 7 (8) ось 41, смонтированную в корпусе 42 с помощью поджипников 43 и крышки 44 (см. фиг.5, 7, 8. 10). Крышка 44 оборудована соосной оси 41 цапфой 45 с резьбовым хвостовиком 46. Цапфа 45 посредством резьбового хвостовика 46 гайки 47 и рычагов 48, 49 соединена с ползуном 26. Рычаги 48, 49 связаны между собой и с ползуном 26 с возможностью поворота в плоскости, перпендикулярной оси 41 (см. фиг.10), с цапфой 45 - с возможностью осевого перемещения натяжного ролика 9(10) и снабжены средством поворота рычага 48 с натяжным роликом 9(10), выполненным в виде пружины 50 (см. фиг.5), фиксации рычага 49 на ползуне 26 от поворота - в виде болтового соединения 51 (см. фиг. 8) и регулируемого осевого перемещения натяжного ролика 9 (10) - в виде набора прокладок 52 (см. фиг.10).
Рабочая поверхность ролика 40 образована двумя коническими участками 53, 54, сопрягающимися между собой малыми основаниями.
Толкатель 11(12) (см. фиг.5-9) выполнен в виде полого двуфланцевого профиля (см. фиг. 7). боковые поверхности которого образованы концентричными дугами окружностей с радиусами R1 и R2 (см. фиг.5) с центром, совмещенным с осью 25 диска 7(8), а фланцевые элементы ориентированы над зацепами 33 (см. фиг. 9). Толкатель 11 (12) установлен на поворотном рычаге 55 посредством пластинчатой пружины 56 (см. фиг.7), при этом поворотный рычаг 55 смонтирован на оси 25 (см. фиг.6) диска 7(8) и зафиксирован от поворота гайкой 25.
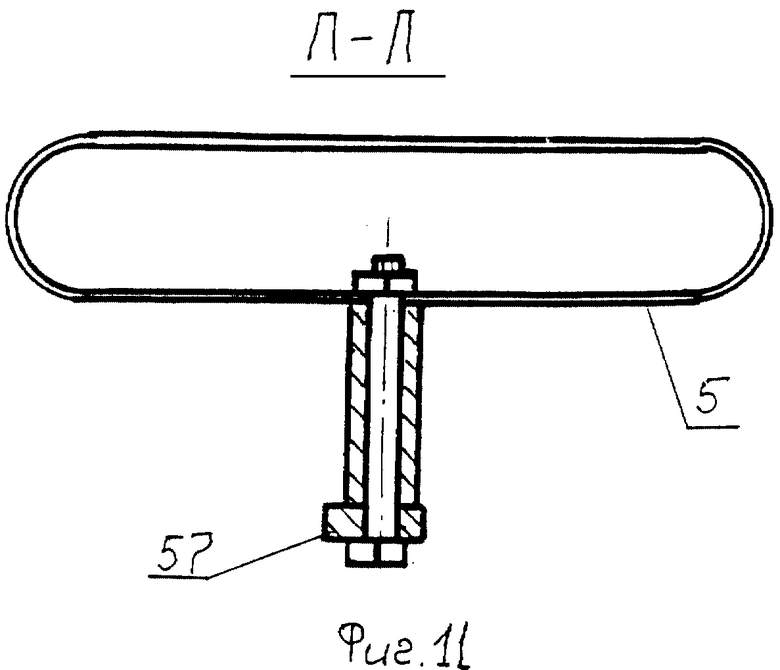
Ограничитель 5(6) выполнен в виде полой плоскоовальной трубы (см.фиг. 8,11), продольная ось которой расположена перпендикулярно горизонтальной оси устройства растяжения. Ограничитель 5(6) закреплен на ползуне 26 посредством рычага 57 и болта 58.
Съемник 15(14) (см. фиг.1, 2, 12) выполнен в виде жестко скрепленной с стержнем 59 цилиндрической втулки 60. Стержень 59 оборудован средством осевого перемещения в виде передачи винт-гайка 61. Съемники 13(14) установлены на раме 1 в плоскости, перпендикулярной горизонтальной оси устройства, и смещены по высоте друг относительно друга на величину наружного диаметра d (см. фиг.12) втулки 60.
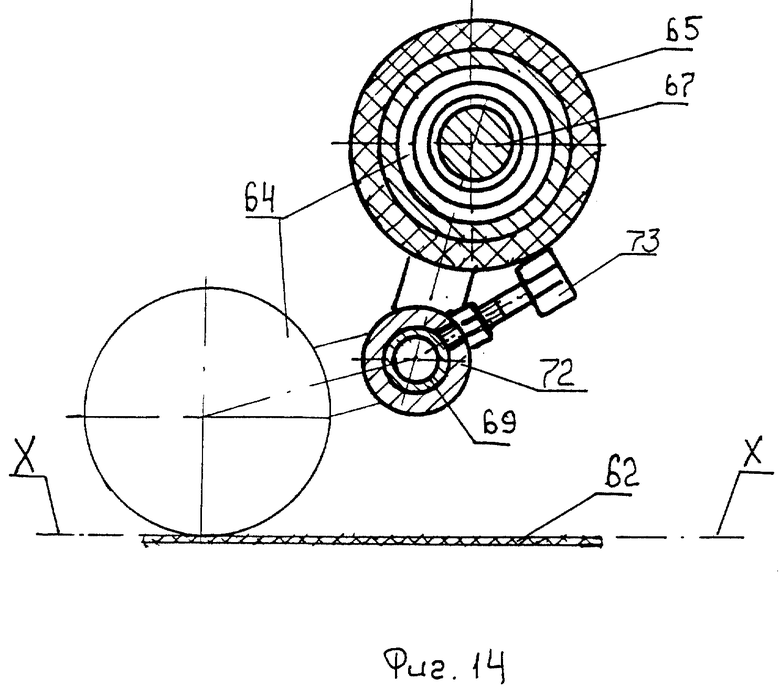
Привод продольного перемещения сетного полотна 15 содержит гибкую бесконечную ленту, выполненную в виде резинотканевой ленты 62, неприводной 63 и приводной (не показано) шкивы и опертые на горизонтальный участок ленты 62, который совмещен по высоте с горизонтальной осью Х-Х устройства (см. фиг. 1, 2, 14) прижимные ролики 64 (см. фиг.1, 2, 15, 14).
На наружной поверхности каждого прижимного ролика 64 смонтированы кольца 65, 66 двух чередующихся типоразмеров, различающихся между собой шириной и наружным диаметром, при этом кольца большего диаметра 65 выполнены из резины (см. фиг.13, 14).
Ось 67 прижимного ролика 64 смонтирована в поворотных рычагах 68, установленных на общей оси 68, с возможностью независимого поворота и оборудованных средствами перемещения по оси 69 и фиксации от перемещений, выполненными в виде установленных между поворотными рычагами 68 на оси 69 втулок 70 и зажима 71, при этом зажим расположен между рычагами 68 и зафиксирован от осевых перемещений относительно последних втулками 70, сопрягаемыми своими торцами с рычагами 68 и зажимом 71, выполненным в виде втулки 72 и болта 73.
Прижимные ролики 64 привода 15 смонтированы на двух осях 69, параллельных оси вращения шкива 63, в два ряда, при этом в первом от дисков 7, 8 ряду, установлено два прижимных ролика 64 (см. фиг.1, 2).
Работа на устройстве растяжения полуфабриката цельнометаллической сетки, выполненного в виде просеченной заготовки, заключается в следующем.
Рулон 74 просеченной заготовки 75 устанавливают на разматыватель. Передний конец рулона 74 сматывают с разматывателя и огибают им направляющий ролик 2. При дальнейшей размотке рулона 74 кромочные полоски 76 (см. фиг.16) в плоскости, перепендикулярной плоскости просеченной заготовки, разводят на ширину Вс готовой цельнометаллической сетки 77 (см. фиг.1. 17) и помещают на горизонтальный участок резинотканевой ленты 62.
Прижимные ролики 64 опускают на цельнометаллическую сетку 77. Кромочные полоски 76 вводят в зацепление с соответствующими зацепами 33. Толкатели 11, 12 с помощью поворотного рычага 55 вводятся в сопряжение с кромочными полосками 76 и устанавливаются после первого (по ходу растяжения), находящегося в зацеплении с кромочной полоской 76 зацепа 33. Натяжные ролики 9, 10 поворотом рычага 48 вводят в контакт с кромочными полосками 76. Наклоном стержней 16 на угол 35...45o к горизонтальной оси Х-Х устройства (по ходу растяжения) устанавливают требуемое натяжение сетного полотна до дисков 7, 8, при этом стержень 16 ограничителя 3 сетного полотна по высоте должен располагаться над полотном, а стержень 16 ограничителя 4 сетного полотна по высоте - под полотном. Далее проверяют положение кромочных полосок 76 на роликах 40 и стенках 37 дисков 7. 8. Кромочные полоски 76 должны касаться конических участков 53, 54 и стенок 37 дисков 7, 8. Устранение обнаруженных погрешностей осуществляется наборами прокладок 52 и средствами регулируемого перемещения 30 ползуна 26.
Включением привода 15 устройства перемещения сетного полотна в толчковом режиме производят натяжение сетного полотна после дисков 7, 8. Осевым перемещении прижимных роликов 64 первого ряда и съемников 13, 14 устанавливают требуемое натяжение нитей "а", "б", "в" сетного полотна (см. фиг.15). Величина натяжения этих нитей должна возрастать от положения "а" к положению "в" и быть больше натяжения нитей, расположенных до положения "а".
После выполнения настройки включается привод 15 устройства растяжения. При вращении приводного (не показано) и неприводного 63 шкивов резинотканевая лента 62 вместе с цельнометаллической сеткой 77 перемещается в продольном направлении. При продольном перемещении цельнометаллической сетки 77 кромочные полоски 76, контактируя с коническими участками 53, 54 натяжных роликов 9, 10, поворачиваются на угол 5...15o к вертикальной оси и разделяются с соседними полосками сетного полотна. Далее кромочные полоски 76 в наклонном положении взаимодействуют с острыми кромками 36 зацепов 33 и под воздействием толкателей 11, 12 привода 15 и конических участков 34 зацепов 33 смещаются на цилиндрическую ножку 35.
Благодаря тому, что зацепы равномерно расположены по окружности диаметра Dз относительно осей 23 дисков 7, 8, ширина цельнометаллической сетки 77 в процессе растяжения остается неизменной, а кромочные ячейки имеют требуемую форму. В зависимости от назначения цельнометаллическая сетка 77 после выхода из привода 15: средствами смотки (не показано) сматывается в рулон; средствами резки (не показано) режется на мерные длины; используется по назначению, например, подается в качестве обкладочного материала в технологическую линию (не показано) по прошивке минераловатных матов.
Согласно предлагаемому изобретению были изготовлены экспериментальное устройство растяжения и опытные партии полуфабриката цельнометаллической сетки в виде просеченной заготовки.
В качестве исходной заготовки использовалась особомягкая лента по ГОСТ 503-81 первой категории качества из стали 10пс по ГОСТ 1050-74 с размерами по толщине: 0.06; 0.08; 0.10; 0,12; 0.15; 0.20; 0.30 мм. Ширина ленты 90 мм.
На просечном устройстве из исходной ленты всех типоразмеров были изготовлены опытные партии рулонированной просеченной заготовки со следующими параметрами (см. фиг.16): шаг просечки Т=82 мм; длина перемычки h=5 мм; ширина полосок, расположенных в средней части просеченной заготовки b=1,8 мм; ширина кромочных полосок bк=2,7 мм.
В качестве привода устройства перемещения цельнометаллической сетки использовался задающий транспортер малой промивной мамины, предназначенной для выпуска минераловатных матов. Скорость продольного перемещения ленты транспортера изменялась в пределах 2...5 м/мин.
В результате выполненных исследований установлено.
Растяжение просеченных заготовок, полученных из ленты толщиной 0,15-0,3 мм, осуществлялось устойчиво без натяжных роликов и толкателей, при этом влияния осевого положения съемников, скорости перемещения ленты транспортера и уменьшения перегибов сетного полотна за счет наклона дисков на работу устройства не обнаружено.
Стабильная работа устройства при растяжении просеченных заготовок, полученных из ленты толщиной 0.06-0,12 мм на скорости перемещения ленты транспортера 2...5 м/мин, обеспечивалась выполнением следующих условий:
- наклон плоскости торцев зацепов к горизонтальной плоскости на угол, равный 2...4;
- установка натяжных роликов и толкателей и выполнение скосов на тыльной части зацепов;
- выполнение рабочей поверхности натяжных роликов в виде двух сопрягаемых между собой малыми основаниями конических участков. При этом наклон кромочных полосок до контакта их с зацепами к вертикальной оси в направлении плоскости растягиваемой ленты на угол, равный 5...15o достигался при наклоне образующей нижнего конического участка к оси ролика на 40...48o, а верхнего - 7...9o;
- создание требуемого поля натяжения сетного полотна после дисков совместным использованием средств осевой регулировки съемников и прижимных роликов первого ряда;
изменение взаимного положения по высоте торцев зацепов и стенки диска.
На заключительном этапе исследований из просеченной заготовки (Вз=80 мм; b= 1.8 мм; bк=2.7; h=5.00 мм; Т=82мм). полученной из ленты толщиной S=0,10 мм, была изготовлена опытная партия цельнометаллической сетки с размерами: tc=65 мм; К=45 мм; Bc=1000 мм (см. фиг.16-19).
Растяжение рулонированной просеченной заготовки выполнялось в линии малой прошивной машины в процессе изготовления минераловатных матов.
Всего было сшито 290 м3 матов. На это количество матов было использовано 4147 м2 сетки, полученной из трех рулонов заготовки общим весом 386 кг. Расход металла на 1 м2 сетки составил 93 г. Процесс растяжения просеченной заготовки и подачи цельнометаллической сетки на транспортер прошивной машины осуществлялся в непрерывном режиме без сбоев. Влияния ручной загрузки ваты на транспортер и расположенную на нем цельнометаллическую сетку на стабильность процесса растяжения не обнаружено.
Таким образом, в результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнении с известным техническим решением позволяет на более простом в конструктивном исполнении устройстве осуществлять высокоскоростное растяжение рулонированной просеченной заготовки в непрерывном режиме.
Следует отметить, что возможность эффективного компактирования сеточной продукции путем поставки потребителям полуфабриката позволяет существенно сократить затраты на транспортировку и складирование сеточной продукции в различных отраслях агропромышленного комплекса, связанных с большими объемами потребления сетки, например в строительстве для штукатурных работ и армирования различных материалов, в сельском хозяйстве для клеточной продукции и ограждений, в дорожном строительстве для бетонных работ и т.д. При этом, как показало опытное опробование при производстве минераловатных матов, устройство для поперечного растяжения полуфабриката сетки отличается незначительными габаритными размерами, малым весом и простотой в изготовлении и эксплуатации.
Источники информации
1. Авторское свидетельство СССР N 914145, кл. В 21 D 31/02.
2. Патент RU 2117543, кл. В 21 D 31/02, 47/02, 20.08.98.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2000 |
|
RU2183517C2 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1999 |
|
RU2156666C1 |













Использование: в области обработки металлов давлением при производстве сеточной продукции на предприятиях металлургического, машиностроительного и строительного комплексов. Устройство содержит разматыватель, направляющий ролик, ограничители сетного полотна по высоте с натяжными роликами, толкателями и съемниками, поворотные низкостенные гильзообразные диски с зацепами, привод устройства и средства резки и смотки цельнометаллической сетки. Привод устройства выполнен в виде средств продольного перемещения растягиваемого сетного полотна, расположенного между горизонтальным участком гибкой бесконечной ленты, смонтированной на шкивах, один из которых приводной, и поворотными прижимными роликами, а упомянутые диски с зацепами являются неприводными и размещены между приводом и направляющим роликом. Конструктивное исполнение устройства и его компоновка позволяют получать готовую сеточную продукцию в виде карточек и рулонов или сразу после выхода из устройства перемещения использовать по назначению, например в качестве обкладочного материала для минераловатных матов при прошивке минераловатных матов. В последнем случае устройство растяжения устанавливается непосредственно в линию прошивной машины, а в качестве привода используется один из транспортеров упомянутой машины. Положительный эффект: при упрощении конструкции обеспечивается реализация высокоскоростного растяжения рулонированной просеченной заготовки в непрерывном режиме, расширяется область использования цельнометаллической сетки, снижение ее металлоемкости и стоимости. 9 з.п.ф-лы, 19 ил.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| SU 914145, 23.03.1982 | |||
| Пресс для производства просечно-вытяжной сетки | 1988 |
|
SU1618485A1 |
| Способ эндоскопической диагностики гистологического типа образования во время колоноскопии | 2018 |
|
RU2697765C1 |
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |
